相比傳統材料,復合材料具有一系列不可替代的特性,自二次大占以來發展很快。盡管產量小(據法國Vetrotex公司統計,2003年全球復合材料達700萬噸),但復合材料的水平已是衡量一個國家或地區科技、經濟水平的標志之一。美、日、西歐水平較高。北美、歐洲的產量分別占全球產量的33%與32%,以中國(含臺灣省)、日本為主的亞洲占30%。中國大陸2003年玻班纖維增強塑料(玻璃纖維與樹脂 復合的復合材料、俗稱“玻璃鋼”)逾90萬噸,已居世界第二位(美國2003年為169萬噸,日本不足70萬噸)。
復合材料主要由增強材料與基體材料兩大部分組成:
增強材料:在復合材料中不構成連續相賦于復合材料的主要力學性能,如玻璃鋼中的玻璃纖維,CFRP(碳纖維增強塑料)中的碳纖維素就是增強材料。
基體:構成復合材料連續相的單一材料如玻璃鋼(GRP)中的樹脂(本文談到的環氧樹脂)就是基體。
按基體材料不同,復合材料可分為三大類:
樹脂復合材料
金屬基復合材料
無機非金屬基復合材料,如陶瓷基復合材料。
本文討論環氧樹脂基復合材料。
1、為什么采用環氧樹脂做基體?
固化收縮率代低,僅1%-3%,而不飽和聚酯樹脂卻高達7%-8%;
粘結力強;
有B階段,有利于生產工藝;
可低壓固化,揮發份甚低;
固化后力學性能、耐化學性佳,電絕緣性能良好。
值得指出的是環氧樹脂耐有機溶劑、耐堿性能較常用的酚醛與不飽和聚酯權勢脂為佳,然耐酸性差;固化后一般較脆,韌性較差。
2、環氧玻璃鋼性能(按ASTM)
以FW(纖維纏繞)法制造的玻纖增強環氧樹脂的產品為例,將其與鋼比較。
表1 GF/EPR與鋼的性能比較
; h, b5 \2 O9 @( a. O6 n
| 玻璃含量 | GF/EPR(玻纖含量80wt%) | AISI1008 冷軋鋼 |
| 相對密度 | 2.08 | a6 \. I- L D# e+ }* J5 K! u7.86 |
| 拉伸強度 | 551.6Mpa | U+ n- Z6 W: P+ |331.0MPa |
| 拉伸模量 | % D* j+ G; H7 v27.58GPa | 206.7GPa |
| 伸長率 | 1.6% | % B1 U6 E6 y) Z0 r$ g37.0% |
| 彎曲強度 | # b5 }. [+ @% k2 E+ q689.5MPa | 3 k1 Y Y5 Q: s3 q7 P|
| 彎曲模量 | 34.48GPa | % u- r/ Y! B' V F- W: u) D0 Y$ K% `|
| 壓縮強度 | 310.3MPa | 331.0MPa |
| 懸臂沖擊強度 | : `3 B* v0 F: {8 u$ V' U) C# r2385J/m | |
| 燃燒性(UL-94) | V-O | |
| 比熱容 | 535J/kg·k | 233J/kg·k |
| 膨脹系數 | & M$ i* U* X4 T5 P. X) C; l1 h( W4.0×10-6k-1 | . }3 x) D \ z4 t) v! v Q6.7×10-6k-1 |
| 熱變形溫度 | 204oC(1.82MPa) | |
| 熱導率 | 1.85W/m·k | 33.7W/m·k |
| 介電強度 | 11.8×106V/m | 3 x9 F, Q6 t! T& {& |) h: \|
| 吸水率 | D/ a. W. o% e9 s0.5%(24h) | ' p! g1 X# I+ a9 j, c. A$ M
| 材料名稱 | 密度g/cm3 | 9 n! [7 l* N4 T9 l拉伸強度×104MPa | . k5 ~- Z( R7 Y% I( N0 N# g$ O+ t彈性模量×106MPa | ) \4 n4 `! S3 c% U$ e& O比強度×106cm | 比模量×109cm |
| 鋼 | 7.8 | 10.10 | 20.59 | - g" i+ b9 |2 r2 Q! e3 d' O0.13 | b- N* w9 z9 g* y0.27 |
| 鋁 | 2.8 | & Q$ J2 u6 z: Q k# q/ ~# r/ w5 c4.61 | 7.35 | 0.17 | ) N8 L% `: z0 I5 V, y3 a5 \0.26 |
| 鈦 | 4.5 | ! ~* P/ m6 l% m( u9.41 | 11.18 | 1 @+ J' f8 R3 X2 n0.21 | 0.25 |
| 玻璃鋼 | & B% D" ?+ |0 K3 k2.0 | 10.40 | ; C. {$ U5 A# |; W% e" S9 k2 h3.92 | 0.53 | 0.21 |
| 碳纖維/環氧樹脂 | 1.45 | 5 X0 Q6 K' z5 S* q3 s14.71 | 7 f8 v W3 O% i) K% X3 {/ D13.73 | 3 j0 K1 E) E7 I2 @! R9 G | 0.21 |
| 碳纖維/環氧樹脂 | 1.6 | / z- \6 W$ ?- d# T% d' h1049 | 6 i/ e& v$ C. l+ @23.54 | . o, g! I& L7 N' z1 `7 x | 1.5 |
| 芳綸纖維/環氧樹脂 | 8 I% L2 C i6 [) t& ?. u1.4 | * C( P. h( j' U8 e* ^' |# A( R13.73 | . i- i+ k9 l9 M7 Y# J. c7.85 | 0 |6 B/ U1 V B/ v: N- \9 m. M/ ~ | 0.57 |
| 硼纖維/環氧樹脂 | 2.1 | 13.53 | 20.59 | 1.0 | |
| 硼纖維/鋁 | 2.65 | 9.81 | ; p/ i3 b. n8 A: `1 S6 J" V19.61 | % U( Y/ y% N, d% K* I8 ~1 A: N0.75 |
, D. }/ V8 E$ ]! l1 U
圖1 復合材料的比強度與比剛性
二、纖維增強環氧樹脂復合材料成型工藝簡介
1、手糊成型(hand lay up)
9 q9 b* U; b( ]% a9 s
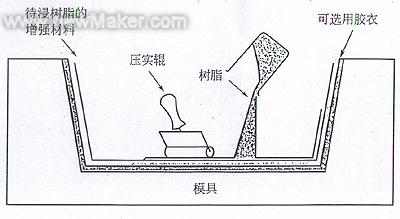
圖2 手糊成型示意圖
(1)概要
依次在模具表面上施加 脫模劑 膠衣
一層粘度為0.3-0.4PaS的中等活性液體熱固性樹脂(須待膠衣凝結后)
一層纖維增強材料(玻纖、芳綸、碳纖維......),纖維增強材料有表面氈、無捻粗紗布(方格布)等幾種。以手持輥子或刷子使樹脂浸漬纖維增強材料,并驅除氣泡,壓實基層。鋪層操作反復多次,直到達到制品的設計厚度。
樹脂因聚合反應,常溫固化。可加熱加速固化。
(2)原材料
樹脂 不飽和聚酯樹脂、已烯基酯樹脂、環氧樹脂、酚醛樹脂等。
纖維 玻纖、碳纖、芳綸等。雖然厚的芳綸織物難于手工將樹脂浸透,亦可用。
芯材 任意。
(3)優點
1)適合少量生產;
2)可室溫成型,設備投資少,模具折舊費低;
3)可制造大型制品和型狀復雜產品;
4)樹脂和增強材料可自由組合,易進行材料設計;
5)可采用加強筋局部增強,可嵌入金屬件;
6)可用膠衣層獲得具有自由色彩和光澤的表面(如開模成型則一面不平滑);
7)玻纖含量較噴射成型高。
無捻粗紗布50%左右
織物 35%-45%
短切原絲氈30%-40%
(4)缺點
1)屬于勞動密集型生產,產品質量由工人訓練程度決定;
2)玻纖含量不可能太高;樹脂需要粘度較低才易手工操作,溶劑/苯乙烯量高,力學與熱性能受限制;
3)手糊用樹脂分子量低;通常可能較分子量高的樹脂有害于人的健康和安全。
(5)典型產品
艦艇、風力發電機葉片、游樂設備、冷卻塔殼體、建筑模型。
2、樹脂傳遞成型(RTM)
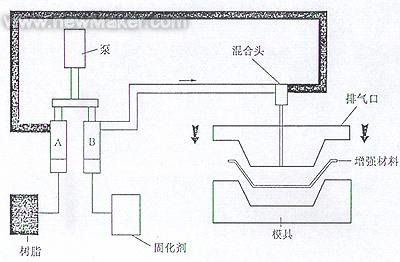
圖3 樹脂傳遞成型示意圖
(1)概要
RTM是一種閉模低壓成型的方法。
將纖維增強材料置于上下模之間;合模并將模具夾緊;在壓力下注射樹脂;樹脂固化后打開模具,取下產品。
樹脂膠凝過程開始前,必須讓樹脂充滿模腔,壓力促使樹脂快速傳遞到模個內,浸漬纖維材料。RTM是一低壓系統,樹脂注射壓力范圍0.4-0.5MPa,當制造高纖維含量(體積比超過50%)的制品,如航空航天用零部件時,壓力甚至達0.7MPa。
纖維增強材料有時可預先在一個模具內預成型大致形狀(帶粘結劑),再在第二個模具內注射成型。為了提高樹脂浸透纖維能力,可選擇真空輔助注射(VARI- vacuum saaistedrsin injection)。注意樹脂一經將纖維材料浸透,樹脂注口要封閉,以便樹脂固化。注射與固化可在室溫或加熱條件下進行。模具可以復合材料與鋼材料制作。若采用加熱工藝。宜用鋼模。
(2)原材料
樹脂:一般多用環氧、不飽和聚酯、乙烯基脂及酚醛;當加溫時,高溫樹脂臺雙馬列來酰亞胺樹脂亦可用。
法國 Vetrotex公司開發了熱塑性樹脂RTM。
纖維:任意。常用玻纖連續氈、縫編材料(其纖維間的縫隙得于樹脂傳遞)、無捻粗紗布;玻纖與熱塑性塑料的復合紗及其織物與片材(法國Vetrotex商品名TWINTEX)。
芯材:不用蜂窩,因蜂窩空格全被樹脂填滿,壓力會導致其破壞。可用耐溶劑發泡材料PU、PP、CL、VC等。
(3)優點
1)制品纖維含量可較高,未被樹脂浸得部分非常少;
2)閉模成型,生產環境好;
3)勞動強度低,對工人技術熟練程度的要求也比手糊與噴射成型低;
4)制品兩面光,可作有表面膠衣的制品,精度也比較高;
5)成型周期較短;
6)產品可大型化;
7)強度可按設計要求具有方向性;
8)可與芯村、嵌件一體成型;
9)相對注射設備與模具成本較低。
(4)缺點
1)不易制作較小產品;
2)因要承壓,故模具較手糊與噴射工藝用模具要重和復雜,價位也高一些;
3)能有未被浸漬的材料,導致邊角料浪費。
(5)典型產品
小型飛機與汽車零部件、客車座椅、儀表殼
3、纖維纏繞(FW)
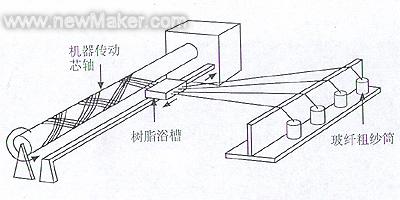
圖4纖維纏繞示意圖
(1)概要
通常采用直接無捻粗紗作為增強材料。粗紗排列在紗架上。粗紗自紗架上退繞,通過張力系統、樹脂槽、繞絲嘴,由小車帶動其往復移動并纏繞在回轉的芯軸(模) 上。纖維纏繞角度與纖維排列密度根據強度設計,并由芯軸(模)轉速與小車往復速度之比,精確地控制。固化后將纏繞的復合材料制品脫模。
對某些兩端密閉的產品不用脫模,芯模即包在復合材料產品內,作為內襯。
(2)原材料
樹脂:任意。環氧、不飽和聚酯、乙烯基脂及酚醛樹脂。
纖維:任意。無捻粗紗、縫編和無紡織物。生產管罐時,常用表面氈、短切原絲作為內襯材料。
芯材:可用。雖然復合材料制品通常是單一殼體,一般不用。
(3)優點
1)因為纖維逕直以合理的線形鋪設,承擔負荷,故復合材料制品的結構特性可非常高;
2)由于同內襯層組合,可制得耐腐蝕、耐壓、耐熱的制品;
3)可制造兩端封閉的制品;
4)鋪放材料快、經濟、用無捻粗紗,材料費用低;
5)可采用樹脂計量,然浸膠后的纖維通過擠膠或口模,控制樹脂含量;
6)可大理生產和自動化;
7)機械成型,復合材料材質及方向性均勻,質量穩定。
(4)缺點
1)制品形狀限于圓柱形或其它回轉體;
2)纖維不易沿制品長度方向精確排列;
3)對于大型制品,芯模成本高;
4)成品外表不是“模制”的,不盡人意;
5)對于承受壓力的制品,如選擇樹脂不合適或無內襯,就易發生滲漏。
(5)典型產品
管道、貯罐、氣瓶(消防呼吸氣瓶、壓縮天然氣瓶等)、固體火箭發動機殼體。
4、RIM(Reaction Injection Molding-反應注射成型)
. K. w0 O* Y" C7 ?
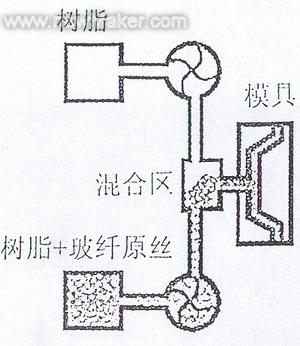
圖5RIM示意圖
(1)概要
將兩種或兩種以上的組分在混合區低壓(0.5MPa)混合后,即在低壓(0.5-1.5MPa)下注射到閉模中反應成型,此即為工藝過程。若組分一為多元醇,一為異氰酸酯,則反應生成聚氨酯。為增加強度,可直接在一種組分內行加入磨碎玻纖原絲和(或)填料。弈可采用長纖維(如連續纖維氈、織物、復合氈、短切原絲等的預成型物等)增強,在注射前,將長纖維增強材料預先置模具內。用此法可得到高力學性能的制品。這種工藝稱為SRIM(Structural Reaction Injection Molding-結構反應注射成型)。
(2)原材料
樹脂:常用聚氨酯體系或聚氨酯/脲混合體系;亦可采用環氧、尼龍、聚酯等基本;
纖維:常用長0.2-0.4mm的磨碎玻璃纖維;
芯材:不用。
(3)優點
1)制造成本比熱塑性塑料注射工藝低;
2)可制造大尺寸、開頭復雜的產品;
3)固化快,適于快速生產。
(4)缺點
采用磨碎玻璃纖維增強原料費用高,薦用礦物復合材料取代之。
(5)主要產品
汽車儀表盤、保險杠、建筑門、窗、桌、沙發、電絕緣件。
5、拉擠成型 (Pultrusion)
(1)概要
主要采用玻璃纖維無捻粗紗(使用前預先放置在紗架上),它提供縱向(沿生產線方向)增強。其它類型的增強有連續原絲氈、織物等,它們補充橫向增強,表面氈則用于提高成品表面質量。樹脂中可加入填料,改進型材料性能(如阻燃),并降低成本。
拉擠成型的程序是
1)使玻璃纖維增強材料浸漬樹脂;
2)玻璃纖維預成型后進入加熱模具內,進一步浸漬(擠膠)、基本樹脂固化、復合材料定型;
3)將型材按要求長度切斷。
現在已有變截面的、長度方向呈弧型的拉擠制品成型技術。
拉擠成型將增強材料浸漬樹脂有兩種方式:
膠槽浸漬法:通常采用此法,即將增強材料通過樹脂槽浸膠,然后進入模具。此法設備便宜作業性好,適于不飽和聚酯樹脂,乙烯基酯樹脂。
注入浸漬法(圖6):玻纖增強材料進入模具后,被注入模具內的樹脂所浸漬。此法適于凝膠時間短、粘度高、生產附產物的樹脂基體,如酚醛、環氧、雙馬來酰亞胺樹脂。
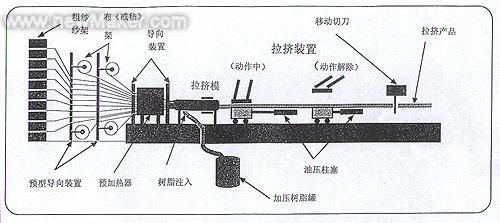
圖6注入浸漬法
(2)原材料
樹脂:常用不飽和聚酯樹脂、環氧樹脂、乙烯基酯樹脂、酚醛樹脂;
纖維:拉擠用玻璃纖維無捻粗紗、連續氈、縫編氈、縫編復合氈、織物、玻纖表面氈、聚酯纖維表面氈等;
芯材:一般不用,現有以PU發泡材料為芯材,外為連續拉擠框型型材,作為保溫墻板的。
(3)優點
1)典型拉擠速度0.5-2m/min,效率較高,適于大批量生產,制造長尺寸制品;
2)樹脂含量可精確控制;
3)由于纖維呈縱向,且體種比可較高(40%-80%),因而型材軸向結構特性可非常好;
4)主要用無捻粗紗增強,原材料成本低,多種增強材料組合使用,可調節制品力學性能;
5)制品質量穩定,外觀平滑。
(4)缺點
1)模具費用較高;
2)一般限于生產恒定橫截面的制品。
(5)典型產品
建筑屋頂橫梁、椽子、門窗框架型材、墻板、石油開采抽油桿、帳篷竿、梯子、橋梁、工具把、手機微波站罩殼、汽車板簧、傳動軸、電纜管、光纖光纜芯、釣魚竿、隔柵、汽車空調器罩、擴軌罩。
6、真空袋法法成型(Vacuum bag process)
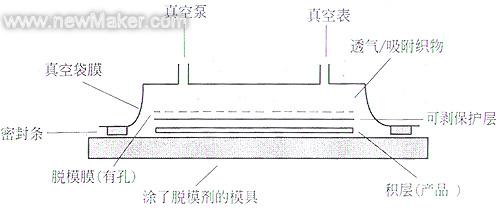
圖7真空袋法成示意圖
(1)概要
此法是手糊法與噴射法的延伸。將手糊或噴射好的積層在樹脂的A階段與模具在一 起,在積層上覆以橡膠袋,周邊密封,在后用真空泵抽真空,積層從而受到不大于1個氣壓的壓力,而被壓實、成型。
(2)原材料
樹脂:主要采用環氧樹脂、酚醛樹脂。不飽和聚酯樹脂與乙烯基酯樹脂則因真空泵將樹脂中的苯乙烯(交聯劑)過度抽出,可能會造成問題,故一般不用;
纖維:同手糊法;
芯材:任意。
(3)優點
1)采用普通的濕法鋪層技術,通常可獲得高纖維含量的制品;
2)可制造大尺寸產品;
3)產品兩面光;
4)較濕法鋪層浸膠孔隙率低;
5)由于壓力,樹脂流經結構纖維,纖維得以較好地浸漬樹脂;
6)有利于操作人員健康和安全;真空袋減少了固化時逸出的揮發性物質。
(4)缺點
1)額外的工藝過程增加了勞動力和袋材成本;
2)要求操作人員有較高的技術熟練水平;
3)樹脂混合和含量控制基本上仍然取決于操作人員的技術;
4)生產效率不高。
(5)典型產品
艇、賽車、芯材粘結、飛機鼻錐雷達罩、機翼、方向舵。
7、樹脂膜熔浸成型(RFI-Resin Film Infusion)
8 c! X! t( N8 z; c! i1 X" i* S( M
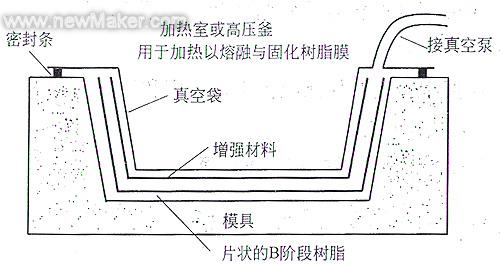
圖8樹脂膜熔浸成型示意圖
(1)概 要
將干強物與樹脂片(樹脂片系放在一層脫模紙上提供)交替鋪放在模具內。鋪層被真空袋包覆,藉真空泵抽真空,將干織物內空氣抽出。然后加熱,令樹脂熔化并流浸已抽出空氣的織物,然后經過一事實上時間即固化。
(2)原材料
樹脂:一般僅用環氧樹脂;
纖維:任意;
芯材:許多種芯材都可以使用,由于工藝過程中溫度高,對PVC泡沫需要專門處理,以免泡沫損壞。
(3)優點
1)空隙率低,可精確獲得高的纖維含量;
2)鋪層清潔,有利于健康和安全(似預浸);
3)可較預浸法成本低,此為主要的優點;
4)由于樹脂僅能過織物厚度方向傳遞,故樹脂未浸到白斑區可較SCRIMP(西曼復合材料公司樹脂參入成型法—Seeman Composite Resin Infusion Molding Process)少。
(4)缺點
1)目前僅用于宇航工業,還未推廣;
2)雖然宇航工業用高壓釜系統產非總是需要,但加熱室和真空袋系統對于復合材料固化,總是不可少的;
3)模具要求能經受樹脂膜片的工藝溫度(低溫固化即需60-100oC);
4)要求所用芯材能經受工藝溫度和壓力;
(5)典型產品
飛機雷達罩、艦艇聲納整流罩。
8、預浸料(高壓釜)成型

圖9 預浸料高壓釜法示意圖
(1)概要
預先在加熱、加壓或使用溶劑的條件下,將織物和(或)纖維預先用預催化樹脂預浸漬。固化劑大多能在環境溫度下,讓預浸材料貯存幾周或幾個月,仍能保質使用。當要延長保持期,材料須在冷凍條件下貯存。樹脂通常在環境溫度下呈臨界固態。故觸摸預浸材料時有輕微的黏附感,象膠帶似的。制作單向預浸漬材料的纖維直接由紗架下來,與樹脂結合。預浸漬材料用手或機械鋪于模具表面,通過真空袋抽真空,并通常加熱到120-180oC。使樹脂重新流動,并最終固化。盛開附加壓力通常藉助高壓釜(實際上是一座壓力加熱罐)提供,它能對鋪層施加達5個大氣壓的壓力。
(2)原材料
樹脂:通常用環氧樹脂,不飽和聚酯樹脂、酚醛樹脂及高溫樹脂,如聚酰亞胺、氰酸酯、雙馬來酰亞胺樹脂等;
纖維:任意。雖然由于在工藝過程中,高溫分對芯材有些影響,需要采用某些專門的泡沫芯材。
(3)優點
1)預浸材料制造人員可精確地調整樹脂/固化劑水平和樹脂在纖維中的含量;可以可靠地得到高纖維含量。
2)材料于操作人員十分安全,無礙健康,操作清潔;
3)單向帶纖維成本最低,因為毋須將纖維預先轉為織物的二次加工過程;
4)由于制造過程采用可滲透的高粘度樹脂,樹脂化學性能力學和熱性能可以是最適宜的;
5)材料有效時間長(室溫下可保質數月),這意味著可優化結構、復合材料易鋪層;
6)可能實現自動化和節省勞動力。
(4)缺點
1)對于預浸織物,材料成本高;
2)通常要對高壓釜固化復合材料制品,耗費大、作業慢、制品尺寸受限制;
3)模具需能承受作業溫度;
4)芯材需要承受作業溫度和壓力。
(5)典型產品
飛機結構復合材料(如機翼和尾翼)、衛星與運載火箭結構件(太陽能電池基板、夾層結構板、衛星接口支架、火箭整流罩等)、賽車、運動器材(如網球拍、滑雪板等)。
9、低溫固化預浸料成型
, k* y! W, n. k- e1 q
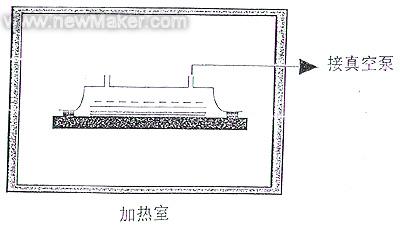
圖10 低溫固化預浸料成型示意圖
(1)概要
低溫固化預浸料完全按通常的預浸料方法制備,但樹脂的化學性質使其得以在60-100oC溫度下固化。在60oC時,材料可操作保持期可小到限于1個星期,但亦可延長到幾個月。樹脂系統的流動截面適于采用真空袋壓力,避免采用高壓釜。
(2)材料
樹脂:一般僅采用環氧樹脂;
纖維:任意,同通常的預浸料;
芯材:任意,雖然一般 的PVC泡沫需要特別注意。
(3)優點
1)具有傳統預浸料法所具備的(1)-(6)條優點;
2)模具材料較便宜,如木材亦可用,因其固化溫度較低故;
3)可容易地制造大型結構。因為僅需真空袋壓力;固化溫度低,可采用簡單的熱空氣循環加熱室(經常就地建造大于制品的加熱室 );
4)可采用普通的PVC泡沫芯材,略作處理即可;
5)能耗低。
(4)缺點
1)材料成本仍高于預浸織物;
2)需加熱室和真空袋系統,以固化制品;
3)模具需能經受高于環境溫度的溫度(常用60-100oC);
4)仍有能耗,因需高于環境溫度固化。
(5)典型產品
高性能風力發電機葉片、賽艇、救生艇、火車用零部件。
10、SCRIMP,RIFT,VARTM
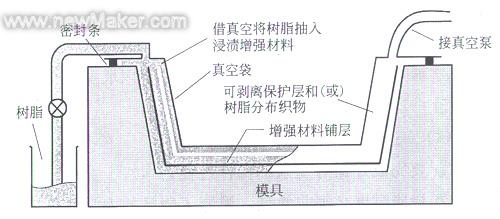
圖11 SCRIMP,RIFT,VARTM示意圖
(1)概要
SCRIMP(Seeman Composite Infusion Molding Process—西曼復合材料公司樹脂滲透成型法),RIFT(Resin Infusion umder Flexibe Tooling—柔性模具樹脂滲透法) ,VARTM(Vscuum Assisted Transfer Molding—真空輔助樹脂傳遞成型)這三種工藝原理相似。將織物作為干鋪層材料入模內,如同RTM。然后覆以剝離保護層和縫編非結構織物。整個鋪層用真空袋覆罩好。袋無滲漏后,讓樹脂流到積層。樹脂很容易流經非結構織物而在整個鋪層分布。SCRIMP法在真空袋與鋪層之間可置加壓模塊,利于提高制作表觀與結構密實度。
(2)材料
樹脂:常和環氧樹脂、不飽和聚酯和乙烯基酯樹脂;
纖維:任意種類普通織物。這些工藝方法縫編材料很好用,因其間隙使得樹脂快速流動;
芯材:除蜂窩外,各種芯材均可用。
(3)優點
1)同RTM,但制品僅一面光,不似RTM兩面光;
2)由于模具一半是真空袋,主模具僅需較低強度,故模具成本甚低;
3)可制造大尺寸產品;
4)通常的濕法鋪層工具可改進以用于這些成型法;
5)一次作業即可生產芯材結構。
(4)缺點
1)要完成好相對復雜的操作過程;
2)樹脂粘度必須非常低,限制了制品的力學性能;
3)鋪層未浸到樹脂而造成的廢品浪費甚大;
4) SCRIMP的一些工藝要素已被專利所限。
(5)典型產品
小艇半成品、列車和卡車車身面板。
三、環氧樹脂復合材料的應用
環氧樹脂是先進復合材料中應用最廣泛的樹脂體系,它可適用于多種成型工藝,可配制成不同配方,可調節粘度范圍大;以便適應于不同的生產工藝。它的貯存壽命長,固化時不釋出揮發物,固化收縮率低,固化后的制品具有極佳的尺寸穩定性、良好的耐熱、耐濕性能和高的絕緣性,因此,目前環氧樹脂統治著高性能復合材料的市場。
(一)環氧樹脂復合材料在航空工業中應用
40年代初,電子工業的需要,尋找一種適宜的材料,做防護軍用飛行器的雷達天線,特別是防護戰斗機及轟炸機上的雷達天線。采用雷達罩是用來防護氣候對精密電子儀器的影響。玻璃鋼具有優良的透雷達波性能,足夠的機械強度和簡便的成型工藝,使它成為理想的雷達罩材料。這是歷史上第一次采用玻璃鋼制造雷達罩,同時又大大地促進了玻璃鋼材料的研究。
60年代玻璃鋼技術在直升機領域的應用有所突破,如西德M.B.B.公司研制玻璃鋼旋翼槳葉,逐步取代金屬鋁蒙皮/鋁蜂窩夾層結構的金屬槳葉。但由于玻璃鋼的模量低,不能制造高強度的飛機結構件。
70年代初,隨著硼纖維、碳纖維、芳綸纖維等相繼出現,這些高級增強纖維的比剛度、比強度、耐疲勞性能等優于金屬材料,由它們來增強環氧樹脂組成的復合材料,已在飛機的主結構件(主受力件)上得到應用。
近10多年來,考慮到這些高級增強纖維的價格都比較高,為了更合理的用材,大力開發混雜復合材料(Hybrid Composites)的研究。
以復合材料在飛機發動機中的應用為代表。美國兩家噴氣發動機制造廠:通用電器—飛機發動機事業集團公司(GE—AEBG)和普惠公司,以及其它一些二次承包公司,都在用高性能復合材料取代金屬制造飛機發動機零部件。如發動機艙系統的許多部緊推力反向器、風扇罩、風扇出風道導流片等都用復合材料制造。如發動機進口氣罩的外殼是由美國聚合物公司的碳纖維環氧樹脂預混料(E707A)疊鋪而成,它具有耐177℃高溫的熱氧化穩定性科殼表面光滑如鏡面,有利于形成層流。又如FW 4 0O0型發動機有8 0個149℃的高溫空氣噴口導流片也是用碳纖維環氧預浸料制造的。
在316℃這一極限溫度以下的環境中,復合材料不僅性能優于金屬,而且經濟效益高。據波音公司估算,噴氣客機重量每減輕一磅,是飛機在整個使用期限內可節省 100 0美元。據法布萊特公司估算,美國第年約有100萬磅復合材料用于制造噴氣飛機發動機零件,銷售額高達5000萬美元。
目前環氧樹脂的連續使用溫度最高約在280℃以下,近來DOW化學公司的一種多功能團環氧樹脂Tactlx742,用二氨基二苯砜固化劑;制成的制品玻璃化溫度Tg>310℃,可用于制造噴氣發動機零件。
(二)環氧樹脂復合材料在航天工業中的應用
宇航技術對結構材料高比模量、高比強度的要求,特別嚴格,使先進復合材料成為宇航技術必需的材料。作為結構材料的基作樹脂基本上都采用環氧樹脂。其主要的應用范圍如下:
1、固體火箭發動機殼體
在50年代末,采用纖維纏繞成型的玻璃鋼殼體取代鋼殼,使結構減輕50%一60%。后來,“三叉戟1”、 M X的三級發動機殼體全部采用芳綸/環氧樹脂體系,重量又比玻璃鋼的同尺寸殼體減輕50%。
在阿里安運載火箭許多結構件均用碳纖維/環氧樹脂制造。
2.戰略導彈上的應用
美國已采用JFRP作彈頭結構殼體、儀器艙、級間段等50多個分系統部件。據 洛克希德導彈與宇航公司稱用碳纖維/環氧樹脂制造的機構取代鋁結構,可使結構減輕40%。
3、衛星和宇航器上的結構應用
衛星結構的輕型化對衛星功能及運載火箭的要求至關重要,所以對衛星結構的重量要求很嚴。國際通訊衛星VA中心推力筒用碳纖維復合材料取代鋁后減重23kg (約占3O%),可使有效載荷艙增加 450條電話線路,僅此一項盈利就接近衛星的發射費用。美、歐衛星結構重量不到總重的10%,其原因就是廣泛使用了先進復合材料。
4.航天飛機上的應用
美國航天飛機上使用的結構復合材料總重約2噸,采用先進復合材料后減重410kg,而且明顯減少了飛行過程中因復雜的溫度環境引起的變形。航天飛機進入軌道后,用機械手投放和回收衛星,機械手上臂、前臂是用超高模量石墨纖維 GY— 7 0增強環氧制成的。
總之,復合材料已成為宇航工業中不可缺少的關鍵材料。
(三)環氧復合材料在民用工業中的應用
凡是對機械強度要求高的增強塑料制品基本上采用環氧樹脂作為基體。
1、玻璃鋼的壓力容 器和管道
我國西安、北京、重慶、自貢已生產汽車用壓縮天然氣(CNG)瓶,北京已成為現在使用CNG公交車最多的城市。
國內已經有4家企業生產環氧玻璃鋼高壓管。
60年代國內鋼瓶十分緊張,采用纖維纏繞成型制造玻璃鋼氣瓶相當活躍,曾制定過部頒標準FC194-74,90R年修改后制定ZBQ23004一90。玻璃纖維增強塑料壓力容器,以環氧樹脂和616酚醛樹脂體系為基體,40立升氣瓶使用壓力為 12MPa,使用壽命5年以上。上海材料研究所和臨安玻璃鋼廠合作,也采用纖維纏繞成型工藝,而使用環氧樹脂一二甲基咪唑體系,其性能不亞于環氧一酚醛樹脂體系。用此配方制成水研用的壓力容器。
2、玻璃鋼電機護環、套環等
護環套裝于發電機轉子兩端,保護轉子線圈的端部,防止在高速旋轉時,受離心力作用它是發電機受力最大的部件之一,對強度和模量要求比較高,采用輕質高強的復合材料可以取代無鎳反磁合金鋼。 60年代末國內先后生產1. 25W千瓦和2. 5萬千瓦兩種發電機護環。后者由北京重型電機廠、杭州玻璃鋼化工設備廠和上海材料研究所等單位合作,選用高強度(S)玻璃纖維和高模量(M)玻璃纖維進行纏繞,用62O7(脂環族)環氧樹脂一酸酐體系樹脂配方和 AFG— 9 0環氧樹脂(縮水甘油胺型)—— HK—0 21酸酐體系作為基體,使用多年情況良好。
玻璃鋼套環 3 0 00千瓦以下的在杭州玻璃鋼化工設備廠生產,已在北京重型電機廠安裝出廠30年,屬于定型產品。
此外,發電機定子線圈端都支撐環,裝在定子線圈的鼻端,承受最大載荷是發電機發生短路的瞬間,亦采用玻璃鋼制造,稱為玻璃鋼綁環。這種綁環安裝在10萬千瓦的氣輪發電機上,已使用20余年。在國內最大的60萬千瓦發電機用的玻璃鋼錐殼(其作用類似于支撐環)也是用了10多年。
玻璃鋼絕緣子,有待于進一步開發研究。絕緣子的作用是把帶電線路或帶電零部件之間隔開,既要求絕緣又要求高強度,電絕緣何耐腐(室外用),采用玻璃鋼很適用。國外在露天的22萬伏輸電桿上的絕緣于已采用環氧樹脂玻璃鋼成批生產。
3、防腐蝕制品
通常不飽和聚酯樹脂玻璃鋼的力學性能在45℃以上強度就會明顯下降,同時不飽和聚酯樹脂耐堿性較差。如果在防腐蝕制品中要求強度高,耐溫性好等則建議選用環氧玻璃鋼。如上海市上鋼二廠,在生產硫酸鐵過程中,反應槽需要連續在120℃使用,選用環氧玻璃鋼取得了很滿意的效果。這種耐高溫的反應槽是由臨安玻璃鋼廠制造的。
4、玻璃鋼模具
(1)玻璃鋼鑄造模具
用玻璃鋼制成的鑄造模具,比木模、鋁模的效果好的多,使用壽命長,通常在萬次以上,價格也比較便宜。
(2)玻璃鋼制品模具
采用噴射成型、樹脂傳遞模塑( RTM)成型所需的制品模具,通常都用不飽和聚酯玻璃鋼模具。筆者建議采用環氧樹脂玻璃鋼模具更好,具有模具強度高、使用壽命長、尺寸穩定性好等優點。
5、風力發電機葉片
我國做到長23m,國外已經超過50m。
6、碳纖維補強建筑結構
7、運動器材
高爾夫球桿、網球拍、羽毛球拍、壁球拍、滑雪板、漁具、自行車架等。
四、我國環氧樹脂市場分析
據統計,2003年中國大陸環氧樹脂產量25萬噸,比上年增長25%;進口19.88萬噸,比上年增長23%;出口3.558萬噸,比上年增長81%,表現消費量41.322萬噸,比上年增長21%。
市場比例為:
涂料 45%
電子電器 36%
復合材料 5%
粘結劑 -7%
其它(交聯劑等) -7%
2003年我國大陸生產高壓玻璃鋼環氧管3000噸,約用環氧樹脂1300噸。建筑結構采用CF(碳纖維)補強用環氧樹脂5 00噸。
絕緣棒管生產2000噸,用環氧樹脂1000噸。
2003年生產環氧玻璃鋼2萬噸,采用環氧樹脂9000余噸。
2003年生產玻璃纖維基覆銅板14萬噸,采用環氧樹脂6.15萬噸。2004年可增長3O%以上。所用環氧樹脂將達8萬噸。
2003年用于生產乙烯基酯樹脂(VER)采用環氧樹脂2900噸。
國產樹脂的質量穩定性有待于進一步提高,因而國內一些復合材料廠家在生產要求性能較高的產品(如絕緣棒、絕緣管)時,常采用陶氏(DOW),殼牌(Shell)、巴克立特(Bakelite)等國外公司的產品。
繼美國陶氏化學在江蘇省張家港市建設一年產能4.1萬噸環氧樹脂生產廠后并擬建一年產能 4萬噸的廠;韓國國都化學正在昆山建一年產 2萬噸的環氧樹脂廠,并擬再建一年產2萬噸環氧樹脂的生產線。
臺塑子公司宏仁集團引進日本東都化成技術在廣州興建了年產能2.3萬噸的環氧樹脂廠。日本鋼鐵化學公司子公司Tohto Kasei公司轉讓技術給黑龍江省齊華化學公司建一年產能2萬噸的環氧樹脂廠。
值得補充的是,環氧樹脂還可用于文物保護。在長江三峽的國家級重點文物重慶市云陽縣張飛廟(張桓侯廟)整體搬遷過程中,大量殘損磚石是以環氧樹脂粘結修補或灌注成型定型 ,使這座始建于三國蜀漢末年(距今 1780年)的古建筑得以回復留存。


| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |