熱沖壓工藝的特殊性,自動化輔具在熱沖壓生產(chǎn)中占有十分重要的作用。輔具設計的好壞決定著生產(chǎn)的穩(wěn)定性,甚至成為自動化生產(chǎn)及節(jié)拍提升的瓶頸。熱沖壓自動化輔具包含拆垛端拾器、上料端拾器、取件端拾器、激光切割支具、拋丸掛具。
面對全球能源危機和環(huán)境保護的壓力,節(jié)能減排已經(jīng)成了汽車制造業(yè)的發(fā)展趨勢,通過使用高強度板熱沖壓生產(chǎn)制造技術,同時實現(xiàn)車體輕量化和碰撞安全性,成了近年來汽車制造業(yè)研究的熱點。熱沖壓技術國內(nèi)起步較晚,一直處于在各大學或研究院等研究單位試驗階段,但隨著汽車企業(yè)的介入,熱沖壓技術得到了快速發(fā)展,目前熱沖壓工藝已經(jīng)應用到汽車生產(chǎn)制造工業(yè),并且實現(xiàn)批量化生產(chǎn)。自動化輔具作為熱沖壓生產(chǎn)的一部分,其結(jié)構(gòu)設計對產(chǎn)品質(zhì)量和生產(chǎn)的保證有著決定性作用。
拆垛端拾器
熱沖壓成形生產(chǎn)線的拆垛端拾器由骨架、電氣元件、安裝組件組成。結(jié)構(gòu)與冷沖壓自動化生產(chǎn)線基本相同,同樣采用吸盤吸取板料。冷沖壓線板料多為方料,端拾器骨架及吸盤為規(guī)則陣列布置,實現(xiàn)不同料的通用;而熱沖壓件基本為A柱、B柱等,不規(guī)則料較多,且一般為細長件,吸盤一般隨形布置,一列即可,通用具有局限性。
冷沖壓拆垛端拾器示意

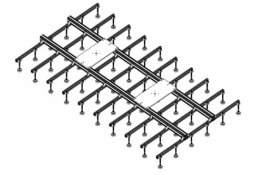
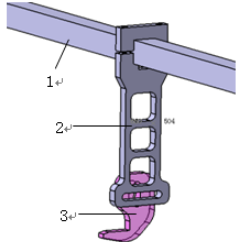
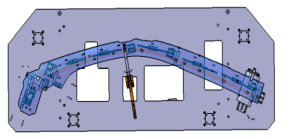
熱沖壓拆垛端拾器示意
熱沖壓線拆垛端拾器為實現(xiàn)不同制件間通用,在骨架設計上,將吸盤固定結(jié)構(gòu)設計為可前、后、左、右移動式,吸盤可在橫梁上左右移動,橫梁可在主梁上前后移動,以適用不同形狀、不同尺寸的板料。
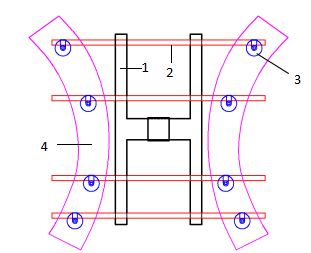
1、主梁 2、橫梁 3、吸盤 4、料片
上料端拾器
熱沖壓生產(chǎn)中,由于加熱后的鋼板處于高溫狀態(tài),無法用吸盤抓取,故其上料端拾器上采用特定制作的夾持器(氣缸帶動夾鉗)。熱沖壓生產(chǎn)線的上料端拾器由骨架、電氣元件、夾鉗、防護板及安裝組件組成。此部分是熱沖壓線最關鍵的工位,需保證板料抓取位置精確性及穩(wěn)定性。根據(jù)料片形狀復雜程度,可采用不同的結(jié)構(gòu)設計。
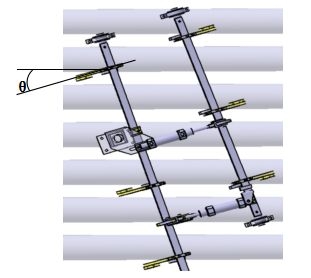
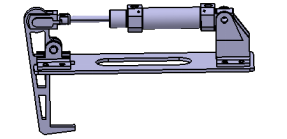
形狀規(guī)則簡單的板料,如方形料、梯形料,可采用一個氣缸帶動多個夾鉗形式,如圖2-1所示。此方式可保證夾鉗動作的一致性,減少氣缸使用,降低制作成本。但需注意夾鉗的運動方向與加熱爐送料輥子的角度。在工藝設計階段,需考慮生產(chǎn)中板料的抓取方向,平行送料輥抓取為最佳狀態(tài);如θ過大,夾鉗打開、夾緊與送料輥有干涉風險。
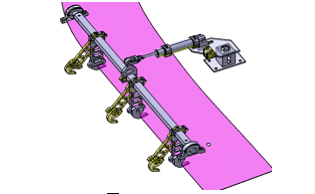
運用此種形式,夾鉗結(jié)構(gòu)分連接和夾持兩部,夾持部分可前后調(diào)節(jié),使一個氣缸上多個夾鉗根據(jù)料片輪廓小范圍調(diào)整至最佳位置。
1、旋轉(zhuǎn)橫梁 2、連接部分 3、夾持部分
0 B$ W3 Y- |7 ^3 c
實際生產(chǎn)中,熱沖壓件多為A柱、B柱等內(nèi)加強件,板料形狀多弧形不規(guī)則料,此時一般設計一個氣缸帶動一個夾鉗,夾鉗根據(jù)料片輪廓布置,在允許范圍內(nèi),還可根據(jù)料邊曲線法線方向設置角度,不受其他夾鉗限制,可實現(xiàn)板料的最佳夾持狀態(tài)。
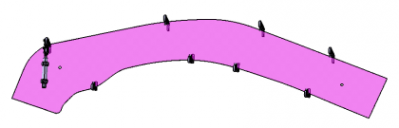
獨立夾鉗布置及結(jié)構(gòu)示意
取件端拾器
熱沖壓成形生產(chǎn)線的拆垛端拾器由骨架、電氣元件及安裝組件組成。加熱后板料經(jīng)模具壓制和保壓冷卻后,溫度降至200℃左右,此時仍不能用普通膠質(zhì)吸盤取件。一般設計為永磁吸盤。端拾器重量與自動化生產(chǎn)節(jié)拍成反比,故設計時除骨架主結(jié)構(gòu)保證剛度,其他部分均減重設計。
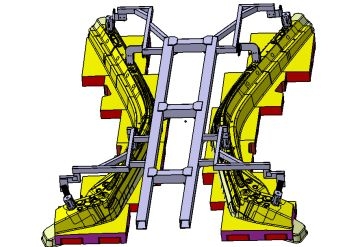
激光切割支具
熱沖壓成形后,板料成為半成品。因制件材料機械性能較高,無法通過模具加工,故需采用激光切割進行制件修邊沖孔,激光切割支具是支撐和定位制件、保證切割制件精度和穩(wěn)定性的輔助工裝,由骨架、支撐定位結(jié)構(gòu)、夾緊單元、電氣元件及安裝組件組成。
3 K4 U+ D; ~- @# m) X( u8 y8 [
目前普遍使用的為旋轉(zhuǎn)工作臺式激光切割設備,制件切割過程中,產(chǎn)生大量的煙塵,設備有廢料輸送及排煙塵系統(tǒng),支具結(jié)構(gòu)設計中,支撐、定位等安裝面盡量做小,留有漏空保證上下通氣流。如安裝面為一整塊BASE板,則設計上留出空間開孔。

對于制件的支撐、定位結(jié)構(gòu),因制件成型后與產(chǎn)品數(shù)模存在一定差別,且熱沖壓工藝制件型面特征一般較為簡單,如只依靠型面定位,制件穩(wěn)定性差,切割后制件一致性不能保證。這種問題可通過以下兩種方法進行改進:
①設計明顯的特征,如凸點、凹包等。因熱沖壓是在板料加熱后壓制成型,故凹包等明顯特征在成型后表面會有缺陷,減薄率較大,故特征一般設置在工藝補充區(qū)域,激光切割將此部分去除。
②設計定位工藝孔。采用定位孔可精確定位制件,是最為理想的定位方式。
此定位孔設計位置需遵循以下三方面原則:
①為保證激光切割制件精度,成型工序同樣使用此定位孔定位,需考慮定位孔設置位置及形式不影響上料;
②如設置在產(chǎn)品區(qū)外部,不能降低原材料利用率;
③設置在成型過程中不走料區(qū)域,孔無變形,保證精確性。