機械社區
標題: 曲面、孔加工難題突破 [打印本頁]
作者: jiajoin 時間: 2018-2-6 14:04
標題: 曲面、孔加工難題突破
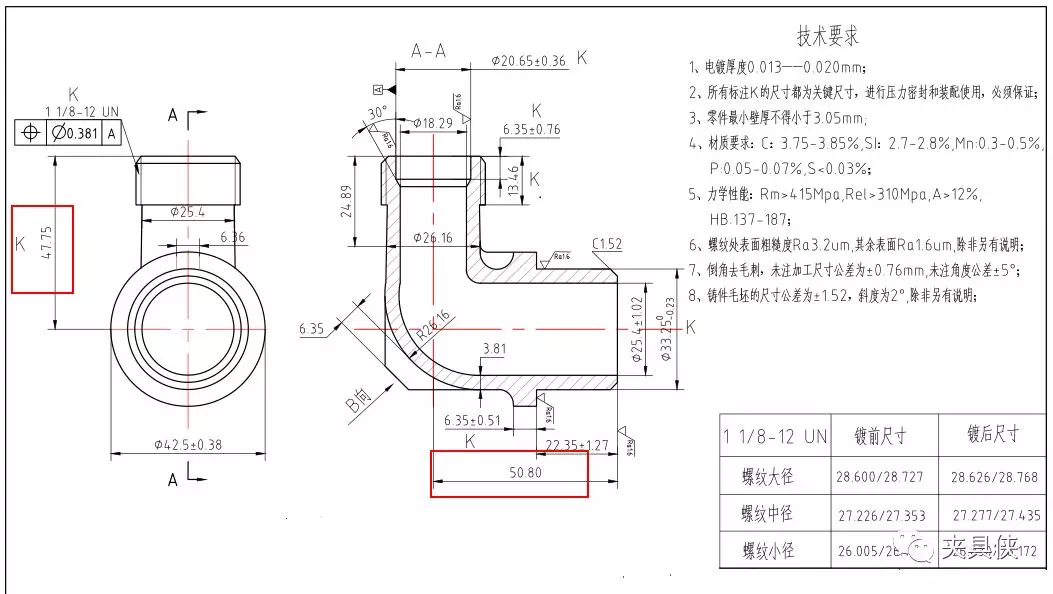
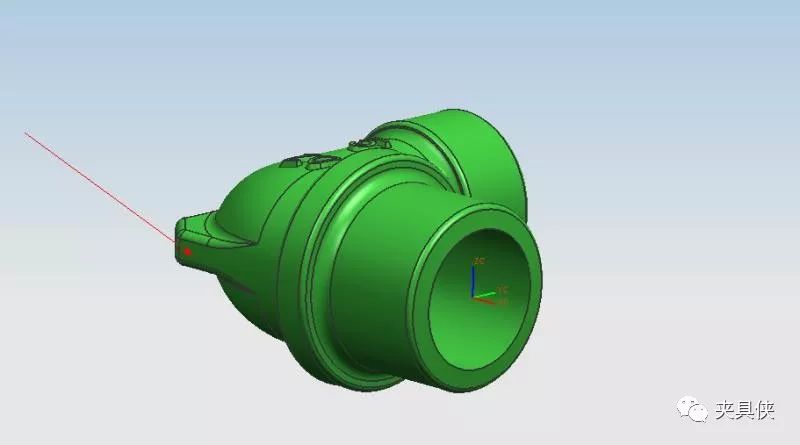
難題一:加工彎頭車床夾具方案
具體工況
車箭頭處的外圓和螺紋,批量不大。因為兩次毛坯面裝夾,掉頭加工的。有2臺做一頭的圓柱,3臺做螺紋的數車,現在就是中心距不穩,90度沒辦法保證。
思維碰撞
A : 第二個op可以用加工面定位。
B : 毛坯僅能一次定位,要么一次加工完成,要么就以已加工的做定位。
C:在加工螺紋的卡盤上加一個防轉銷子就好了,再在加工螺紋的卡盤上加一個套筒定位,用前序加工面定位。
話題主:我打算在加工螺紋的時候Z向定位用內孔套住已加工的圓柱,X方向直接用兩爪夾住。
D:車螺紋的卡爪盡量用幾個點接觸。
E:用V型定位,沒間隙應該可以保證。加工的內孔定位有間隙不理想,偏心可以配重,工件不大。
F:一序用內孔精定位,效果應該更好一些。
難題二:加工中心鉆45通孔,40的材質,用什么方式好些?
具體工況
25深,粗加工,沒有公差。試過暴力鉆,機床剛性不行,打顫。
思維碰撞
A:U鉆直接加工到尺寸。使用下圖的切削參數,正常的BT40主軸應該都能滿足要求,如果還加工不了,只能選小一些的U鉆,然后用立銑刀擴孔
B:分兩把U鉆吧,減少切削余量。要么立鉆粗加工,留余量加工中心做。45直接到位對機床剛性和刀片都是考驗。
C:剛性不好,套料鉆比較合適。
難題三:臺鉗使用中工件跑動
具體工況
普通用的臺鉗,活動塊部分在裝夾時用力夾緊產品過程中打好表的工件容易跑動,怎么能解決以保證夾緊時工件不動?
思維碰撞
A:造成上浮原因是缺少一個下拉力!對夾容易出現上浮現象!如果精度不高的話可以試著采取幾種解決方式:
1.活動塊底部做下個燕尾槽
2.把活動塊拆下來線切割割出2°的斜面
3.減少接觸面積
類似于斜柱后拉式卡盤的動作。
' d: M% `' E ]: h1 e
作者: 半兮山人 時間: 2018-2-6 14:49
好像我們公司的產品,不過我們是鋁件
作者: 韓寒11 時間: 2018-2-6 20:45
用兩爪加工即可,注意卡爪與工件的接觸面要加工的,盡量貼近彎頭的曲面
作者: 東海fyh126 時間: 2018-2-6 20:52
本帖最后由 東海fyh126 于 2018-2-6 20:59 編輯
/ s4 [' L* u: x' O: L; v% U0 {1 q/ z+ f( R0 s- O* x, k
分度卡盤可以用,,,,一次裝夾,外圓螺紋一次性加工出來。南京亞瑞特液壓分度卡盤加工閥件1-科技視頻-搜狐視頻 http://my.tv.sohu.com/us/221659623/71317487.shtml
作者: 只有快樂 時間: 2018-2-6 21:21
確實需要思維的碰撞和想法的支持,
作者: xiaobing86203 時間: 2018-2-6 21:25
曲面都是上加工中小銑得
作者: yyjj77 時間: 2018-2-6 21:40
值得想想,如何加工好?
作者: 未來第一站 時間: 2018-2-6 23:16
3 H' p! H( c3 _! w! D$ B0 k5 D
的確是個不錯的選擇。: e4 _" u% Y& ^8 E: B. E$ O
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |