機械社區
標題: 工藝都是在進步的,加工齒輪的夾具也一樣 [打印本頁]
作者: jiajoin 時間: 2018-12-4 15:16
標題: 工藝都是在進步的���,加工齒輪的夾具也一樣
隨著制造業的發展�����,為了適應激烈的市場競爭,滿足顧客的實際需求���,各企業更加關注產品質量及生產效率,而產品的快速切換需要夾具支持���。當今���,彈簧夾具在制造業中的重要性日漸顯著�����,為了充分發揮其作用,本文探討了其在齒輪加工中的設計與運用�����。
齒輪加工中存在的問題1.齒形不對稱較為突出
一個齒輪的加工過程是由若干工序組成的�����。為了獲得符合精度要求的齒輪,整個加工過程都是圍繞著齒形加工工序服務的�。隨著齒輪加工技術的迅猛發展�����,特別是大模數、多齒數齒輪的加工���,迫切要求在滾齒方面實現高速高效。當滾刀的齒輪齒形因夾具問題而導致安裝不當�,對準不齊時或者堆成���,滾刀在刀桿上的位置難以確定�����,滾刀中心線相對于齒坯中心線會偏移一定角度,其嚙合線的交點在齒坯中心線上而不在滾刀中心線上�,即刀刃與嚙合線的交點相對于節點與齒輪中心線的連線不對稱���。所以在實際上�����,刀齒的中部和根部磨損很少,刀齒的齒頂載荷分布和磨損也極不均勻�,而齒頂圓角處的磨損則決定著刀具的壽命���。
2.齒數出現錯誤
首先,滾刀選用錯誤�����。齒輪滾刀�����,作為齒輪加工的重要加工工具���,其設計與制造水平的高低將嚴重影響齒輪精度的高低���。齒輪滾刀的滾齒不對稱將導致剃齒過程中剃齒刀刀齒左右側受力不均勻���,直接影響剃齒加工齒形誤差和剃齒刀使用壽命�,還會降低機床使用精度�。因此,在齒輪的滾齒加工中,應盡量減少這些誤差���。其次,毛坯尺寸不正確。傳統毛坯尺寸基準設計忽略了工藝過程的差異�����,而統一將零件圖中各尺寸基準作為毛坯尺寸基準�����,導致毛坯在后續加工過程中余量誤差增大而浪費材料���。第三�,滾切斜齒輪時,附加運動方向不對�����。在滾齒機加工斜齒輪時���,附加運動方向的判定比較困難���,再加上銑削方式���、工件螺旋方向及滾刀螺旋方向等因素的變化�����,更增加了判斷的難度。
3.齒形有誤差
由于齒輪滾刀的制造刃磨誤差及滾刀的安裝誤差等原因造成的,因此在滾刀的每一轉中都會反映到齒面上�。齒輪的徑向誤差齒輪徑向誤差是指滾齒時���,由于齒坯的實際回轉中心與其基準孔中心不重合�,使所切齒輪的輪齒發生徑向位移而引起的周節累積公差�。由于齒輪的齒面偏離了正確的漸開線,使齒輪傳動中瞬時傳動比不穩定�,影響齒輪的工作平穩性���。常見的齒形誤差有不對稱�、齒形角誤差(齒頂變肥或變厚)���、產生周期誤差等�����。
這三點問題多多少少與應用不合適的夾具加工有一些關聯�����,接下來會著重講一下滾齒彈簧夾具�����。
齒輪加工中彈簧夾具的應用這里會通過三個實例來正面或者側面來講述齒輪加工中應用彈簧夾具的優勢���。
1.數控車床
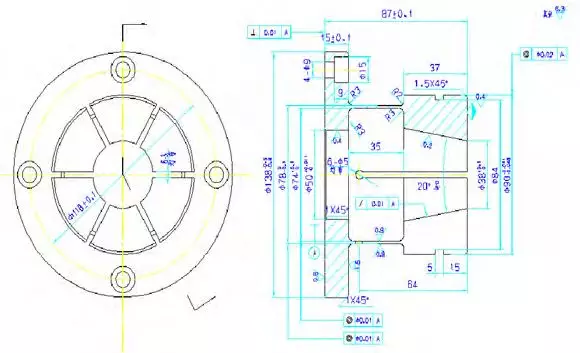
假設彈簧夾具應用于CK7520中���,其結構如圖2所示�。在設計中以工件內孔尺寸為依據�����,確定了彈性夾具定位部分尺寸���,具體為90(-0.011/-0.018)�,利用法蘭���、螺栓緊固沉孔�。該夾具選用了20度的內孔錐面,其可有效配合外錐面拉桿�����,彈性部位的薄壁為2mm�。在實際使用過程中彈簧心軸應和機床液壓系統間擁有連接盤,其與彈簧心軸經螺栓連接與緊固���,在連接過程中應找正彈簧夾具,安裝成功后�����,對其進行檢驗�����。在拉緊彈簧夾具過程中�����,經內錐與外錐心軸配合實現了工作,在松開時���,二者處于脫離狀態。
圖2 數控車床中應用彈簧夾具結構圖
2.普通車床
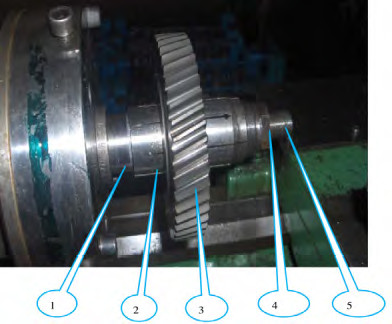
普通車床C620在安裝彈簧夾具過程中錐心軸應采用通用模式連接法蘭�,此后���,對外圓跳動進行檢查�����,盡量保持在0.005mm內,以此保證心軸和設備成功連接�����,待連接完成后���,安裝彈簧套�����,利用彈開墊圈�����,保證工件有效松開�,此后,對拉桿、墊片與螺母等進行安裝,其中墊片和彈簧套件應無移動間隙。再安裝工件�,其處于彈簧套外圓���。經實踐證實���,彈簧夾具或錐心軸左右移動�,均具有可行性�����。
1.錐心軸2.彈簧套3.工件4.螺母與墊片5.拉桿
圖3 普通車床中彈簧夾具的應用
3���、滾齒機
在機械加工中滾齒具有常見性�,因此�����,其夾具設計十分關鍵���。在設計過程中以不同設備為依據�,設計各異的工裝�����。經調查發現�,普通滾齒機的夾具設計具有簡便性�����,通過純手工方法,安裝上下墊�����、螺母與滾胎���,其難以設計彈簧夾具,因此�,以數控滾齒機為研究對象�,其工裝為直心軸與上下墊���,主要是借助滾齒機液壓系統夾緊實現的���,此時的心軸缺點明顯�,即:裝夾困難、勞動強度大。為解決這些問題,可以應用滾齒彈簧夾具���。
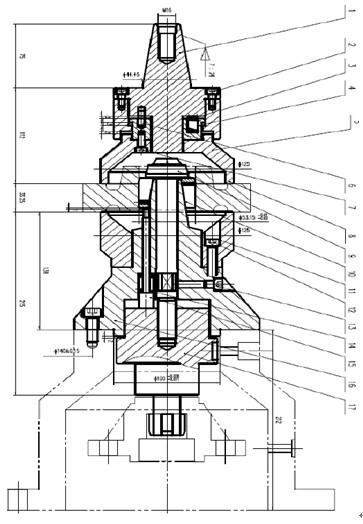
1.機床連接塊 2、7、12緊固螺栓 3.彈簧 4.中間連接塊 5.滾齒壓蓋 6�、13�、14定位銷 8.工件 9.拉桿 10.彈簧套 11.滾齒下墊 15.套筒 16.滾齒底座 17.定位塊
圖4滾齒彈簧夾具結構圖
根據圖4可知�,滾齒彈簧夾具是由3部分構成的,其中上部分發揮著壓緊作用,中間部分為銜接�����、下部分為穩定�����。各零件和機床連接后�����,加工時均處于固定狀態���,從而保證了工件穩定性���。經應用實踐顯示�����,該夾具的優點為:第一�,較強的自動化���,在機床自動升降工件上�,減少了勞動強度;第二�,良好的準確性�,因彈簧套具備漲開功能�,其消除了工件內孔和工裝安裝間的間隙,從而提高了其定位精準性與可靠性�;第三���,高質量及便捷性���,加工工件符合了工藝要求�����,彈簧套便于安裝與取下。但它也存在不足�,即缺少經濟性���。但工藝一直都存在著上升空間���,不斷發現不足并不斷升級工藝,謂之“工匠精神”。
(來源機械社區)
3 P+ D1 ~" Y `* M
作者: 遠祥 時間: 2018-12-4 21:30
感謝樓主分享�����,學習了�����!
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |