久久久国产一区二区_国产精品av电影_日韩精品中文字幕一区二区三区_精品一区二区三区免费毛片爱
機械社區(qū)
標題:
退刀槽
[打印本頁]
作者:
start_00000000
時間:
2025-6-18 10:13
標題:
退刀槽
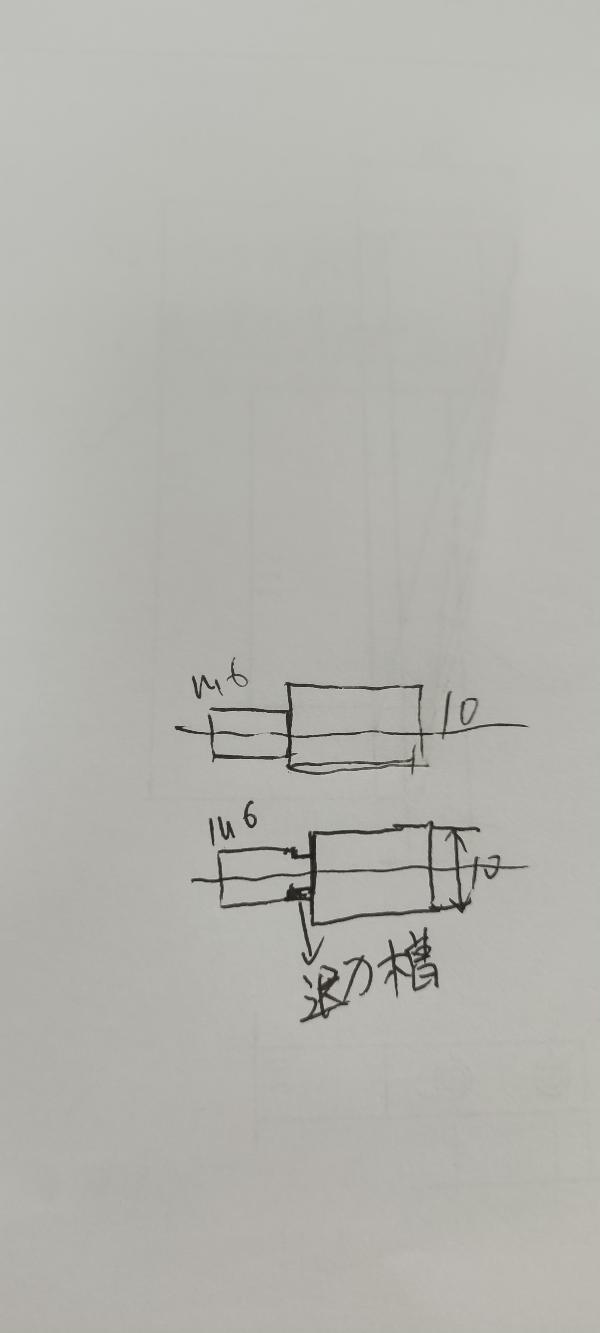
如圖 一根10毫米的軸 一頭要搞M6螺紋,一定要退刀槽嗎? 上圖沒有退刀槽能干出來嗎? 大家畫圖出圖的時候一定要標退刀槽尺寸嗎? 我現(xiàn)在設(shè)計的時候就不考慮這個退刀槽,直接用上面的畫模型,能加工出來嗎
作者:
東海fyh126
時間:
2025-6-18 10:21
加工沒問題,看看板牙,,,,,,
作者:
megafab
時間:
2025-6-18 10:28
在校金工實習沒摸魚,或者下過車間做過車床,或者看師傅調(diào)過螺紋,你的疑問會迎刃而解。
' D+ t" W. c, H8 J
% _& u" M5 S5 j, J q
可以觀察下內(nèi)六角全牙螺絲,其實也不是全牙,根部輕微有一部分是光柱的。
9 k+ M, n8 I& q# w
( z6 i6 i: H; ^" l
有退刀槽,因為根部螺紋加工不到,就加個槽,這樣螺紋配合時能旋到底,不干涉了。
; D( A6 ~; @1 y" j, i* x$ W/ e3 u
作者:
shuibuzhao
時間:
2025-6-18 10:43
加工倒是可以加工,螺母的倒角可能需要大一些,一般還是都帶溝槽的
作者:
老方大竹
時間:
2025-6-18 10:58
只要鎖得緊,怎么都行
作者:
楓林無悔
時間:
2025-6-18 11:28
平時遇到精度要求不高的件都不標退刀槽這些
作者:
UCHIHASASUKE
時間:
2025-6-18 11:30
看用途,要擰到底而且螺紋孔又沒有倒角避開的就要車退刀槽。
! ]8 K7 J. S2 e) ?; G3 I
現(xiàn)在都數(shù)控加工,不存在工人反應不過來。
作者:
shentu
時間:
2025-6-18 12:05
不存在的。大力出奇跡,只要扭的勁足夠大,不是桿子的螺紋被套牙,就是孔的絲被攻絲,一定可以擰到底的。
作者:
328Feng_328
時間:
2025-6-18 12:33
加工看圖紙要求,制圖看使用要求,要求來自使用工況,個人理解。
作者:
jinshenxiaohuo
時間:
2025-6-18 12:39
可能會擰不到底,加個槽更好些
作者:
青青玉案
時間:
2025-6-18 14:48
對應的螺紋孔倒角稍微大一點就好了
作者:
浣溪沙
時間:
2025-6-18 17:24
沒毛病,有退刀的,說明螺紋擰緊后要抵到10的端面!
歡迎光臨 機械社區(qū) (http://www.ytsybjq.com/)
Powered by Discuz! X3.5