zerowing 發表于 2015-11-10 02:315 q0 V' d" j% _
說實話,65Mn比較頭疼。本身是彈簧鋼,適用熱處理是460的中溫回火,以得到屈氏體的彈性、韌性和強度。但是, ...
 正常熱處理壽命只有四五萬次,就出現 疲勞了,求大俠們幫一下忙
正常熱處理壽命只有四五萬次,就出現 疲勞了,求大俠們幫一下忙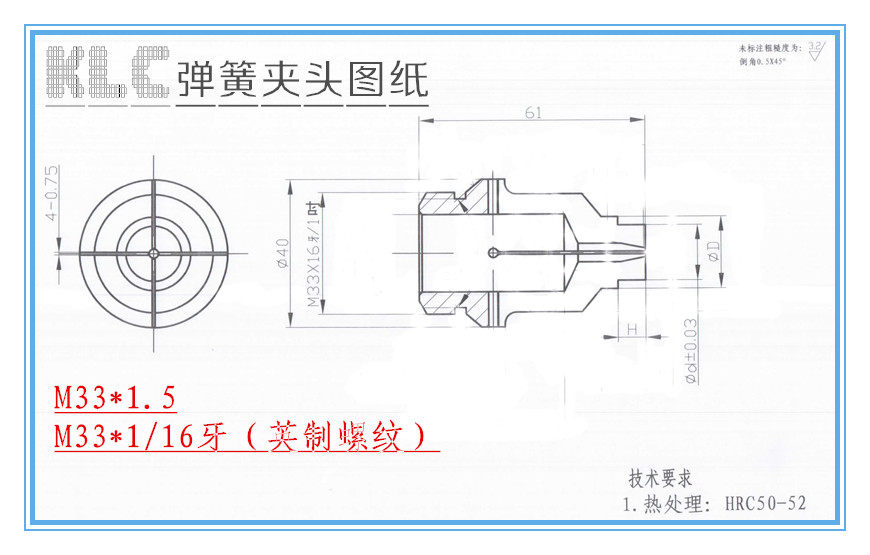
zerowing 發表于 2015-11-10 02:31
說實話,65Mn比較頭疼。本身是彈簧鋼,適用熱處理是460的中溫回火,以得到屈氏體的彈性、韌性和強度。但是, ...
zerowing 發表于 2015-11-10 02:318 P* ^% ~$ ~, L
說實話,65Mn比較頭疼。本身是彈簧鋼,適用熱處理是460的中溫回火,以得到屈氏體的彈性、韌性和強度。但是 ...
zerowing 發表于 2015-11-10 02:31& V+ o4 L2 N0 s0 s; G* l, E
說實話,65Mn比較頭疼。本身是彈簧鋼,適用熱處理是460的中溫回火,以得到屈氏體的彈性、韌性和強度。但是 ...
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |