記得剛轉入設計的時候,總工在審圖時,第一個要看的就是零件是否有倒角,倒角是否合理?其實別小看這個倒角,雖然感覺是很簡單初級的東西,但是如何倒角,倒多大的角,是倒圓角,還是倒斜角,此倒角是否能加工出來??等等,都是值得設計人員要動腦筋想的,所以,今天就來講一講倒角的加工技巧,以便于設計人員參考。
# p) P6 W+ V x6 m! ^% W9 |' c1. 零件刀架體n8 f2 n x2 ^3 W8 M/ f- S
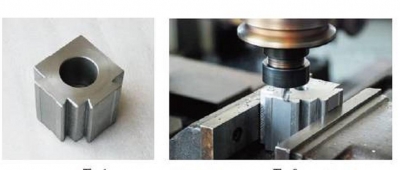
外觀質量要求較高,各部位倒角和槽底面的圓弧部分就很難加工,以前用人工倒角,工具一般采用平銼刀或圓弧挫刀,工作效率太低,工人消耗體力太大,外形加工不規則,表面粗糙度質量也很差,達不到要求,如圖1所示。造成上述問題的主要原因是工藝落后、多次裝夾效率低、操作時用力不均勻。
原工藝流程:銑→車→人工倒角→磨→入庫,現工藝流程:銑→車→數控銑床倒角→磨→入庫。從工藝流程看,把以前的人工倒角改成了數控銑床倒角。數控銑床加工的具體操作如下,如圖2所示。設備采用XK5032A型號數控銑床,主軸轉速n=1 180r/min,進給量f=10mm/r。
6 F8 V0 Z; ]2 q( ?2. 刀具5 {0 A9 Y; c/ f4 I
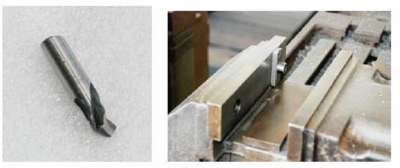
所用刀具是以φ 10mm工具鋼直柄立銑刀改造的,如圖3所示,如果所要倒的角為45°,刀具修磨成90°;如果所要倒的角為30°,刀具修磨成60°。刀具前角和后角數值盡可能小。前角:鉆心和邊緣進行修磨約為0°~1°,后角約為-3°~-5°,其目的是增加刀具刃具部分的強度和剛度。
3. 夾具' W3 |- Y8 s0 N6 Z% k% v4 n* l2 t
為了實現快速、穩定、可靠的裝夾零件,將平口鉗進行改造,如圖4、圖5所示,把平口鉗其中一個緊固螺釘換成定位柱,利用平口鉗鉗死鉗口,下導軌,一個定位柱限制零件6個自由度。加工程序以M形部位為例, 如下:
G01 Z- F300
G01 G41 X0 Y-( )
X-( )
X-( ) Y-()
Y-( )
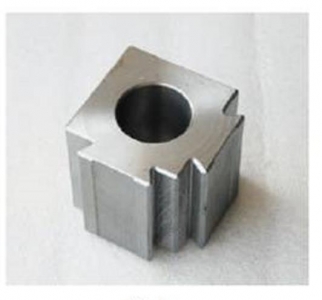
“-”代表坐標原點為基準,坐標軸走的數值為負值。()代表坐標軸走的數值。在加工過程中,如果倒角尺寸達不到要求,可以控制Z軸升降或者改變刀具半徑補償值(D的大小)來實現。工藝改進后,加工工時由原來的1件3min變為2件1min。效率提高6倍,且工人的勞動強度大大降低。加工過程如圖6所示。采用新的加工工藝后,工件倒角質量明顯提高(見圖7)。人工倒角與采用設備倒角效果對比效果顯著,如圖所示。
! T7 n I! r+ F: t5 I' Q- |1 t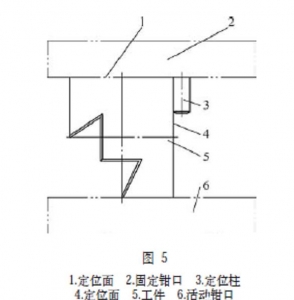

通過以上一系列改進后,利用數控銑床可以加工各式各類倒角,且效率、質量明顯提高,在降低工人勞動強度的情況下,同時降低了企業產品的生產成本,為企業的發展奠定了基礎。
) O5 t) A. D& ~) ^| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |