moipourlui 發表于 2019-1-10 13:37
不解:車外圓怎么會要求平行度?! X! h% D0 V0 R9 `. f6 ~& E7 t6 |
我認為書上的形位公差等級都是實踐經驗的總結; 難道不是嗎?
moipourlui 發表于 2019-1-10 14:089 w2 t4 R+ b( E. h+ d. {
這類公差應該叫做同軸度。6 v$ I) w( F; q" M" |
需要精車,粗車即使達到公差要求,粗糙度也不會好
PM2.5~ 發表于 2019-1-10 14:22( l4 O) q5 B, A& F5 o/ V" b
內孔與外圓之間沒有平行度一說,兩端面才可能要求平行度
鑫森淼炎垚 發表于 2019-1-10 14:19" _2 A: }* q! |6 O) N
討論這樣的問題,說明提問題的人是外行,或者剛剛入行.國人有一句話:事在人為.想一想幾十年前,沒有數控機床的 ...
鑫森淼炎垚 發表于 2019-1-10 14:19: w P7 x [; @2 Z* A7 X0 `
討論這樣的問題,說明提問題的人是外行,或者剛剛入行.國人有一句話:事在人為.想一想幾十年前,沒有數控機床的 ...
holm 發表于 2019-1-10 14:406 D, t+ o' {' ~2 j3 c+ Q* C) e; Z: |3 q
實際上樓主漏了關鍵信息,孔是多大的壁厚多少,另外呢,如果圖紙沒錯,提平行度要求,是不是外圓與內孔不同 ...
loveskycc 發表于 2019-1-10 14:10 g7 i1 k$ B5 | d/ ~
圖紙上標的是平行度,同軸度另外標注也是4個絲,還有個垂直度也是4個絲,所以我想問有沒有一刀車下來的可 ...
Venerealulcer 發表于 2019-1-10 15:38
如果是同心度,那么你車完需要保證壁厚,但是是平行度,那么其實我只要保證尺寸就行,偏心都無所謂,多次 ...
loveskycc 發表于 2019-1-10 15:52
一段鋼管橫放,俯視圖,A指向內壁那條線做參考面,然后外壁那條線標明平行度4絲,端面標垂直度4絲,還有 ...
Venerealulcer 發表于 2019-1-10 16:03, |" ^6 k7 P6 }' K# ]! T% Q
粗車的目的是去掉多余的量,切削量很大,熱量高,應力高,容易造成產品變形,表面粗糙度也不會很好,所以 ...
loveskycc 發表于 2019-1-10 16:13
所以我的第一反應就是他們這樣只是在工裝上反復討論有點不切實際,好像是只要工裝保證不管50絲 80絲的余 ...
韓寒11 發表于 2019-1-10 20:19
外圓,內孔都是在一道工序加工的話,問題不大,應該可以保證的,如果保證不了,很有可能是圓度不對,夾持變 ...



loveskycc 發表于 2019-1-11 07:50; B. \: c: _9 U( ]' q
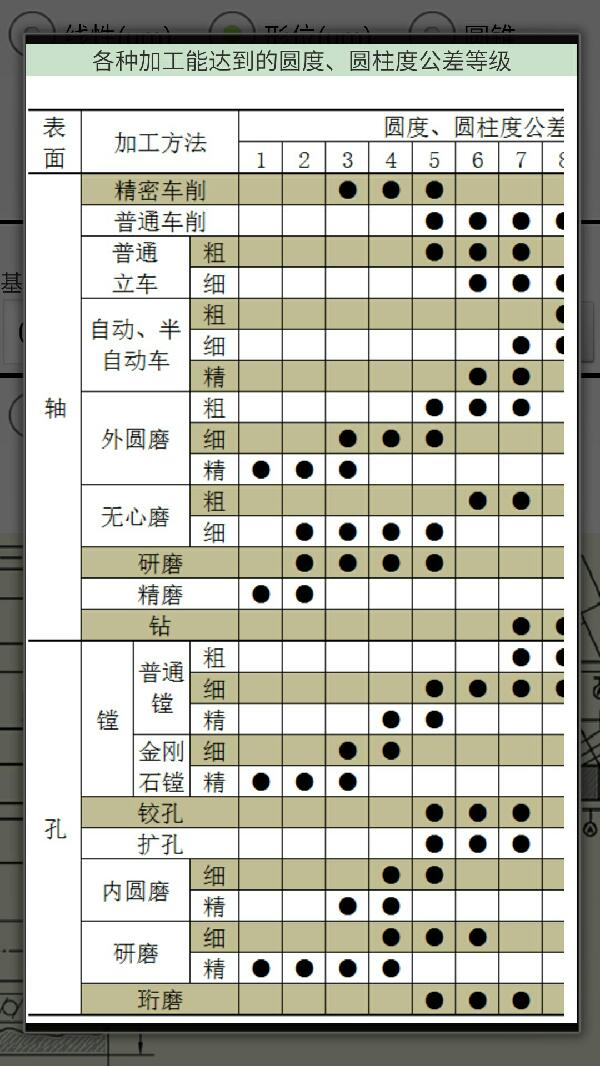
謝謝朋友,其實我就是想確定我帖子后面引用的那個常見加工方式達到的公差等級是否確實,如果不用精加工一 ...


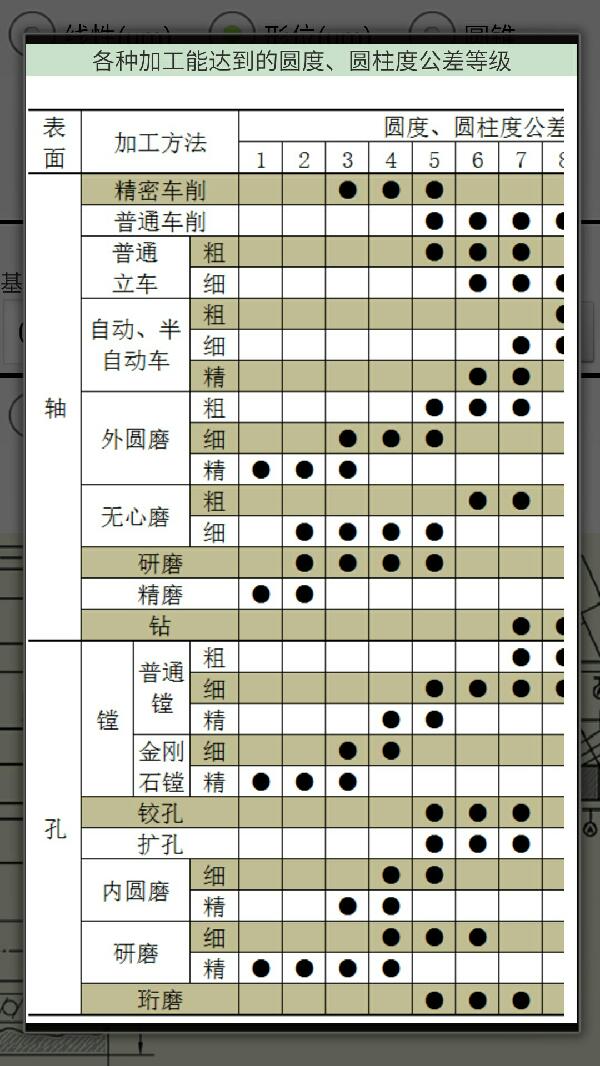 機械公差安卓版,各種公差查詢圖文輸出,有你要的加工精度。。。
機械公差安卓版,各種公差查詢圖文輸出,有你要的加工精度。。。loveskycc 發表于 2019-1-10 13:49
謝謝回復,我沒有寫清楚車外圓后,相對于內孔平行度4絲,估計還要鏜一刀內孔。。。即使這樣,一刀粗車可 ...
loveskycc 發表于 2019-1-10 14:25
但是我記得確實圖紙的A平面是指向內孔
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |