機械社區(qū)
標題: 孔內(nèi)倒角---[圖,請教] [打印本頁]
作者: 冬天sz 時間: 2007-2-28 13:05
標題: 孔內(nèi)倒角---[圖,請教]
如圖圓周上有6個4mm孔,大孔直徑是37.5mm材料是A6061,我現(xiàn)在做了個工裝鉆孔后,內(nèi)孔毛刺很多達不到客戶的要求,手工去毛刺很費時間并且容易刮花表面,因為是量產(chǎn)40000件/月產(chǎn)品為光學(xué)零件外觀要求很高。有什么辦法可以解決呢?
作者: 冬天sz 時間: 2007-2-28 15:31
標題: Re: 孔內(nèi)倒角---[圖,請教]
呵呵,望高手指點一二
作者: kongping 時間: 2007-2-28 16:20
標題: Re: 孔內(nèi)倒角---[圖,請教]
做一個管套,一端有Φ3.8的孔,另一端裝Φ8的短鉆頭,整套件總長度小于加工件大孔直經(jīng)37.5mm,鉆卡頭卡住一根Φ3.8的軸,通過Φ4孔從加工件大孔直徑37.5mm內(nèi)裝上管套和鉆頭,用頂絲頂緊,這時可加工對面的Φ4孔內(nèi)倒角,劃一下就行了。
作者: 唐軻 時間: 2007-2-28 17:31
標題: Re: 孔內(nèi)倒角---[圖,請教]
用以色列“諾佳”去毛刺刀。
作者: cj0203 時間: 2007-2-28 17:38
標題: Re: 孔內(nèi)倒角---[圖,請教]
請說明是哪個孔。這個和你的工藝路線有點問題
6 R0 m3 ]& h* A$ u1 z還有就是剛性問題,應(yīng)該是重點考慮的,光學(xué)工件用手工去毛刺的話也是不合格的
作者: 唐軻 時間: 2007-2-28 18:00
標題: Re: 孔內(nèi)倒角---[圖,請教]
以色列NOGA迷你翻轉(zhuǎn)式修邊器,非常適合于兩邊孔口修邊去毛刺。型號:RC1000 加工范圍:3-5.5mm
, Q" `+ F1 l( G; n3 W; Z, M
作者: 齒輪家族 時間: 2007-2-28 20:39
標題: Re: 孔內(nèi)倒角---[圖,請教]
用劃孔的方法啊,我們現(xiàn)在加工產(chǎn)品的內(nèi)孔倒角,就用此方法.實用而簡單,操作也方便.
作者: kongping 時間: 2007-2-28 20:39
標題: Re: 孔內(nèi)倒角---[圖,請教]
這個翻轉(zhuǎn)式修邊器挺好,結(jié)構(gòu)簡潔,效率高。看了開闊思路。
作者: skudy 時間: 2007-2-28 22:54
標題: Re: 孔內(nèi)倒角---[圖,請教]
量大的話,做一個錐齒傳動的劃孔器得了。這個應(yīng)該難不住樓主吧!由主軸傘齒傳動,分出6個小水平分支,樓主所加工的備件內(nèi)部是要裝活塞或密封圈么,要注這么高?
作者: herui1012 時間: 2007-2-28 23:16
標題: Re: 孔內(nèi)倒角---[圖,請教]
整機械的,比手工的精度高而且穩(wěn)定
4 i, z4 X& _8 n/ @7 ]) Z7 {( w: O
作者: 冬天sz 時間: 2007-3-1 09:53
標題: Re: 孔內(nèi)倒角---[圖,請教]
謝謝3樓4樓的意見.但是那樣的話是不是速度太慢了?40000件的月產(chǎn)=4萬X6=24萬/22天=每天=1萬多.
作者: kongping 時間: 2007-3-1 10:29
標題: Re: 孔內(nèi)倒角---[圖,請教]
可做一個90°角的6點組合的鉆頭,6個鉆頭可同時徑向移動,這樣可同時倒6個孔的內(nèi)邊倒角,效率可提高。你的生產(chǎn)量要求可以完成。
作者: 冬天sz 時間: 2007-3-1 11:03
標題: Re: 孔內(nèi)倒角---[圖,請教]
我現(xiàn)在是做的這樣的刀具
作者: 孤酒 時間: 2007-3-1 11:40
標題: Re: 孔內(nèi)倒角---[圖,請教]
毛刺的問題的確很費力,我們這里也有這種孔,精度不高所以只是做了一個與工件內(nèi)孔配合的沖芯,鉆孔加工完成后用沖芯沖一下。不知是不是適合你這里的要求。
作者: 孤酒 時間: 2007-3-1 11:45
標題: Re: 孔內(nèi)倒角---[圖,請教]
原帖由 隨浪 發(fā)表/ l6 y5 h, i* X
我現(xiàn)在是做的這樣的刀具
樓主的圖很不清楚啊,還有這句話不太理解,您是做這樣的刀具的零件還是用這樣的刀具來加工呢?呵呵。
作者: 軒軒 時間: 2007-3-1 12:05
標題: Re: 孔內(nèi)倒角---[圖,請教]
以色列的去毛刺刀,我用過。適合于比較軟的材料,像;鋁銅等,太硬的不行,慢而且費勁效果還不好。建議采用自制的漲軸類工具,像樓上的所述。
作者: 冬天sz 時間: 2007-3-1 12:45
標題: Re: 孔內(nèi)倒角---[圖,請教]
照片是兩面的情況,用小齒輪帶動倒角器,工件靠在A面上往上推,效率還可以,我想知道還有沒有更好的辦法.
作者: 浪卷云 時間: 2007-3-1 14:21
標題: Re: 孔內(nèi)倒角---[圖,請教]
如果可以的話,我可以幫你設(shè)計個專門的機器!有意的話請回貼!
作者: 冬天sz 時間: 2007-3-1 14:58
標題: Re: 孔內(nèi)倒角---[圖,請教]
謝謝浪卷云:/ f2 G+ u5 o s2 o* O& M
我現(xiàn)在用的倒角的簡單的裝置成本500元左右,加工的成本大約0.05元,但是倒角的效果不是很好,在考慮加工成本的情況下,如果有更好的辦法,大家就來探討探討。
作者: 浪卷云 時間: 2007-3-1 15:55
標題: Re: 孔內(nèi)倒角---[圖,請教]
孔內(nèi)的倒角是否有其他用途,還是僅是為了去毛刺?在滿足無毛刺的要求下是否可以不倒角?
作者: 冬天sz 時間: 2007-3-1 16:27
標題: Re: 孔內(nèi)倒角---[圖,請教]
圖面的要求是C0.1,正常的理解是去毛刺也沒有什么特別的要求,但是孔角不可以是尖角.這個工件量挺大,必須要考慮加工成本.
作者: 浪卷云 時間: 2007-3-1 17:29
標題: Re: 孔內(nèi)倒角---[圖,請教]
我想的是采用沖孔的方法,外側(cè)完全可以滿足要求,只是內(nèi)側(cè)會出現(xiàn)棱角(模具做的好,可以實現(xiàn)無毛刺)。
具體方法是內(nèi)模固定在垂直液壓伸縮桿上,零件套在內(nèi)模上,工作時內(nèi)模上移,頂住上面的固定擋板,用6個沖頭同時水平?jīng)_孔來保證6個孔的位置度以及精度,并提高加工速度。
" e, |, u2 g8 y; b+ {$ u: t# C, A! o說明:1、固定擋板應(yīng)能準確控制零件沖孔位置,為了防止把固定擋板頂?shù)簦簤荷炜s桿上應(yīng)裝有限壓閥!
, y0 `& {: G& W; R/ D2、水平?jīng)_頭可以裝在油缸內(nèi),起到穩(wěn)定導(dǎo)向作用,并保證精度!
7 {# C. B7 W+ m G1 ]* l! |/ ]
3、條件可以的話可以用電氣控制系統(tǒng),自動控制內(nèi)模的移動以及沖頭移動,實現(xiàn)自動加工。人只需要在內(nèi)模下移的時候更換零件。(間隙時間要設(shè)計好)
; _& N4 r( A5 W; { A6 X
4、加工一個零件上的6個孔總用時不超過10秒!
0 a- J |' }, }5 m, s+ Z# `
) p3 |: @9 r2 O; o: J5 n( g請樓住考慮一下,如果可以使用別忘記說聲謝謝!!這樣足夠了,如有其他問題,請繼續(xù)聯(lián)系!
4 e6 S% P# Q% T$ i& N
; p, r- n H; Z' C2 v9 B
作者: 浪卷云 時間: 2007-3-2 09:41
標題: Re: 孔內(nèi)倒角---[圖,請教]
上面的方法只是我的設(shè)想,希望各位高手指點、評論一下它的可行性!& o' I8 ^. g5 _5 J! b. z/ @
+ J3 G6 I0 F' ?$ a3 U
作者: 海哥007 時間: 2007-3-2 10:19
標題: Re: 孔內(nèi)倒角---[圖,請教]
用一個直徑約500毫米的鑄鐵容器,里面放上若干工件,把廢舊砂輪錘成約1厘米的碎塊和工件混合在一起。設(shè)計一個震動裝置,讓容器不停的震動。這樣可以去除工件上的所有毛刺,且效率很高。
作者: 浪卷云 時間: 2007-3-2 10:24
標題: Re: 孔內(nèi)倒角---[圖,請教]
這樣會損壞工件表面的啊?樓主說手工磨的時候都會有影響呢!
作者: cullygrat 時間: 2007-3-2 15:42
標題: Re: 孔內(nèi)倒角---[圖,請教]
樓主是否對化學(xué)浸泡去毛刺感興趣呢,我們老板研制的化學(xué)浸泡液就是專門去毛刺的。如果你感興趣的話可以給我們寄需要去毛刺的零件,我們使用化學(xué)去毛刺方法加工后給您寄回去,你看一下效果是否滿意。
作者: skudy 時間: 2007-3-3 23:09
標題: Re: 孔內(nèi)倒角---[圖,請教]
海哥的辦法真高明,原來我也用過,是一位老師傅教的,現(xiàn)在都記不得了呵呵!不過是用專用的金鋼砂!
作者: gn3 時間: 2007-3-5 00:37
標題: Re: 孔內(nèi)倒角---[圖,請教]
可否先鉆6個孔,再加工37.5的孔啊?
作者: 駱駝2046 時間: 2007-3-5 16:16
標題: Re: 孔內(nèi)倒角---[圖,請教]
同意一葉知秋么 網(wǎng)友的觀點,是不是工序改下會收到意外的效果,如果是先加工6個小孔,即使此時內(nèi)孔和外園有毛刺,在對內(nèi)孔和外園加工時都把毛刺加工掉了。不過前提是6個小孔只是要求去毛刺并沒要求倒角,如果要求倒角而不是純?nèi)ッ蹋沁@樣的工序也解決不了問題。
- Z. V) n+ l" ]- Z: V; I
5 E& {; @0 Y8 |' s& G# K以上屬個人意見,不知道各位大俠認為通過改變工藝能否達到要求?
作者: hytbingxue 時間: 2007-3-7 08:03
標題: Re: 孔內(nèi)倒角---[圖,請教]
是要求去毛刺還是要求倒角?
作者: 孤酒 時間: 2007-3-7 08:30
標題: Re: 孔內(nèi)倒角---[圖,請教]
原帖由 一葉知秋么 發(fā)表2 y8 ~. e3 x( z# ]# j/ g3 _, h
可否先鉆6個孔,再加工37.5的孔啊?
0 B! N. w/ a& M
這樣加工的話毛刺是不是會翻向小孔里面?呵呵
作者: 冬天sz 時間: 2007-3-7 10:36
標題: Re: 孔內(nèi)倒角---[圖,請教]
24樓說的應(yīng)該用振磨拋光機吧
作者: kong19860316 時間: 2007-4-28 11:30
標題: Re: 孔內(nèi)倒角---[圖,請教]
內(nèi)外孔倒角裝置.適用孔徑:8mm-60mm 厚度:2mm-50mm。適合大批量生產(chǎn),生產(chǎn)效率高,最快可達300-400/小時;生產(chǎn)質(zhì)量優(yōu),無痕跡,表面光滑。是理想的倒角專用工具.需定做。
作者: gyxhp 時間: 2007-4-28 12:36
標題: Re: 孔內(nèi)倒角---[圖,請教]
因為毛刺為曲面.用硬性刀具很難加工,要考慮彈性加工
作者: whlucy 時間: 2007-4-29 20:46
標題: Re: 孔內(nèi)倒角---[圖,請教]
我給個小建議.改進刀具
8 n- U) M- H5 B! | d" |2 i 做一個直徑為4mm的偏心套,中間孔徑為2mm,偏心量為0.25mm,在偏心套上銑出限位槽.中間2mm孔內(nèi)配做專用倒角刀具,使其刀尖距刀體中心小于2mm,且刀體柄部有限位桿,將刀體裝入偏心套后旋轉(zhuǎn)刀體至限位槽位置時,刀尖剛好伸出偏心套外圓,可以進行去毛刺了.
作者: qijincheng 時間: 2007-4-29 21:33
標題: Re: 孔內(nèi)倒角---[圖,請教]
不知道套的壁厚多大
作者: fawzcw 時間: 2007-4-30 11:42
標題: Re:孔內(nèi)倒角---[圖,請教]
樓主:
" ]( p9 A& k6 E你可以先加工小孔,再加工大孔,以減少毛刺的產(chǎn)生.對于毛刺,可以自制一個小工具,有點象小手槍,用手一勾扳機,前面的小倒角刀一旋轉(zhuǎn),就可把毛刺刮掉.有點象前幾年黑市上賣的手動剃須刀.試一下應(yīng)該沒問題,只不過操作工有注意不能把加工表面碰傷就行.
8 s( w; P( C/ y5 U1 t7 B4 A
作者: fawzcw 時間: 2007-4-30 11:52
標題: Re: 孔內(nèi)倒角---[圖,請教]
樓主:
, f) T8 a9 i/ | S$ r你可以先加工小孔,再加工大孔,以減少毛刺的產(chǎn)生.對于毛刺,可以自制一個小工具,有點象小手槍,用手一勾扳機,前面的小倒角刀一旋轉(zhuǎn),就可把毛刺刮掉.有點象前幾年黑市上賣的手動剃須刀.
) d- P/ s9 D4 W8 @4 W/ ~- w& e
試一下應(yīng)該沒問題,我們這有一種零件的問題和你們類似,也用過那種高檔的倒角刀,工人奇累,成本奇高,后來工人發(fā)明的工具.
) Q8 J" H4 r; N% D5 @! a; }! c$ R/ j只不過操作工要注意不能把加工表面碰傷就行.
作者: lyhbszbj06 時間: 2007-4-30 12:04
標題: Re: 孔內(nèi)倒角---[圖,請教]
用倒角機,一次同時倒
作者: rose9993 時間: 2007-4-30 18:55
標題: Re: 孔內(nèi)倒角---[圖,請教]
原帖由 叢叢 發(fā)表
* O' O! _& t- U! r 樓主是否對化學(xué)浸泡去毛刺感興趣呢,我們老板研制的化學(xué)浸泡液就是專門去毛刺的。如果你感興趣的話可以給我們寄需要去毛刺的零件,我們使用化學(xué)去毛刺方法加工后給您寄回去,你看一下效果是否滿意。
這個方法行·
作者: kevi785 時間: 2007-5-10 23:59
標題: Re: 孔內(nèi)倒角---[圖,請教]
做六把倒角刀,分六道工序,每轉(zhuǎn)一個工位倒一個孔,轉(zhuǎn)六個工位就可完成,可實現(xiàn)全自動,但成本很高.
作者: kevi785 時間: 2007-5-11 00:05
標題: Re: 孔內(nèi)倒角---[圖,請教]
分六道工序,每轉(zhuǎn)一個工位倒一個,轉(zhuǎn)六個工位就完成了.可實現(xiàn)全自動,且加工時間短,估計每3秒一件,但成本高
作者: jxjjtfs 時間: 2007-5-11 23:26
標題: Re: 孔內(nèi)倒角---[圖,請教]
我們公司更簡單,: k) P! T$ @( i* ?. o
做樣品時就用斷裂的鋸條,磨成勾裝,然后伸入去毛刺。
作者: 巨匠 時間: 2007-5-12 14:51
標題: Re: 孔內(nèi)倒角---[圖,請教]
產(chǎn)品如果較單一或者變動不大 開發(fā)臺專用設(shè)備 幾千件一天很輕松的
1 v" s; \# I Z: T; y下為類似設(shè)備圖片
; g; v$ T1 `& F& \3 m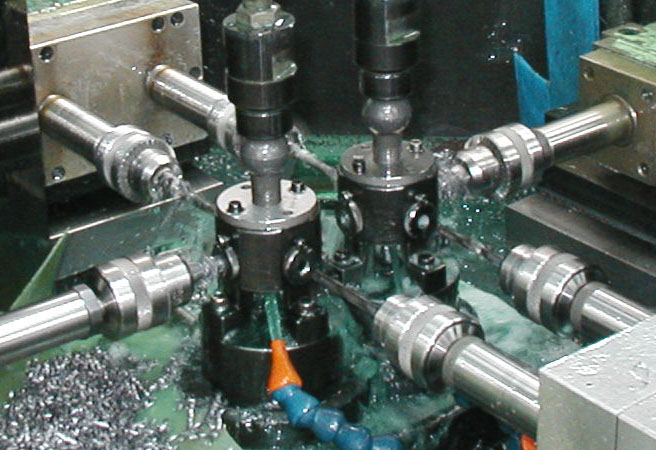
作者: 冰隱 時間: 2007-5-12 17:16
標題: Re: 孔內(nèi)倒角---[圖,請教]
先小孔后大孔的話,大孔內(nèi)圓為斷續(xù)切削,粗糙度不好,且內(nèi)圓同軸度容易受影響,不是一刀活。同時小孔孔口仍會有圓周向毛刺。單位有份資料,是高溫去毛刺的,從范例照片上看效果不錯,還能提高所有表面的粗糙度。記得資料是個美國設(shè)備,可以代工,有興趣的話我周一去把資料找出來。資料是展會上拿的。
作者: 圣無敵 時間: 2007-9-7 21:44
標題: Re: 孔內(nèi)倒角---[圖,請教]
不能在一棵樹上吊死,可以試一下用電腐蝕方法加工此孔,就沒有去毛刺的擔(dān)憂
作者: 浣溪沙 時間: 2007-9-8 17:03
標題: Re: 孔內(nèi)倒角---[圖,請教]
量大的話,六樓的就費時啰8 ?$ R s+ M$ a
量小可以* I# T* j' i6 X! B% s5 e: ~; v
也同意五樓的看法
作者: windy107 時間: 2007-9-10 16:36
標題: Re: 孔內(nèi)倒角---[圖,請教]
是要求去毛刺還是要求倒角? . p7 p1 D% n7 h+ d
如果是去毛刺的話可以用震動研磨機,可以把工件整得光滑如鏡.6 l4 S: O7 R7 r5 k$ R1 |& O R
原理和第24樓的一樣,只不過是專用機吧了,小幾萬塊錢.
作者: wqs880112 時間: 2007-9-10 16:51
標題: Re: 孔內(nèi)倒角---[圖,請教]
有專門的這樣去毛刺機。用水加上磨料的。日本的我見過。
作者: zhanglingxue 時間: 2007-9-10 19:26
標題: Re: 孔內(nèi)倒角---[圖,請教]
彈簧軟軸加球形砂輪,高速摩削效率應(yīng)該很高的,再做一個六分位的半自動工具轉(zhuǎn)動工件,互相配合可以解決的。
作者: 紫珍珠 時間: 2007-9-11 13:59
標題: Re: 孔內(nèi)倒角---[圖,請教]
我現(xiàn)在覺得懂英語不怎么好。否則33樓的名字就不會讓我特別扭了。
作者: 冰河234 時間: 2007-9-11 16:58
標題: Re: 孔內(nèi)倒角---[圖,請教]
螺旋振動式去毛刺,市場上有賣的,這樣的小零件很合適的,而且生產(chǎn)率很高
作者: 極限思維 時間: 2007-9-11 17:14
標題: Re: 孔內(nèi)倒角---[圖,請教]
這種件,要么明確接受標準,是否可以接受磨料自動去毛刺。. V& t) W. j) k3 z
要么采用自己研發(fā)的設(shè)備。其實也很好做的,沒那么復(fù)雜吧,估計一個振動整列的機器加上一臺專門設(shè)計的倒角機就可以了。
7 `. ?2 P5 U& r2 }3 [- w, }
$ l) p- K. z" @; ?% W4 y" @ Z/ l量大,長期生產(chǎn)最低的成本就是專用機器
作者: 無錫錫通 時間: 2007-9-12 11:04
標題: Re: 孔內(nèi)倒角---[圖,請教]
簡單啊 你做個大鉆頭啊 專門倒角的~~~
! P$ z- [3 H w6 |- T# K" J; U& `! W \" M. b( ]! I
材料用國產(chǎn)的SKD-11 很簡單
作者: mirrorultrason 時間: 2007-9-17 17:54
標題: Re: 孔內(nèi)倒角---[圖,請教]
我們公司的超聲波去毛刺設(shè)備比較適合您的要求!
# E2 M. [6 ?- a. k
專業(yè)成就價值-常州密鐳超聲波設(shè)備有限公司
作者: kevin88 時間: 2007-9-18 16:16
標題: Re: 孔內(nèi)倒角---[圖,請教]
孔公差多少?
- A4 k2 `3 P9 S' ]& a3 J. J4 u! R我以前試過Φ14H7的孔振動研磨,尺寸不會改變。Φ3的沙粒振研20分鐘毛刺就沒了,表面還很光。
# H$ u0 n" m# `" M* b" n* |; k我們產(chǎn)品材料是6061的方型材。產(chǎn)品形狀和你這個差不多。
作者: 哈雷 時間: 2007-9-26 17:52
我覺得,如果工件在鉆孔之前在內(nèi)徑和外徑上面留余量,鉆孔之后再精確車到規(guī)定尺寸。3 p: E4 y1 W( S+ R$ L5 t
" N$ ^. b1 a* g/ \" D我不建議采用化學(xué)拋光來去毛刺,我覺得化學(xué)藥水既然可以腐蝕毛刺,也可以腐蝕其它部分,這樣整個工件都會被腐蝕,導(dǎo)致工件尺寸精度大大降低。
作者: 積勤 時間: 2007-9-29 23:46
簡單,我這邊也有這種件是鋁件
1 n# Q$ B; O& |* K5 n! @" \3 z,10分內(nèi)一個人可以搞定3000件,_________振動研磨就可以了哈
作者: qinjx165 時間: 2007-11-3 13:13
1.用臥式離心機或振動光飾機去毛刺或拋光- l" F( K8 I% z2 H$ g
2.鉆孔后毛刺大,先用鉆頭倒角,再用臥式離心機或振動光飾機去毛刺或拋光
作者: 倒角刀具 時間: 2008-10-22 13:07
專業(yè)去毛刺的刀具
作者: hysysb 時間: 2009-6-12 06:17
我們是做去毛刺拋光機的,這個件對于我們很簡單。如沒解決,我們可以幫助試驗。無法與你聯(lián)系,我的電話13708935420。
作者: 齊魯大帝 時間: 2009-6-12 10:04
量大的話,可以考慮超聲波
作者: qijisheng123 時間: 2013-1-18 18:59
現(xiàn)有內(nèi)孔倒角機,用于直徑35mm以上工件內(nèi)孔去刺,若有意請聯(lián)系電話 15863807200咨詢 戚先生 山東煙臺龍口
| 歡迎光臨 機械社區(qū) (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |