業_ 發表于 2018-8-10 03:51
如果幫忙可以代加工最好,


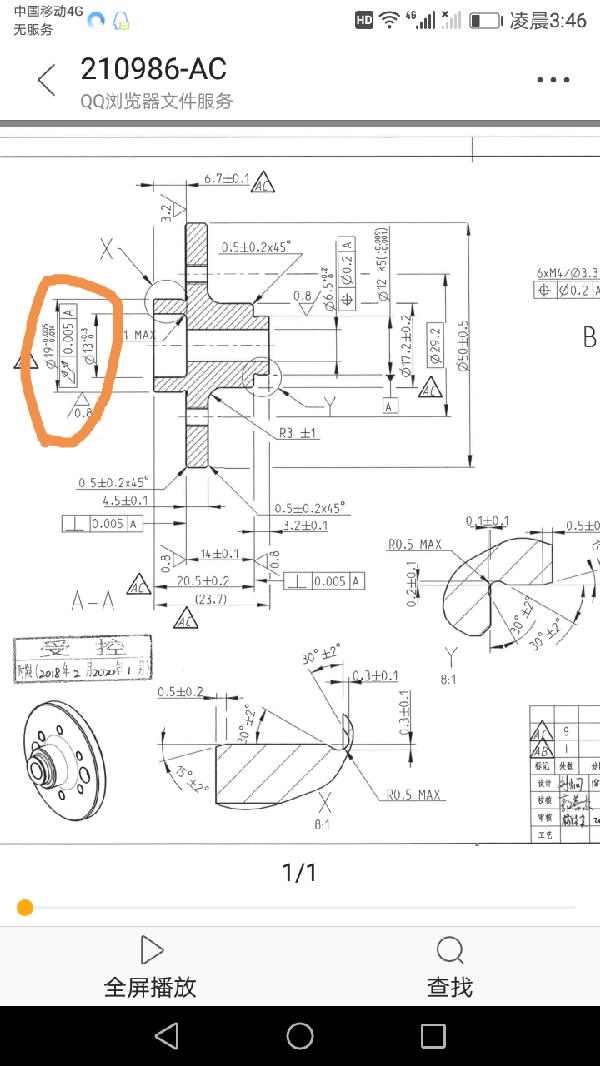
 成品AA版本,現圖紙已經把0.005的公差放到0.01
成品AA版本,現圖紙已經把0.005的公差放到0.01
 ( L' L6 j- d! z' }2 V4 A
( L' L6 j- d! z' }2 V4 A|leijiang123發表于 08-10 09:38最后登陸時間1970年。。。。。社區 鬧鬼了<img class="emotion" src="http://www.ytsybjq.com/static/image/smiley/grapeman/01.gif" smilieid="46 border=" 0"="" alt="">
|Potato2081發表于 08-10 13:40正常情況下,圓磨這個比較容易達到的。問下磨工,砂輪有沒有修,在加工時可曾打過表。另外,最好有一個外端面要平磨,以便在換向磨另端時保持精度。
 這個設計是個專業人才砂輪越程槽都畫了,等于已經告訴你怎么加工了
這個設計是個專業人才砂輪越程槽都畫了,等于已經告訴你怎么加工了觸摸云端 發表于 2018-8-11 10:303 b3 l; E" I; W& K6 g
可以使用軸承檢查儀D913+千分表檢查,但是可能需要工藝匹配,這種檢查方法變差很小。/ V4 M* u) Q: I S8 v- Q
在這里提一下疑問, ...
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |