機械社區
標題: 如何克服變形?看變速器箱體加工刀柄與刀具 [打印本頁]
作者: jiajoin 時間: 2018-9-13 10:22
標題: 如何克服變形?看變速器箱體加工刀柄與刀具
目前,乘用車使用的變速箱以鋁合金材料為主。此類箱體零件壁厚小,加工時容易產生變形,因此對于夾具和刀具有較高的要求。
刀柄選擇:
對于鋁合金零件的高速高效加工來說,一款好的夾持刀柄不僅需要提供良好的夾持精度和重復定位精度,而且需要提供強大的夾持力,同時還需要保證刀具系統在高速旋轉的情況下有良好的動平衡性。
熱脹刀柄能夠滿足此類需求,山高通過在精密預動平衡的基礎上增加四個動平衡調整螺釘,在安裝完刃具后可以做進一步的動平衡調整,從而保證了整個刀具系統的加工穩定性。配合熱脹儀,可以選擇最合適的溫度對刀柄進行加熱,保證了刀柄的使用壽命和精度穩定性。
刀具選擇:
鋁合金零件的銑面加工是占用加工節拍較多的工步。PCD精加工面銑刀采用整體可調式刀夾設計,不僅可以消除刀尖的跳動誤差,而且可以采用密齒結構。既提高了加工表面的質量,又提高了加工效率。同時,配合特殊設計的刀尖還可以在精加工時一次性把網紋面加工出來。
加工實例1:
PCD精銑刀:直徑Φ63,Z=9,PCD20刀片
切削參數:Vc= 3500 m/min;ap=0.5-2.0 mm;Fz= 0.12 mm;
優點:實現良好的表面光潔度和刀具壽命。
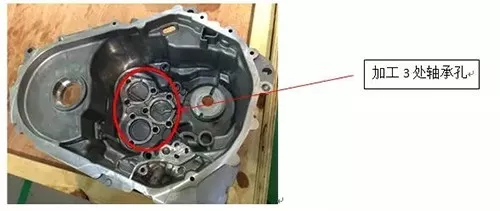
精鉸刀在加工一些精度要求高的軸承孔方面有很大的優勢,通過導條式的結構設計,以及冷卻孔的合理分布,下圖案例中既能保證良好的尺寸精度、圓柱度和表面質量,又能保證非常高的刀具壽命。
加工實例2:
BIFIX精鉸刀:直徑Φ62,公差要求+0.04/+0.01,PCD鉸刀刀片
切削參數:Vc= 487 m/min; ap=0.1-0.15 mm; Fz= 0.07 mm;
優點:孔徑尺寸穩定,圓度0.008mm。(來源夾具俠)
4 p& V+ f% ?! S5 r5 `. p3 e! x0 h) R
作者: jiangsuwanhua 時間: 2018-9-13 11:24
學習了 感謝樓主的分享 整理的很細致
0 j3 I8 S+ V# ^' X( R2 b
作者: zmztx 時間: 2018-9-13 14:30
本帖最后由 zmztx 于 2018-9-13 14:34 編輯
0 ? M5 j9 e* R0 Q# G& h
7 E, y2 a b% G; f4 \$ ]刀具、夾具只是一方面,材料內應力的變化(釋放)占很大比例。比如鑄件、焊接件的去應力處理;還有特別容易忽略的是進入精加工(半精加工)之前,要松開夾具,甚至放上兩個星期。最明顯的就是箱體上軸孔出現偏差,遠大于公差范圍。越大越明顯
作者: 韓寒11 時間: 2018-9-13 17:40
鋁合金孔的加工對變形最敏感,加工與檢測的溫度差別很大也會導致工件圓度變形
作者: Running_kTgnq 時間: 2018-11-28 13:33
您這刀Z=9?為什么看起來是單刃導條鏜刀?
% ~) ?* o) U) X- VD62/72G8的孔,位置度要求0.05,同軸度0.02,圓柱度0.008.用如圖所示單刃導條鏜刀滿足要求。
0 u. n% E9 R( V9 @想知道到底什么要求下才需要法蘭接口式的?
/ X8 C) O& G2 L: u% Z A/ F
作者: 張華建 時間: 2018-11-28 18:56
感謝樓主分享
作者: 益達852 時間: 2018-12-29 10:14
感謝
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |