機(jī)械社區(qū)
標(biāo)題: 進(jìn)階!大牛的油路設(shè)計(jì)經(jīng)驗(yàn) [打印本頁]
作者: jiajoin 時(shí)間: 2018-3-16 11:10
標(biāo)題: 進(jìn)階!大牛的油路設(shè)計(jì)經(jīng)驗(yàn)
一、選配液壓站
液壓工裝設(shè)計(jì)的時(shí)候首先應(yīng)該考慮到要用到幾種動(dòng)作,幾組油路,基本上一種動(dòng)作一組油路,一進(jìn)一出算為一組。液壓站是液壓工裝的動(dòng)力源,配置液壓站的時(shí)候建議多配幾組,有一些可以作為技術(shù)預(yù)留。
圖1
如圖1左邊所示液壓站用到四組保壓,四個(gè)儲(chǔ)能罐;右邊是由兩組電池閥組成的。選配時(shí)盡量選擇花鍵的液壓站,生產(chǎn)和穩(wěn)定性要好于平鍵類型。圖2中左邊為平鍵,右邊為花鍵,花鍵的耐磨性要高很多。
圖2
關(guān)于液壓站的選配如下表格。
圖3
此液壓站配置已經(jīng)足夠滿足日常用的轉(zhuǎn)角缸、杠桿缸等使用。做液壓工裝一般選擇低壓液壓站,如果經(jīng)濟(jì)條件允許的話可以配置高壓液壓站。
二、四軸回轉(zhuǎn)工裝的油路編排
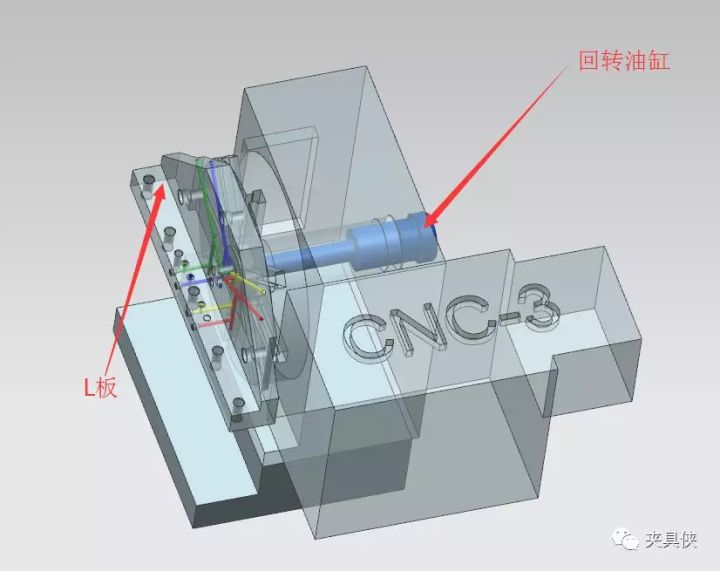
如果要實(shí)現(xiàn)四軸工裝的翻轉(zhuǎn)而不會(huì)纏到油路,此時(shí)必備的是回轉(zhuǎn)油缸。通過液壓站分出來的油路穿過機(jī)床板件以后直接接在回轉(zhuǎn)油缸上面,然后通過回轉(zhuǎn)油缸,再轉(zhuǎn)向L板,實(shí)現(xiàn)液壓工裝底板供油。回轉(zhuǎn)油缸起到供油的作用,并避免工作臺(tái)產(chǎn)生油路繞圈的情況。
圖4 回轉(zhuǎn)油缸
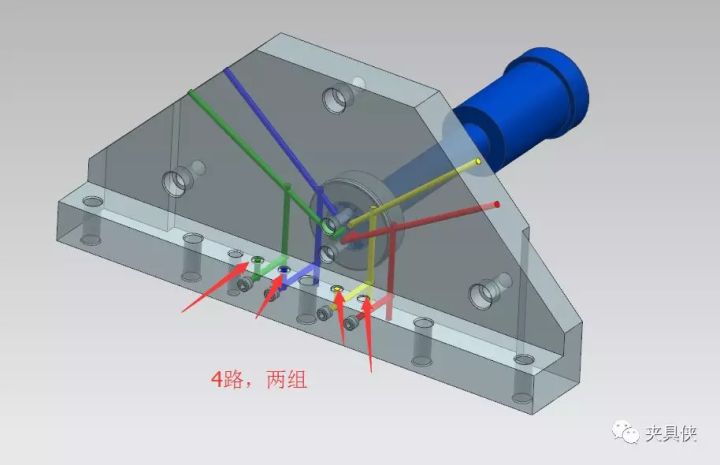
回轉(zhuǎn)油缸和L板的設(shè)計(jì)制造已經(jīng)標(biāo)準(zhǔn)化,根據(jù)四軸的貫穿孔采購(gòu)即可,不用太關(guān)注設(shè)計(jì)與制造。四路L板可以做兩組油路,實(shí)際情況可以根據(jù)產(chǎn)品的動(dòng)作和組數(shù)來確定,購(gòu)買兩路還是四路。
圖5 L板
Q:以上兩組油路可以互相分別控制嗎?
A:控制的方式分為三種,電器柜控制、腳踏控制、PLC控制。電器柜的時(shí)候在選購(gòu)時(shí)需要明確幾組動(dòng)作,廠商會(huì)有對(duì)應(yīng)的產(chǎn)品,然后安裝在液壓站或者機(jī)床上。使用時(shí)通過按鈕手動(dòng)控制液壓動(dòng)作。
圖6電器柜控制
腳踏控制方式控制一組油路,一松一緊對(duì)應(yīng)進(jìn)油和出油。
圖7腳踏控制
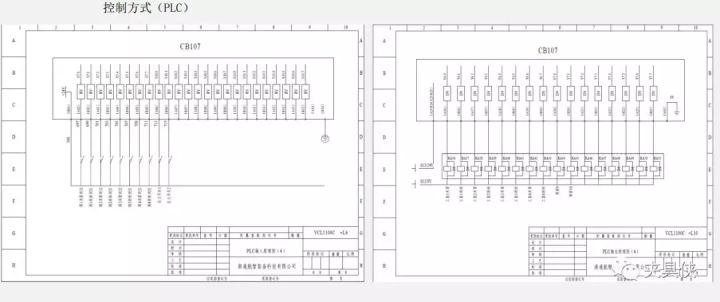
PLC控制則比較高級(jí)。如下視頻中有產(chǎn)品夾緊、旋轉(zhuǎn)角度動(dòng)作、角度執(zhí)行完后的夾緊和松開共三組動(dòng)作,需要用到三組電池閥。腳踏控制一組后,剩下的兩組電池閥就是通過PLC來控制的。
圖8 PLC控制
, I) m6 u1 e1 E0 h7 `實(shí)現(xiàn)PLC控制可以通過修改機(jī)床參數(shù),附加一些節(jié)點(diǎn)來實(shí)現(xiàn)。
圖9 機(jī)床代碼圖
Q:油缸動(dòng)作順序怎么安排?
A:根據(jù)產(chǎn)品的夾持特性來決定,比如有些產(chǎn)品需要支撐缸先動(dòng),再進(jìn)行夾緊,有些則相反。如果只是用到支撐缸和夾緊缸,可以通過順序閥來決定。如圖10所示,用順序閥解決兩路的動(dòng)作,油缸進(jìn)去后先通過順序閥,支撐缸先動(dòng),然后執(zhí)行夾緊缸。
圖10
Q:什么時(shí)候是支撐缸先動(dòng),油缸壓緊是哪種特性的情況下?
A:一般取決于產(chǎn)品的特性。支撐缸的運(yùn)動(dòng)方式分為油壓升起型、彈簧升起型。如果產(chǎn)品自身重量足夠重的情況下,選擇油壓升起型,產(chǎn)品松開時(shí),油壓升起型支撐缸瞬間彈出接觸工件表面,不會(huì)產(chǎn)生產(chǎn)品的位移,等支撐缸接觸產(chǎn)品實(shí)現(xiàn)抱緊以后執(zhí)行缸執(zhí)行壓緊。
三、油路設(shè)計(jì)要避免的問題和注意事項(xiàng)
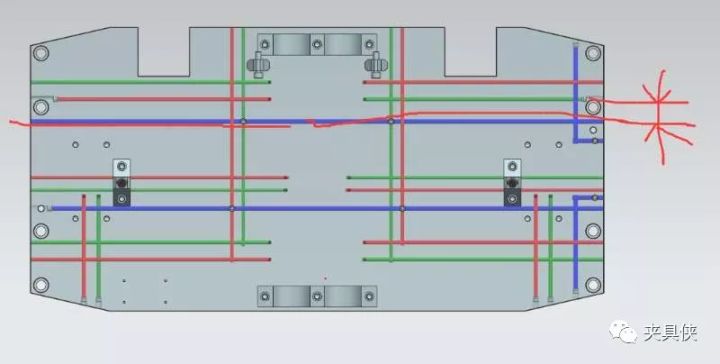
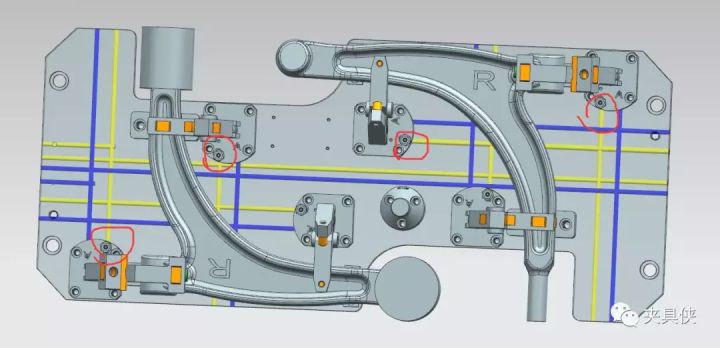
1、先確定壓緊點(diǎn)和定位方式,再考慮油路布置,確定底板厚度以及油路塊。一套液壓工裝的組數(shù)和動(dòng)作方式可以用底板的板厚來彌補(bǔ),動(dòng)作越多,就可以增厚底板厚度。
圖11 油路示意圖
2、細(xì)節(jié)設(shè)計(jì)的時(shí)候出現(xiàn)干涉或者需要避讓,可以用油路快彌補(bǔ),解決比較困難的串油方式。設(shè)計(jì)油路時(shí)上下層和左右需保持在6mm,板比較長(zhǎng)的情況下,留出安全距離是為了加工底板油路時(shí)出現(xiàn)誤差,發(fā)生串油。
圖12
3、深孔鉆實(shí)際加工的時(shí)候,油路越長(zhǎng)鉆頭越容易飄。兩條油路特別是不同動(dòng)作的油路不能離得太近,會(huì)有安全隱患。
4、油路塊的用途在于引流,避開干涉的地方。
圖13 工裝實(shí)際用到的油路塊
Q:油路塊上的長(zhǎng)孔是用什么機(jī)床做的,用搖臂鉆可以做嗎?
A:由專用的深孔鉆機(jī)床加工,主軸是臥式。小的或者短的可以用立鉆加工,搖臂鉆無法確定和保證直線度。
4 T2 T: ` X+ m7 t' a& d; Y
Q:大底板一般是用Q235或者345火焰切割嗎?
A:底板的加工工藝是45號(hào)型材下來以后平面磨、熱處理、去應(yīng)力,然后上加工中心點(diǎn)孔打位置。最終目的是不讓底板在長(zhǎng)時(shí)間使用后產(chǎn)生形變。
/ b: N; [# T9 m9 k/ N" ?
Q:如果不用深孔,直接是用液壓膠管和加工油孔相比,有何優(yōu)劣?
A:這種情況是明路和暗路的區(qū)別。進(jìn)油第一位置要通過回轉(zhuǎn)油缸,然后板和油缸的連接可以用明管(銅管、膠管等),也可以選用油路打在底板上,使用暗管。膠管成本比較低一些,但有一些隱患,且整體視覺上暗管油路工裝更加簡(jiǎn)潔。
9 o9 v# ~& u$ a3 o) j, f
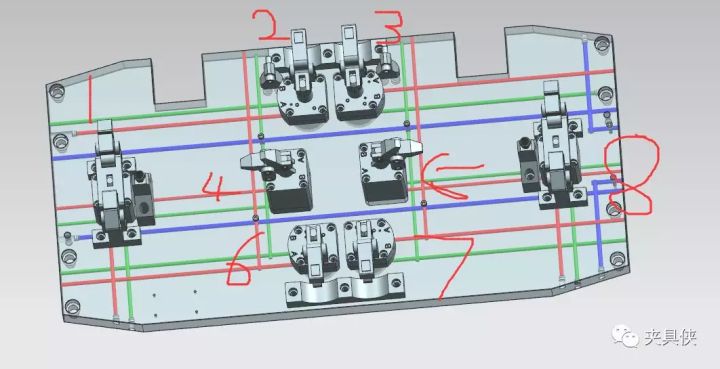
Q:直接用一個(gè)進(jìn)回油路,連接2個(gè)油缸,2個(gè)壓緊缸同時(shí)壓緊怎么實(shí)現(xiàn)?
A:讓2個(gè)壓緊油路串聯(lián),同時(shí)壓緊。多個(gè)都可以同時(shí)夾緊,因?yàn)檫@只是一組油路,一進(jìn)一出。如圖14中的8個(gè)油缸可以同時(shí)實(shí)現(xiàn)夾緊和松開。
圖14
Q:如果油路設(shè)計(jì)錯(cuò)誤需要調(diào)整,需要重新設(shè)計(jì)油路,還是可以改一個(gè)地方,其他油路聯(lián)動(dòng)?
A:可以通過油路塊把它再接引過去。為避免這種情況,投產(chǎn)之前一定要再三核實(shí)油路的動(dòng)作是否完整。
) K; k! v: m$ s& K. c
Q:油缸的進(jìn)油和出油量不一樣,串聯(lián)下一個(gè)油缸,后面的油缸動(dòng)作會(huì)變慢?
A:用調(diào)速款的執(zhí)行油缸,可以在同一組油缸實(shí)現(xiàn)同時(shí)夾緊起到減少夾緊時(shí)差的作用。
圖15
Q:油缸壓緊后,有沒有可能缸內(nèi)壓力一直是波動(dòng)狀態(tài),甚至有較大波動(dòng)導(dǎo)致加工時(shí)出現(xiàn)工件松動(dòng)現(xiàn)象?
A:不會(huì),因?yàn)橐簤赫疽恢痹诠┯停亲驳痘蚯邢髁Ψ逯颠^高,即夾緊力不夠。
; n" R' u1 L$ B0 }# V" \
作者: ィ心兂鎅 時(shí)間: 2018-3-16 11:21
真牛,看著很厲害的樣子
作者: xueqingchao 時(shí)間: 2018-3-16 11:29
不明覺厲
作者: 水水5 時(shí)間: 2018-3-16 12:54
借問樓主,深孔鉆的專用機(jī)床是什么樣的?能不能普及一下?
作者: 嗚啦嗚啦嘿 時(shí)間: 2018-3-16 14:08
看不懂,所以覺得好厲害!
作者: qq642446015 時(shí)間: 2018-3-16 14:15
看不懂
作者: xiaobing86203 時(shí)間: 2018-3-16 14:38
腳踏一般都是氣路和電控,頭一次見到還有油踏,漲知識(shí)了,感謝分享。
作者: 天天來一回 時(shí)間: 2018-3-16 16:34
收藏了/ b/ ]: F2 h) J6 M! _8 f% S
作者: jiajoin 時(shí)間: 2018-3-16 22:31
; R, P) @% K, Z# K; [4 e暫沒有這些資料
! b% \- J, R; E* Z, M2 x8 z- K
作者: 催化劑2016 時(shí)間: 2018-5-27 16:54
我們廠做汽車配件的,用液壓夾具,樓主有沒有資料學(xué)習(xí)一下!
作者: 恩了瓜西 時(shí)間: 2018-6-5 09:45
學(xué)習(xí)了,不錯(cuò)
| 歡迎光臨 機(jī)械社區(qū) (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |