9 R# o8 ]! d% i5 y+ J 當塑料件上具有與開模方向不一致的孔或側壁有凹凸形狀時,必須首先將成型部分的型芯或型腔脫離塑料件才能使整個塑料件從模具中脫出。除了使用斜導柱滑塊抽芯外,斜頂是為解決平行于分型面的凹槽而發展的另一種側抽芯機構,其基本原理與前者相似,它是將模具開閉的垂直運動轉化成水平運動。斜頂與滑塊最大的不同在于其動作的驅動力來自于推板的動作。- N Q- ? u. @6 J; V; R5 E
1 s7 x7 @1 }6 D& }, M 本設計中型腔的分布為一模4腔,且塑料件同時存在兩個平行的凹槽,因此在模具的中間存在雙內抽芯。采用單一的斜導柱滑塊機構不能完全實現側抽芯動作,所以在設計中采用斜頂和斜導柱滑塊相結合的側抽芯機構,對模具內側的塑料件凹槽采用斜頂側抽芯,靠近模具外側的凹槽采用斜導柱滑塊機構來實現抽芯。這樣既解決了單獨使用斜導柱滑塊機構難以完成內側抽芯的問題,又避免了使用雙斜頂機構所產生的裝配空間不夠的難題。, g D3 e) x$ T+ L" t3 k
9 O2 A5 P8 v3 \; r/ {2 |, k- f
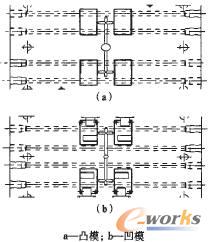
對于斜導柱滑塊機構(圖6a)的設計,考慮到塑料件形狀及模具結構特點,采用兩個滑塊機構且分布于模具兩側,其中每個滑塊在開模時由固定在定模上的斜導柱驅動完成位于同一側兩個塑料件外側凹槽的抽芯動作。該側抽芯機構具有結構緊湊、成本低廉、便于加工裝配的特點。: p6 K* X b% P' R7 x/ ]" L: D
0 g7 f. w( o M C: I" a 2 t2 X6 A" B+ R* c& R; ^
% K% f$ {) W K0 p* ]9 g& H+ D 圖6斜導柱滑塊抽芯機構和斜頂桿抽芯機構, H! {) ~0 w. x
5 ]8 g" _9 g8 S/ \7 }# | [: W
對于斜頂桿機構(圖6b)的設計,采用了4根斜頂桿分別來實現4個塑料件內側凹槽的抽芯及塑料件的脫模。其工作過程是推板推動斜頂桿移動,使斜頂桿在動模板上沿著導軌產生縱向移動的同時作橫向移動,從而完成側抽芯動作。由于斜導柱滑塊的驅動力來自于固定在定模或動模的斜導柱,側抽芯時滑塊一般向模具外側運動。當采用斜導柱滑塊機構實現內側抽芯時,必須在模具中間留有滑塊運動空間,這樣就增大了模具的尺寸,同時使模具的結構更加復雜,從而增加了模具的成本。采用斜頂桿側向抽芯簡化了模具結構,降低了模具成本;而且斜頂桿在頂出塑料件時起到一定的作用,使得塑料件頂出時的受力更加均衡,可以減小塑料件的變形。斜頂動作必須由推板的驅動來完成,因此斜頂機構的設計與推板行程有關,這也是斜頂機構設計與斜導柱滑塊設計的最大不同點。斜頂機構在頂出及退回時會在斜頂桿的側面上產生較大的應力,從而使斜滑塊表面較容易損壞,降低塑料件的精度。因此,斜頂桿在選材和熱處理工藝等方面要考慮其使用性能的要求。3 k( X& |( p3 d# X" h; k
9 Z+ |8 m& v3 E9 U4 B/ @2.3冷卻系統設計 D: P6 a' I, Y 2 e/ T; ^ D) b: v
合理地設置冷卻系統可以防止塑料件脫模時變形,降低模具的溫度,縮短成型周期,提高生產效率,增大結晶性塑料的過冷度,以得到整體性能好表面光滑的塑料件。冷卻系統的設計應做到冷卻系統內流動介質能充分吸收成型塑料件所傳導的熱量,使模具成型表面的溫度穩定地保持在所需的溫度范圍內。因此,在不與頂出系統和其它連接件發生干涉的情況下,盡量在型腔附近設置冷卻系統。根據塑料件的結構復雜程度,冷卻水道可以采用直通式或回轉式。直通式水道結構簡單,加工方便,但冷卻效果一般;回轉式水道的路徑更加貼近于型腔輪廓,冷卻效果較好,但加工成本高,有時還必須采用分體式結構。由于鎖扣蓋體積小,形狀簡單,因此為降低加工成本,本設計采用直通式冷卻水道。模具的熱量是由輻射傳熱、對流散熱、向模板的傳熱及其與注射噴嘴接觸的傳熱等多因素綜合作用所形成的。當考慮冷卻介質在管內強制對流的散熱時,根據計算校核后,冷卻水道直徑為10mm,水道中心偏離型腔15mm。通過調節冷卻水的流量可以控制冷卻系統散發的熱量,從而調節模具型腔的溫度。圖7示出本模具采用直通單循環式結構的冷卻系統。 * F/ R' g/ ~& _) R: e " m1 ^* {7 [" k# n, Z+ I* ~ - B, d8 Q, R; y5 G, F' j8 U( X 3 I5 h: n8 | I l7 M5 w
圖7模具冷卻水道結構 / O) r" X7 B2 q1 t$ f' s3 O7 X/ T 1 F( Y- r0 k: ?: w2 b 3模具工作原理 . v9 m1 _" d; z/ v ~, H( s* ?/ F3 \$ E- J' W1 v
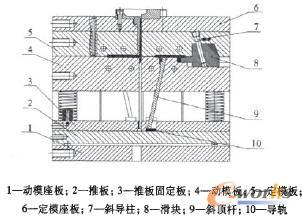
根據圖3所示模具結構,模具閉合時,熔融的塑料經過噴嘴注入模具型腔,注射成型完畢后,注塑機帶動動模板4以下部位向下移動,在動模板4和定模板5之間分型,隨著動模板繼續向下移動,滑塊在斜導柱作用下實現側向抽芯;在拉料桿的作用下,塑料件留在動模一側,主澆道中余料慢慢拔出。待主澆道中余料完全拔出后,動模和定模繼續分離,一直到兩板之間具有足夠的空間以保證塑料件可以被完全取出。這時,注塑機和動模停止向下運動,注塑機中的推桿推動推板2向上運動,斜頂桿9在隨推板向上運動的同時還順著動模板中斜孔左右運動,實現了斜頂桿和塑料件的分離,同時使塑料件從動模中頂出。塑料件被取出后,推動推板的推桿復位,在復位桿和復位彈簧的作用下推板回到原位,斜頂桿也隨著回復到原來的位置。模具開始閉合,動模板和定模板之間的距離越來越小,一直到完全閉合,完成了一個循環。( X+ L, F% h# f' z1 p' \$ V
; ^4 ?+ G% P" r4 W8 ?/ v! N; A 4結語 / x' A) N/ y z; r% k * ]- p. v( S% S( {# L; C
合理地設計了汽車內飾件鎖扣蓋注塑模具。根據塑料件的結構設計了斜導柱滑塊抽芯和斜頂桿側向抽芯機構,保證了塑料件的順利脫模。該模具結構緊湊,制造成本低。實踐證明,該模具脫模機構運行靈活可靠,取得了良好的經濟效益。 . k; L0 f2 K+ U! j" v 3 s1 a, O2 r9 B% t7 P
發表時間:2008-10-15 黎秋萍 趙龍志 趙明娟 張尚兵 宋金良 來源:萬方數據作者: 嚴子 時間: 2009-7-31 12:59
最近到一小工廠去,就是一專門生產這類模具的 & ?5 t6 ?: S' U9 ?* {# N% ?老板很個老經驗了, 4 Z+ D# a2 Y# A6 T7 a7 ~) v+ P8 E不過還是小廠,只靠經驗作者: ntren 時間: 2009-8-3 23:00 石墨設備作者: 小陶子 時間: 2009-8-4 09:35
斜頂做小內溝槽很常見的哦。作者: mading0208 時間: 2009-12-25 15:19
好東西,我也來瞧瞧作者: AOTC奧天誠 時間: 2011-11-28 16:14
http://a394158788.b2b.hc360.com/ 注塑配套冷水機 作者: 模具小俠 時間: 2011-11-29 08:37
這是學生的畢業設計的東西吧!理論上還可以,實際上這個模具的結構是有問題的!當滑塊抽芯后,斜頂的頂出動作會帶著產品一起向側邊跑動!這樣,就不可以實現很順利的脫模。這是塑料模具設計中面對無邊框產品時采用斜頂的時候經常要考慮的問題!
 , b! [9 \ H0 y. i6 v2 s: L' R9 \
, b! [9 \ H0 y. i6 v2 s: L' R9 \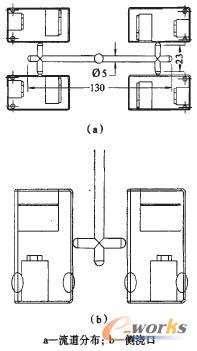 - `# S8 A1 V! _
- `# S8 A1 V! _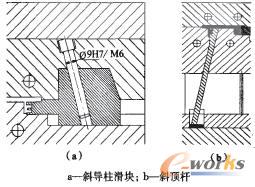 2 t2 X6 A" B+ R* c& R; ^
2 t2 X6 A" B+ R* c& R; ^