機械社區
標題: 銅管焊接難題的解決技術方案 [打印本頁]
作者: xiaobing86203 時間: 2017-9-8 20:37
標題: 銅管焊接難題的解決技術方案
最近項目接到一個汽車發動機水冷管的產品,里面有一段是銅管的對接焊接,壁厚很薄,只有幾十絲,整個廠區沒有一個焊工能搞定,沒辦法出差去廣州分公司,一個技術部長親自拿起工具上場,半天的功夫完成打樣。。。
經過一個多星期的折騰,終于給搞定了,為此本人專門做了DFMEA,并把這么天的所見所聞記錄成文,分享給社友們,希望以后有同類型產品的情況下,能少走一些彎路。。
: l/ C8 @* U* ^" K3 B3 G5 `& a
1、 總論
制冷空調中的制冷系統,一般用銅鋁等有色金屬材料,在制造、安裝和維修過程中,管道的焊接是關鍵的一環,它不但影響美觀,更重要的是影響到系統能否正常工作的問題,必須引起高度重視。
7 t3 o* |* e+ _5 x* V" e9 Q7 G; ^- e% I* }) ], l4 d
' h P1 q q9 |9 b3 x- X9 E. w5 y
2、 焊料的選用
制冷空調的管件多是用銅(紫)管材,常用的焊料類型有銅磷焊料、銀銅焊料、銅鋅焊料等。在焊接時要根據管道材料的特點,正確的選擇焊料及熟練地操作,以確保焊接的質量。
$ ^. P! ?7 t" z# y
0 B* v8 a/ B" v! C0 j7 M; A+ b2.1 對銅類材料的焊接
2.1.1銅與銅的釬焊
可選用磷銅焊料或含銀量低的磷銅焊料,如2%或5%的銀基焊料。這種焊料價格較為便宜,且有良好的溶液,采用填縫和濕潤工藝,不需要焊劑。
+ W& |3 T& b' n5 j( K/ M# u" r h, @/ A+ t C2 w0 Z9 Z
- L! h: U; T) h5 h# [) N) s3 H2.1.2銅與鋼的焊接
; M" C* {) _" ?4 n
" Z: i+ K. n* c& X" M$ @可選用黃銅條焊料加適當的焊劑。焊接時。將焊料加熱到一定溫度后插放在焊劑中,使焊劑溶化后附著在焊料上,但焊后必須將焊口附近的殘留焊劑用熱水或水蒸氣刷洗干凈,防止產生腐蝕。在使用焊劑時最好用酒精稀釋成糊狀,涂于焊口表面,焊接時酒精迅速蒸發而形成平滑薄膜不易流失,同時還可避免水份浸入制冷系統的危險。8 `# z4 t& z: S+ s
7 c" A% z* N& C: B- X3 K9 ~1 U2.1.3銅與鐵的焊接
$ j8 s* f6 b @( T) a7 x
可選用磷銅焊料或黃銅條焊料,但還需使用相應的焊劑,如硼砂、硼酸或硼酸的混合焊劑。
2 m( V( ^. K; }+ J) ^) A
3、焊接操作
6 u* `7 C. `* }' x
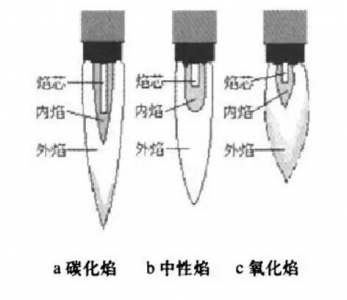
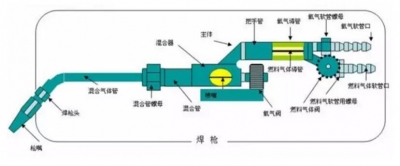
對焊接不同的材料,不同的管徑時所需的焊槍大小和火焰溫度的高低有所不同,焊接時火焰的大小可通過兩個針形閥進行控制調整,火焰的調整時根據氧、乙炔氣體體積比例不同可分為炭化焰、中性焰和氧化焰三種。6 C( ?: s8 G2 S; a
( l" g9 N, I# S7 z( ~3.1 火焰的種類及特點
! E* t- U- H* d2 R
$ Y( O# \1 I3 m; B# v8 {3.1.1炭化焰
+ r$ I. |1 ?' Y' f" X, S9 A3 S5 x3 |其特點是氧氣與乙炔氣的體積比小于1,略缺氧,易將炭粒帶入金屬而影響焊料流動,冒黑煙,溫度約為2700左右,可用于對管道的烘烤等。
% ~5 X3 D- t' k, g
7 f( e2 u6 x0 ^9 K& U% O3.1.2中性焰
! A( B6 j5 N/ s& I, z# m' Q其特點是焰芯的尺寸取決于燃燒氣體的成份、耗量和流速,焊炬噴嘴孔直徑決定了火焰焰心的直徑,而混合氣的流速,則決定了焰芯的長度,中性焰的火焰分3層,焰芯呈尖錐形,色白而明亮,內焰為藍白色,外焰由里向外逐漸由淡紫色變成為橙色和藍色,溫度約為3000~3500℃左右,氧氣與乙炔氣的體積之比為1:1.2 制冷空調的管件焊接多使用中性焰。* x; r! N6 }( I, u
3 `/ }; A3 ^& |0 H7 A1 T3.1.3氧化焰
# U5 k! q2 N8 }9 ^ j
其特點是是焰芯是圓錐形,長度明顯地縮短,輪廓也不清晰,顏色暗淡,外焰也縮短了,火焰是藍色,火焰燃燒時伴有響聲,響聲大小取決于氧氣壓力,氧化焰的溫度高于中性焰,適用于黃銅的管件焊接。火焰的性質是根據被焊金屬種類及其性質來選擇的,應注意科學地選擇使用。# \8 ~9 ^+ U! D8 Q0 ?( B6 a0 W8 l
3 V5 D' Z/ Z: M5 p- p6 M8 c
3.2 火焰的調節
]3 d' {* { ^
; i( X8 E3 \3 d' g# [
點燃前先按操作規程分別開啟氧氣瓶和乙炔氣瓶的閥門,使低壓氧氣表指示在0.2~0.5Mpa左右,乙炔氣的氧氣表指示在0.05Mpa左右。然后微開焊槍的氧氣閥。再微開焊槍上的乙炔氣閥,同事,從焊嘴的后面迅速點火。切不可在焊嘴正面點火,以免噴火燒手。點燃后即可調節,兩閥的調節就是調節氧氣與乙炔氣浸入焊槍混合氣的比例,從而得到不同的火焰。/ x% q- E9 X$ _8 c) o; r9 {7 k2 |
4 q1 S. u8 }: j
3.3 焊接
3 Z9 n& i3 G% j) R' M' ? V
# D# q% _8 D1 `4 J W
焊接時應嚴格按步驟進行操作,否則,將會影響焊接的質量。
, ]' S& f) Q* h3.3.1準備與配管
9 ?9 D) N; x( [) }! O/ n8 H- ?
3.3.1.1 檢查氧氣瓶和乙炔瓶內的量是否足夠。
* x3 r' Y1 n- h3.3.1.2 核對圖紙要求,保證各部件的齊全無缺,功能完好。
0 O& z" n3 U+ ?( p0 t4 H
3.3.1.3 保證管路橫平豎直,注意各閥件的方向性。
- i/ z" f& \& ^1 H8 x9 R- ]6 E# i# H
' S( P. a ]5 f8 V f0 A- r* h- |7 M3.3.1.4 根據圖紙要求的尺寸和管徑,用卷尺量取相應的長度,并用線號筆記下位置。
5 |. s5 g# e" R) m" c# T3.3.1.5 較粗的銅管要固定后,再用割刀拆下,要保證割口平齊,不變形。
\% K5 W5 o0 l2 ?8 o/ z/ I: R3.3.1.6 用銼把割口毛邊銼平,并用抹布擦拭干凈。
" |& S! c6 g4 m' T* [; X( E3.3.1.7 將要焊接管件表面清潔或擴口,擴完的喇叭口應光滑、圓正、無毛刺和裂紋,厚度均勻,用砂紙將要焊接的銅管接頭部分打磨干凈,最后用干布擦干凈。否則,將影響焊料流動及焊接質量。
" P+ T: F7 u, p# ?) F0 ^3.3.1.8除紫銅與紫銅焊接外,所有管件在焊接前都應用紗布或不銹鋼絲刷清理,露出光亮金屬表面。(內為表面均要清理,金屬屑及砂粒應清除干凈)
1 U8 S0 a, }+ \3.3.1.9 對將要焊接的銅管互相重疊插入(注意尺寸)并圓心對準。
5 b4 w. h- d1 @+ g0 V3.3.1.10 銅管接頭與銅管插入深度及間隙見表。(插入深度約等于管徑)
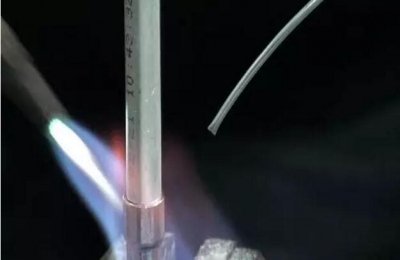
- i; L1 D0 x0 F9 ~3.3.2保護
0 j3 }, r9 M8 o. K
" _5 s. }; z6 Q' C8 ^上圖為沒有充氮保護
) _3 _: F, B F; W. H. {0 C
# s* ^ A- O8 X! Y3 ?) u. V" R
上圖為充氮氣保護保護
# b+ I' J; J/ m' C
3.3.2.1 焊接時應在被焊管里通低速氮氣,防止氧化。
* Q* \5 Y9 B5 Q2 L
3.3.2.2 乙炔氣應通過無氧化焊接發生器,防止焊接物件外表面氧化。
+ N ^! u1 K0 ^1 [- R* {; v
3.3.3焊接
0 O0 K" u9 f2 B7 N$ x+ Y0 g
$ L' W- Z2 I% T) {5 x3.3.3.1 焊接時,必須對被焊件進行預熱。將火焰烤熱銅管焊接處,當銅管受熱至紫紅色時,移開火焰后將焊料靠在焊口處,使焊料熔化后流入焊接的銅件中,受熱后的溫度可通過顏色來反映溫度的高低,暗紅色:600攝氏度左右;深紅色:700攝氏度左右;橘紅色:1000攝氏度左右。
1 p3 h8 ~/ [4 s/ S* M# P2 [( ^( G
3.3.3.2 焊接時,氣焊火焰不得直接加熱焊條。
! A, V8 N9 ^1 J/ |3.3.3.3 對于高溫條件下易變形,損壞的部件應采取相應保護措施。如角閥、蒸發器,冷凝器等要用濕紗布包扎接口后再進行焊接,對于電磁閥、膨脹閥、液鏡、四通閥,能拆開的一定要拆開后焊接,不能拆的同樣采取以上措施。
( h7 k; `; ]/ f; |9 ?6 Z3 y
3.3.3.4 焊接時,在焊完后將銅管進行退火時,退火溫度不低于300攝氏度。
' a6 r( n0 l5 Q( d: w7 t+ R+ F3.3.3.5 焊接完畢后,冷卻,用干燥氮氣清理管內氧化物和焊渣。
% q& q7 C0 H( ^" i! ]5 @
3.3.4補焊
0 e, J s8 S5 ~7 k ]
; S: h% g) }- f" r4 ~* @3.3.4.1 在試壓過程中發現焊接有滲漏的地方應進行補焊,補焊時要將系統試壓的氮氣放掉,焊后要重新試壓。
8 G: f1 `0 j; z8 A3.3.4.2 補焊前腰將表面的氧化層,用紗布擦凈。補焊后,要將氧化皮清除干凈,在水中淬火后,應將銅管烘干,不得有水滴存在。
" \6 A, B$ K$ d% F# j
3.3.4.3 全部焊完后,要用氮氣將系統吹凈。
9 R6 w* C8 I, M. D1 x6 h& J. c
$ {) A! z3 j! }: `) C- ]
作者: 韓寒11 時間: 2017-9-8 23:11
這充分說明沒有兩下子,做不了技術部長的
作者: 東海fyh126 時間: 2017-9-9 08:58
銅之間灰常好焊,薄不是問題,主要是3個字穩準狠
作者: 天天來一回 時間: 2017-9-9 14:21
受教了
作者: 東邪2007 時間: 2017-9-9 15:51
nb
作者: liheng538 時間: 2017-9-9 23:42
銅管焊接,薄不是關鍵,焊絲,助焊劑(焊膏),溫度,N2保護,先涂焊膏,預熱,火焰要均勻,然后送焊絲,N2保護
作者: 焊接要防護a 時間: 2017-9-11 16:00
看著我都覺得你有兩把刷子,加油喲
作者: gao_cc 時間: 2017-9-11 16:02
樓主試過高頻焊接嗎
作者: 焊接要防護a 時間: 2017-9-11 16:02
這位大神,很厲害
作者: 高頻焊接機 時間: 2018-4-12 16:46
# b, w2 K+ P4 t2 p9 D: ^4 o$ X; I朋友,有用過高頻焊?其實只要工藝達到,用高頻機焊接銅管,非常簡單,方便,安全。
$ F9 Q1 _7 m y: s `" l
作者: 笑風笑 時間: 2018-7-19 20:52
受教
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |