久久久国产一区二区_国产精品av电影_日韩精品中文字幕一区二区三区_精品一区二区三区免费毛片爱
機械社區
標題:
擴孔的機加工操作
[打印本頁]
作者:
start_00000000
時間:
2025-1-2 11:55
標題:
擴孔的機加工操作
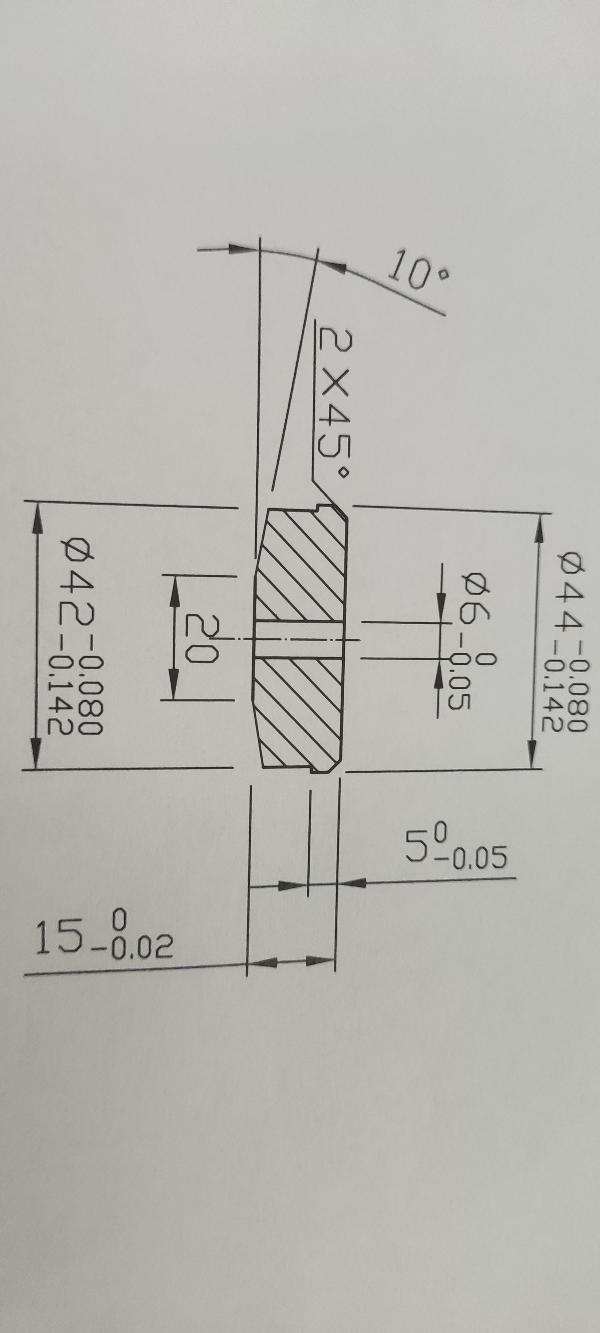
如圖,中心孔現在標注的是6mm,實際上我計算值是6.35,這個零件裝機后測試,先按6mm來,然后再擴孔,為了精確,可能最后需要5絲5絲的加,比如最終結果是6.33。因為我的計算值是理想值,實際只能一點點試
" Q( U) ?9 u( Z4 e2 D J- B" e
我就想問機加工怎么加工這個內孔,比如現在是6mm,下一步我讓你擴孔到6.05mm, 機加工加工工藝如何?
作者:
cangzhoumj
時間:
2025-1-2 13:00
鉸刀
作者:
UCHIHASASUKE
時間:
2025-1-2 13:13
6擴到6.05用鉸刀就可以。6.35可以上車床修正卡盤車。
! Q( h/ T. ^8 R' x9 r: F
作者:
走在大路上
時間:
2025-1-2 13:30
看材料,軟的料用插孔
作者:
閑著難受
時間:
2025-1-2 13:34
用5mm的銑刀,正常編程,操機的加刀補就可以。
作者:
尹志春
時間:
2025-1-2 14:16
不用扯這么多,不是硬料,直接鉆頭,6.35的鉆頭一打就是6.33
0 ^: r1 y3 p0 K1 K
6.05就直接用6.05的鉸刀
: C# g* L( v/ j g6 Y) j' \
6 O J4 j: s' ]" y- i: R
作者:
wtangzz147
時間:
2025-1-2 14:23
問一下你這個孔是干什么用的
作者:
wtangzz147
時間:
2025-1-2 14:27
可以考慮做好幾個零件,只是孔的直徑不同,6.05 6.1 6.15 6.2 6.25 6.3,差不多做6個吧
作者:
易錯易混
時間:
2025-1-2 16:23
我給的方案是:干不了
作者:
dtltc123
時間:
2025-1-2 16:34
看你用什么設備干唄,鏜刀,鉸刀都行啊,現在的很多精鏜直徑調節精度可以達到2微米。
作者:
張慧軍zhj
時間:
2025-1-2 16:39
你的這個中心孔做什么用的?標記這種精度?材料是什么?
& n+ E+ L S0 b8 q; Z
可以用拉床,鏜床,銑床加工。得看你真實需求了。
作者:
平凡yjr
時間:
2025-1-3 16:37
鉆孔要留余量,否則會打大了
作者:
雨落拂塵
時間:
2025-1-8 09:06
鉸刀可以,內外圓同心度好的話,可以車床修爪也可以。同心不好的話可以加工中心分鐘擴孔。甚至線切割也行,根據批量和需求合理選擇
歡迎光臨 機械社區 (http://www.ytsybjq.com/)
Powered by Discuz! X3.5