3 H' A. @5 k# E' D0 \, Q⑵ 模具設計繪圖順序7 ?- {* z3 j( L9 P" v, p; p
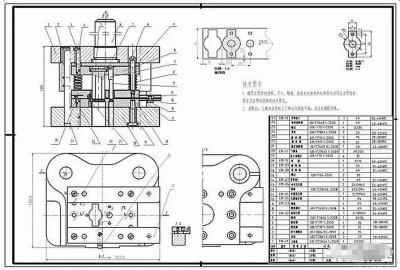
① 主視圖。繪制總裝圖時,應采用階梯剖或旋轉剖視,盡量使每一類模具零件都反映在主視圖中。按先里后外、由上而下,即按產品零件圖、凸模、凹模的順序繪制,零件太多時允許只畫出一半,無法全部畫出時,可在左視圖或俯視圖中畫出。7 L# G$ I' O' l0 N+ \
② 俯視圖。將模具沿沖壓或注射方向“打開”上(定)模,沿沖壓或注射方向分別從上往下看“打開”的上(定)模或下(動)模,繪制俯視圖。主、俯視圖要一一對應畫出。0 [) x1 _* H7 B
③ 左、右視圖。當主、俯視圖表達不清楚裝配關系時,或者塑料模具以臥式為工作位置時,左、右視圖繪制按注射方向“打開”定模看動模部分的結構。- E6 D: |. b% C
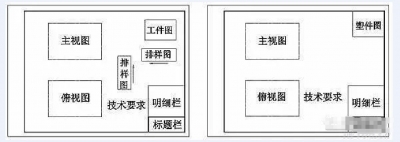
* t1 a- [9 l t, H⑶ 模具裝配圖主視圖的要求。 . s* ?8 f/ W1 x1 Y: ~; q) R ! w, `% M. p/ q① 在畫主視圖前,應先估算整個主視圖大致的長與寬,然后選用合適的比例作圖。主視圖畫好后其四周一般與其他視圖或外框線之間應保持50~60mm的空白。 , |& z% g1 t8 T/ F3 k- G② 主視圖上應盡可能將模具的所有零件畫出,可采用全剖視圖、半剖視圖或局部視圖。若有局部無法表達清楚的,可以增加其他視圖。0 N. n# S) ]% L/ c m7 H
③ 在剖視圖中剖切到圓凸模、導柱、頂件塊、螺栓(螺釘)和銷釘等實心旋轉體零件時,其剖面不畫剖面線;有時為了圖面結構清晰,非旋轉體的凸模也可不畫剖面線。2 F, k" X5 c4 O8 E2 L! W. b3 [, G
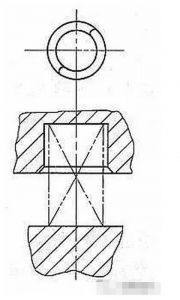
④ 繪制的模具一般應處于閉合狀態,如圖1-75所示,或接近閉合狀態,也可以一半處于閉合工作狀態,另一半處于非閉合狀態。7 R/ J& W4 w! a$ @# X8 z: ?* w( l
⑤ 兩相鄰零件的接觸面或配合面,只畫一條輪廓線;相鄰兩個零件的非接觸面或非配合面(基本尺寸不同),不論間隙大小,都應畫兩條輪廓線,以表示存在間隙。相鄰零件被剖切時,剖面線傾斜方向應相反;幾個相鄰零件被剖切時,可用剖面線的間隔(密度)不同、傾斜方向或錯開等方法加以區別。但在同一張圖樣上同一個零件在不同的視圖中的剖面線方向、間隔應相同。 % R$ \3 I8 T5 \* r: ~ e7 t# s⑥ 沖模裝配圖上零件的部分工藝結構,如倒角、圓角、退刀槽、凹坑、凸臺、滾花、刻線及其他細節可不畫出。螺栓、螺母、銷釘等因倒角而產生的線段允許省略。對于相同零部件組,如螺栓、螺釘、銷的聯接,允許只畫出一處或幾處,其余則以點劃線表示中心位置即可。 1 {8 W6 Q+ q/ L⑦ 模具裝配圖上零件斷面厚度小于2 mm時,允許用涂黑代替剖面線,如模具中的墊圈、沖壓鈑金零件及毛坯等。 N+ _% I" L) @+ t- I3 K
⑧ 裝配圖上彈簧的畫法。被彈簧擋住的結構不必畫出,可見部分輪廓只需畫出彈簧絲斷面中心或彈簧外徑輪廓線,如圖1-73(a)所示。彈簧直徑在圖形上小于或等于2mm的斷面可以涂黑,也可用示意圖畫出,如圖1-73(b)、(c)所示。# n. s, h+ }) i" P% L