海鵬.G 發表于 2013-9-10 11:140 V( P. E/ Y' l; U. M
頂一下,在齒輪論壇看過了,又一力作
 / a% n& M0 n& q9 } n% B6 h4 u; X
/ a% n& M0 n& q9 } n% B6 h4 u; X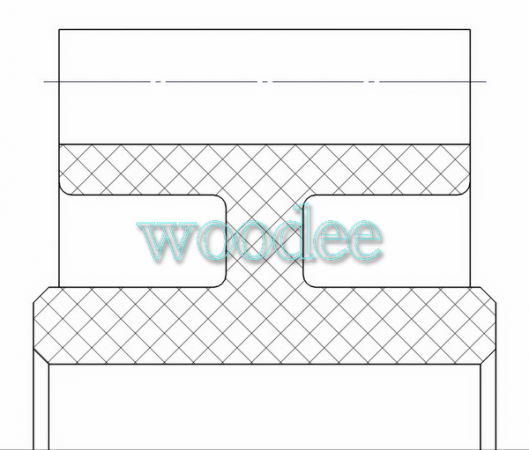
 3 U$ n; [$ i- k9 q- p7 H2 B
3 U$ n; [$ i- k9 q- p7 H2 B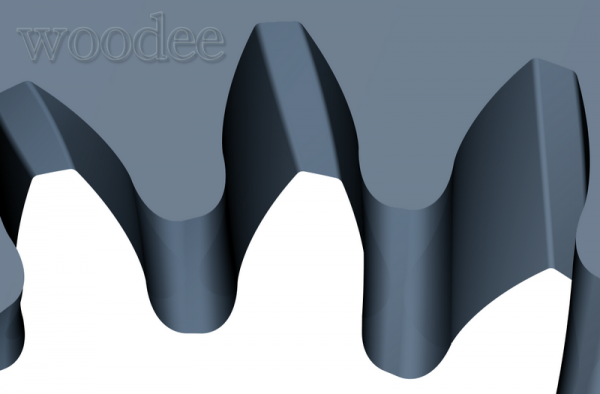
 " U: X& n7 }3 w) z0 L; K
" U: X& n7 }3 w) z0 L; K
 : ^- u P! t* _) ^3 r2 d8 [ W
: ^- u P! t* _) ^3 r2 d8 [ W
 6 B; C; k" Y2 `. O. C( G$ F
6 B; C; k" Y2 `. O. C( G$ F
 0 G) U8 k2 \! w, X/ c5 {. O
0 G) U8 k2 \! w, X/ c5 {. O ' v; m% p% x9 E- A$ G
' v; m% p% x9 E- A$ G # X: d4 p6 K+ k; y
# X: d4 p6 K+ k; y海鵬.G 發表于 2013-9-10 11:14
頂一下,在齒輪論壇看過了,又一力作

itwotwo 發表于 2013-9-10 13:51
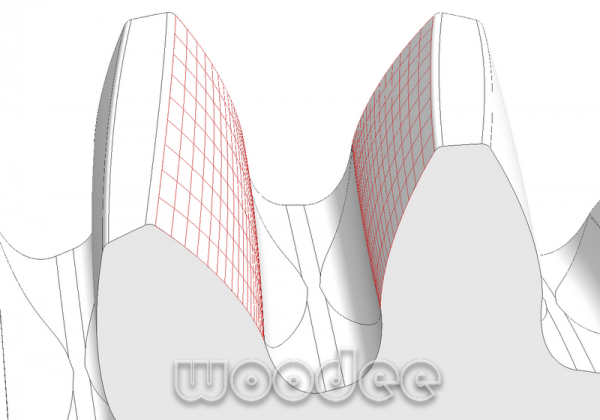
請問一下,嚙合痕跡上的面積嚙合(如果是剛體,應該只有點嚙合或者線嚙合)是怎么做出來動畫的?上下齒輪都 ...
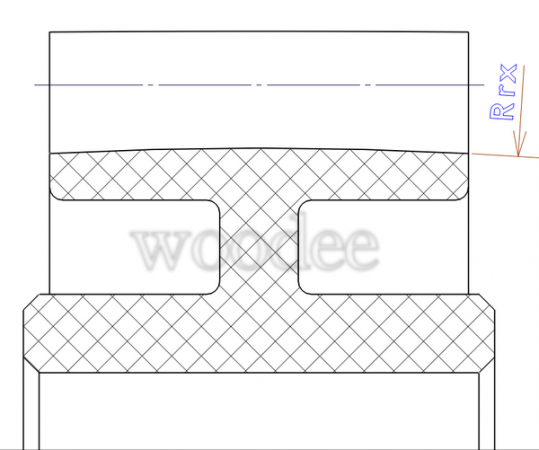
海鵬.G 發表于 2013-9-10 17:22* |1 r& J1 K: @# d, W
大俠所用“圓弧進給”,可是仙波正莊提出的簡易修形法?您修形計算參考哪些資料?
馮霜杰 發表于 2013-9-10 18:06
看不太懂,關于齒輪,基礎知識還欠缺,請教看什么資料學習。
hnhycgq 發表于 2013-9-10 18:26
這個塑膠齒輪傳動產生噪聲,一直讓我們頭大,一直在糾結于小模數塑膠齒輪齒形到底是什么形狀,
+ M9 Q" y9 c" s$ s% y
開齒輪塑 ...
大家看法 發表于 2013-9-10 22:16
這個帖子,是目前我見到最好的帖子。。
樓主大神,膜拜。。
hnhycgq 發表于 2013-9-11 14:00
同樣的m=0.6 z=8 壓力角20度 開出的塑膠模具。% h2 i/ A7 P3 ]+ X
7 Q6 z6 ^/ J- ?$ t0 ~6 E4 C
出來的齒形都不一樣。每批次的生產都會有噪聲產生。
...
風隨意 發表于 2013-9-11 15:56
來給樓主頂帖了
愛很簡單 發表于 2013-9-11 21:46
很棒的講解齒輪知識
害怕伏櫪 發表于 2013-9-25 06:27
嘆為觀止,閱讀是種享受。
zoushaoping 發表于 2013-9-26 11:03
你的想法我認為很正確,塑膠直齒輪可以按照你的方法加工,但是塑膠斜齒輪我想按照你的方法可能不行,想請教 ...
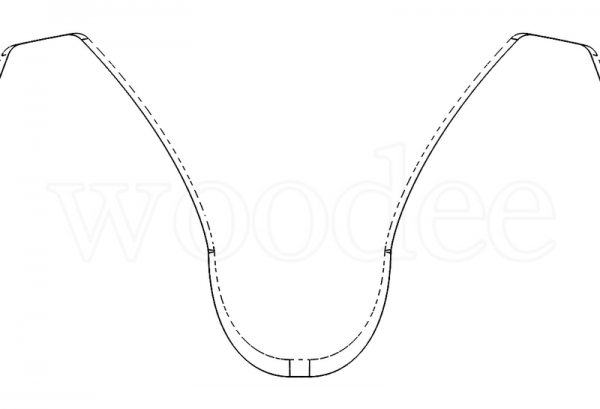
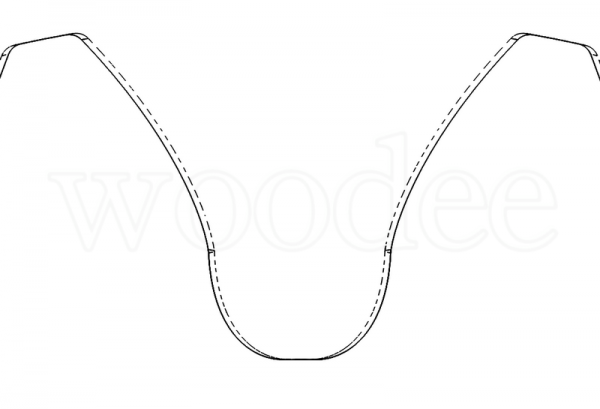
目成 發表于 2013-9-10 11:06
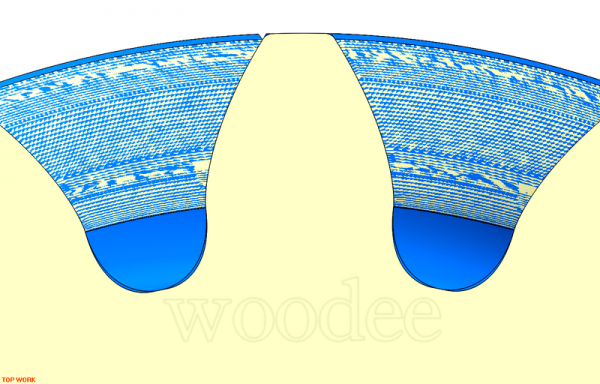
電極擺動得到的“等效”齒形
漸開線的等距線仍是漸開線
齒根為過渡曲線的等距線
天空飛龍 發表于 2013-10-21 11:09
樓主用的什么軟件,之前看您的面齒輪接觸斑點動畫很不錯能否推薦一下,我之前中國KISSsoft軟件,但面齒輪 ...
zoushaoping 發表于 2016-10-6 20:00
如附件圖片的45度的塑膠齒輪,想請教目成大師 齒形怎么樣加工精度高?謝謝!
zoushaoping 發表于 2016-10-7 08:37- M3 x. j% |+ f) g
你認為:鼓型齒型腔,必須采用電極擺動的電火花工藝,才能獲得,但是像上面的斜齒輪齒型腔需要按照斜齒輪螺 ...
zoushaoping 發表于 2016-10-7 19:16
斜齒輪齒型腔需要按照斜齒輪螺旋轉運動加工,根本不能夠實現擺動加工的,這樣就不可能制造出鼓型齒型腔了!
 ; z7 h8 A- s" G2 F- E2 ~& e
; z7 h8 A- s" G2 F- E2 ~& e| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |