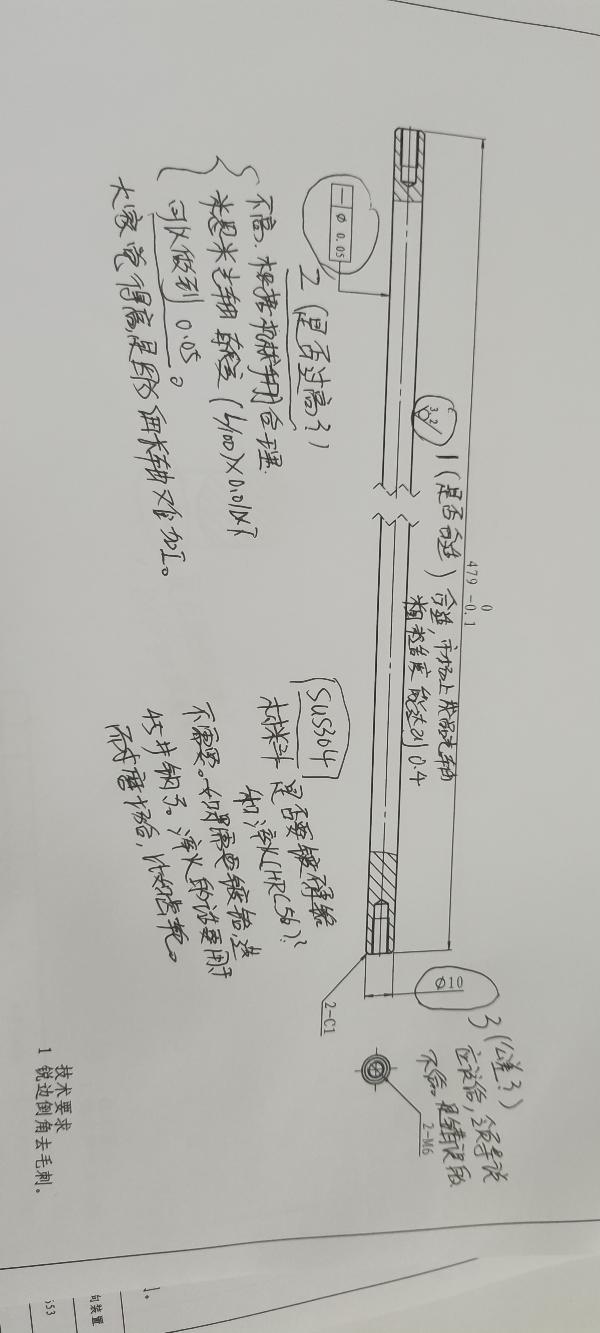
|2011ayoon發(fā)表于 08-21 11:24購買成品光軸生產(chǎn)粗糙度也應(yīng)該標(biāo)去除材料,因?yàn)槌善份S也是用去除的方法得到的,無非是標(biāo)注一下可以用成品光軸,否則車間會困惑<br>
<strike id="qgqsy"></strike>
 看完圖,暫時(shí)治好了我的頸椎疼痛
看完圖,暫時(shí)治好了我的頸椎疼痛