平推對面5坨便便 發表于 2019-6-5 15:37
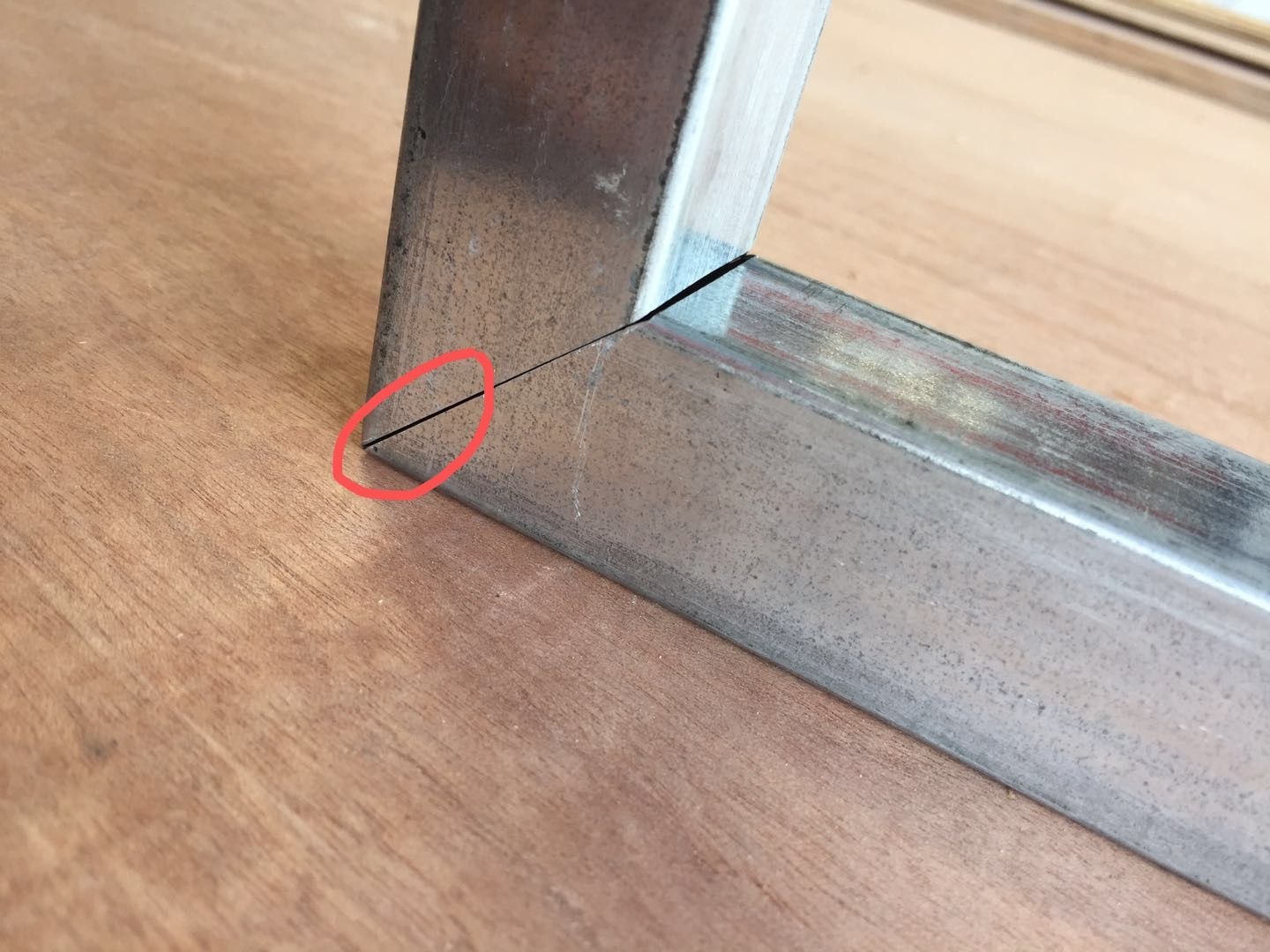
你是在圖上要有縫隙還是沒有縫隙呢
遠祥 發表于 2019-6-5 19:36& ~7 A& V5 r4 V+ m- W# o% B
應該你留了一點肉做為折彎,所以要考慮折彎系數。為什么不直接切掉,再拼焊?這樣尺寸才會有把控!
灰太狼1 發表于 2019-6-5 19:27
一般這種零件都是要焊接,縫隙可以留一點吧
國統區 發表于 2019-6-5 16:24
焊縫 留夠焊縫的地方 你這就沒有焊縫 意思就是 適當的把量取大一點 無非就是焊縫寬一點
okmeiyou 發表于 2019-6-5 20:40
應該在折彎線左右端挖空一點,不讓折彎的時候擠壓頂住,還有折彎的位置一定要準,你那個明顯不是在斜角正中 ...
okmeiyou 發表于 2019-6-5 20:40
應該在折彎線左右端挖空一點,不讓折彎的時候擠壓頂住,還有折彎的位置一定要準,你那個明顯不是在斜角正中 ...
mr韋恩 發表于 2019-6-5 22:12
這個左右挖空的數據應該怎么計算
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |