機械社區
標題: 3個夾具設計實例 [打印本頁]
作者: jiajoin 時間: 2018-12-27 19:29
標題: 3個夾具設計實例
差速器殼體因為形狀結構面復雜,往往需要設計專用夾具進行夾持,在此為大家分享3例加工差速器殼體夾具設計案例。
案例一
' e7 D" K# S7 u2 P; ~# r1.待加工零件狀態
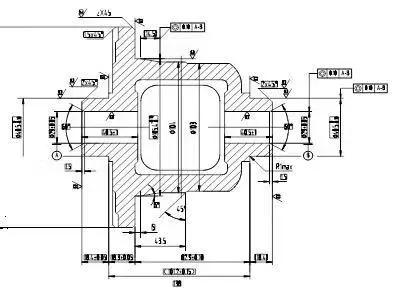
內孔已粗加工至尺寸,兩端外圓已經粗加工,加工余量為1mm。
2.加工內容
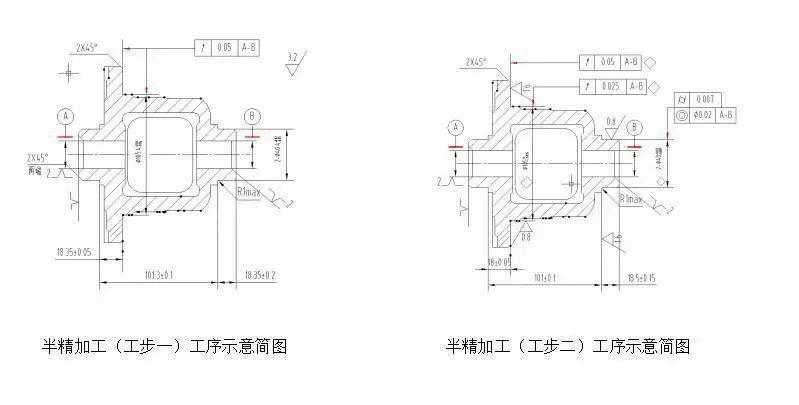
精加工差速器各級外圓及端面,分兩個工步,見半精加工工藝示意簡圖(工步一)和精加工工藝示意簡圖(工步二)。精車保證兩端軸承外圓表面粗糙度控制在Ra=0.8-1.6μm之間,車床及夾具以兩端軸承位外圓表面粗糙度Ra=0.8μm的要求進行設計。
3.刀具設計
刀具的設計為可換刀片式。
4.加工零件材質
加工零件為鑄造件(材質:球墨鑄鐵,零件硬度:HB170-230)。
5.定位和夾緊
以大端加工過的內孔Φ29(Φ30或Φ31)脹開自定心和右端的Φ29(Φ30或Φ31)內孔倒角位置頂緊定位,通過內孔的漲開自動夾緊工件,通過漲套摩擦力驅動工件旋轉,漲套兼顧耐用有可靠的防滑措施,加工過程中工件與漲套間無相對轉動。手動上下工件,液壓自動夾緊。夾具內漲套的拉桿、彈性套、尾座頂尖需要有足夠的剛性和強度,并且有足夠的耐磨性。
彈性套要求彈性屈服性能好,有可靠的壽命并易于更換;尾座頂尖需要足夠的強度,錐度不能小于莫式4號,頂尖頭需要鑲嵌硬質合金增加耐磨性;拉桿整體加工,能夠承受足夠的拉緊漲開力,可靠耐用,易于更換維修。
整體夾具要求定位可靠準確,保證加工過程中的不打滑,自動找正零件中心確保零件的加工準確均勻。可通過手工調整,無需精度測量就能滿足快速換型生產(適應三種工件的生產)的要求。
案例二
! h* S' i1 |; i- K( o* z0 u4 ~, P9 Z1.待加工零件狀態
內孔已經粗加工至尺寸,兩端外圓已經精加工,球面及齒輪安裝面加工余量為0.5mm。
2.加工內容
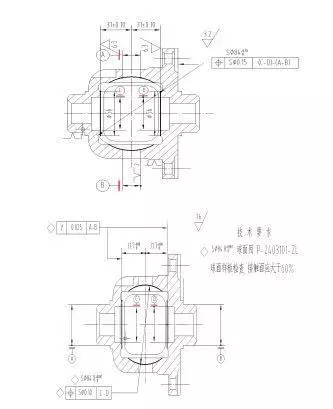
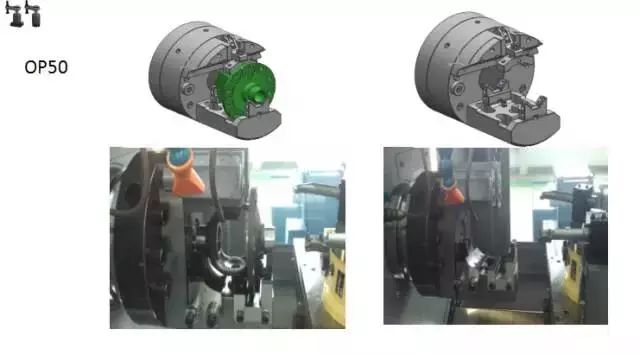
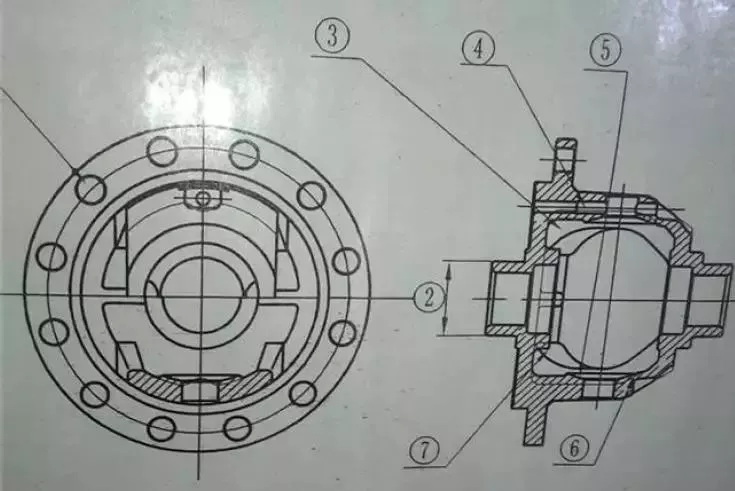
差速器殼體加工生產線的第5序(OP50)精加工內球面Φ84以及齒輪安裝面。
3.刀具設計
刀具設計為可換刀片式。
4.加工零件材質
加工零件為鑄造件(材質:球墨鑄鐵,零件硬度:HB170-230)。
5.定位和夾緊
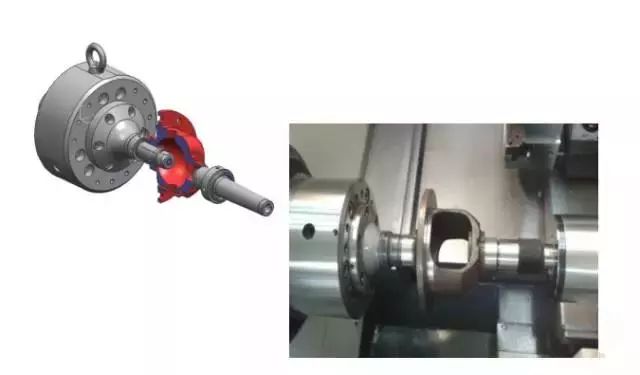
以大端軸承位Φ40以及Φ105定位夾緊。手動上下工件,液壓自動夾緊。以Φ105外圓以及Φ40作為定位夾緊,角向定位以十字孔Φ17定位(用圓柱導向銷),加工內腔球面以及齒輪安裝面。
▲差速器殼體裝夾示意
案例三
6 T. R8 ~- i, @! A1.零件基本信息
差速器殼體、汽配行業、材料為鑄鐵,采用i5系列機床與i5系統。
夾具單位:韓國SAMCHULLY浮動卡盤、臺灣后拉卡盤、自制漲心夾頭。
2.零件工藝性難點與解決方案
工藝問題:
▪保證工件裝夾穩定;
▪要求OP10/OP20 節拍匹配,為自動線方案做準備;
▪保證OP30 同軸小于0.03。
解決方案:
▪定制進口工裝夾具確保其穩定裝夾;
▪更改加工工藝,由原來3 臺機床(一臺臥車兩臺立車)更改為兩臺立車加工,效率提升12%且節省約4平方占地;
▪OP10,OP20 與斗山立車對比為111s:122s/123s:130s。
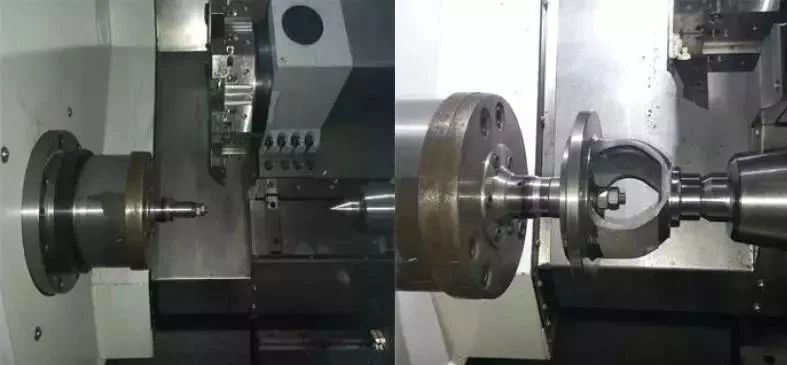
3.現場零件、工裝、特殊刀具照片等
4.零件切削程序分享
(來源機械社區)
, s. X8 \3 K* s$ Q
作者: 設liuyh28 時間: 2018-12-27 23:13
表示看不懂啊!
作者: jiajoin 時間: 2018-12-28 08:51
K F7 t5 z( ^+ K6 G這個案例是來自網絡上搜集的資料整合的,我也無法更詳細的介紹
作者: jiangsuwanhua 時間: 2018-12-28 08:58
路過學習一下, 感謝樓主辛苦整理
0 \2 F" K3 g6 x2 P# n# ` Q- j0 d/ F7 h! u* ^' P }: X ~* O& B/ `
# ]$ L; U9 t) w' j1 Q. F- x2 J( g. ^- n p
萬華金屬 303不銹鋼制造
作者: 未來第一站 時間: 2018-12-28 13:47
案例二沒說床子。
作者: 沒有壓力 時間: 2021-10-18 14:01
第二個上面的尺寸信息都看不見
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |