機(jī)械社區(qū)
標(biāo)題: 夾具底板的6點(diǎn)使用要素分析 [打印本頁]
作者: 一往冇前 時(shí)間: 2023-5-10 09:37
標(biāo)題: 夾具底板的6點(diǎn)使用要素分析
底板用于機(jī)床上時(shí),通過設(shè)置螺紋孔、鉸孔和槽等,可以更容易的設(shè)置與安裝夾具,一般根據(jù)加工中心工作臺(tái)的形狀制作,作用包括對(duì)工件的高度進(jìn)行調(diào)整、保護(hù)機(jī)床工作臺(tái),還能根據(jù)需要調(diào)整工件朝向,進(jìn)行多面同時(shí)加工。
( E; Q2 f/ N# f% S
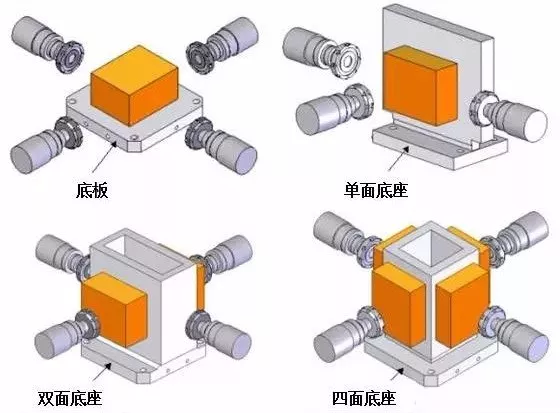
1.底板、底座的種類立式加工中心主要使用底板。臥式加工中心除了使用基礎(chǔ)底板以外還有單面底座、雙面底座和四面底座。
4 e* f( n! \* r! U& J9 D5 ^
圖1
. g5 {2 f8 V0 F; K
臥式加工中心為了對(duì)應(yīng)各種工件尺寸,還會(huì)使用六面和八面底座。圖2中工件顏色較深的橙色標(biāo)記的地方為可以加工的面。
9 S+ f/ q/ y! n) b3 N& S
圖2
7 n1 [2 @/ X9 x. r: H/ K, A8 n
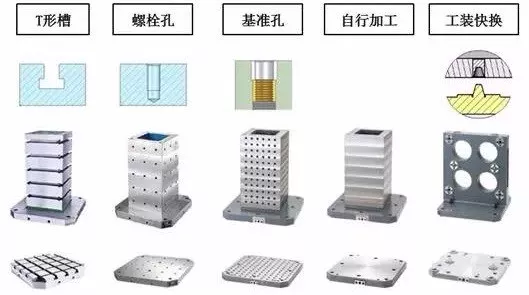
2.底板、底座安裝面的種類底板、底座夾具安裝面的安裝方式有T形槽形式、螺栓孔形式、基準(zhǔn)孔形式等。此外,實(shí)際加工使用的時(shí)候,為了盡可能完美地使加工中心精度和夾具安裝面的精度一致,還有自行加工的形式。
3 ^1 c5 r5 F( E% i& R+ G9 }
圖3 典型T形槽、螺栓孔、基準(zhǔn)孔的優(yōu)劣勢(shì)
3 W9 i- O. E) G2 [$ B5 ^
機(jī)床所在工廠的地面傾斜、多年使用后主軸的傾斜等,每臺(tái)機(jī)床都會(huì)有個(gè)體性,可以通過對(duì)夾具安裝面所持有的余料進(jìn)行加工,使之契合機(jī)床個(gè)體性,讓夾具安裝面的精度更高。還有就是可以在機(jī)床外進(jìn)行工裝、工件的拆裝形式:工裝快換。
/ r: \5 D# B, N8 J* ]
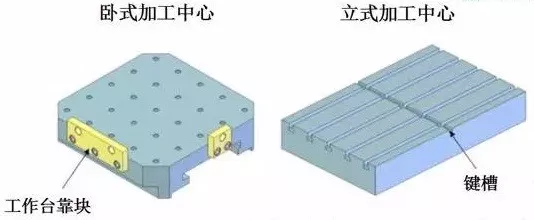
3.確定尺寸及定位方法選擇底板、底座時(shí),首先需要提前確認(rèn)尺寸及定位方式。臥式加工中心的基本尺寸為 400X400、500X500、630X630、800X800。根據(jù)機(jī)床廠家的不同,還有300X300、1000X1000 等尺寸,550X550等特殊尺寸也有機(jī)床廠家生產(chǎn)。立式加工中心的尺寸每個(gè)機(jī)床廠家都不同,沒有特殊規(guī)則規(guī)定尺寸。每個(gè)機(jī)床廠家機(jī)床的工作臺(tái)尺寸都有各自規(guī)定的尺寸,可參考機(jī)床的說明書。
9 ]5 \* _0 |) s1 F* S4 w
圖4
. ~' ?, F! J8 y: z. G. K, N* V
臥式加工中心的底板、底座定位一般使用安裝在X、Y方向的工作臺(tái)靠塊,底板、底座通過貼合工作臺(tái)靠塊從而完成定位。工作臺(tái)靠塊的位置一般設(shè)置在機(jī)床工作臺(tái)的0°和270°方位,工作臺(tái)靠塊的位置根據(jù)機(jī)床廠家的不同也有所差異。立式加工中心的工作臺(tái)的中央一般都設(shè)有鍵槽。通過鍵槽定位底板、底座的X方向,再通過T型槽定位底板、底座的Y方向。
1 r. [4 @# P! e$ M+ }1 F
但是并不是所有的T型槽都能精準(zhǔn)定位的,根據(jù)機(jī)床廠家的不同,機(jī)床擁有定位功能的T型槽一般只有1根或2根。
: {8 d3 b: {1 G$ ^" M
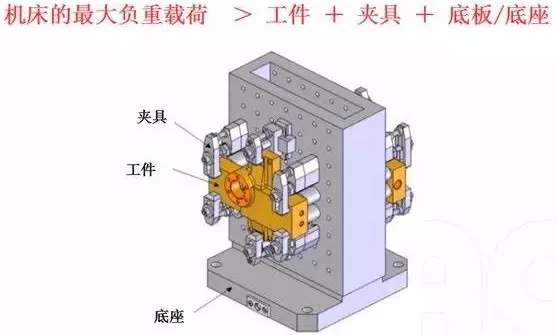
4.確認(rèn)機(jī)床最大負(fù)重載荷首先確認(rèn)機(jī)床的最大負(fù)重載荷,其次確認(rèn)工件、夾具、底板、底座的總重量,總重量絕對(duì)不能超過機(jī)床的最大負(fù)重載荷。也有設(shè)計(jì)師計(jì)算了工件和底板、底座的重量,忘記計(jì)算夾具的重量,這是絕對(duì)不能忽略不計(jì)的。
D2 I) B3 o- s# I" e G( A
圖5
* H3 a) Q# f8 z# \3 A( Z% I
如果總重量超過了機(jī)床最大負(fù)重載荷,可以選擇減少底板的厚度、減少底座安裝面的厚度或者把底座做成中空型等方法,用來減少整體的重量。
) ]: @7 ^5 K1 i. k
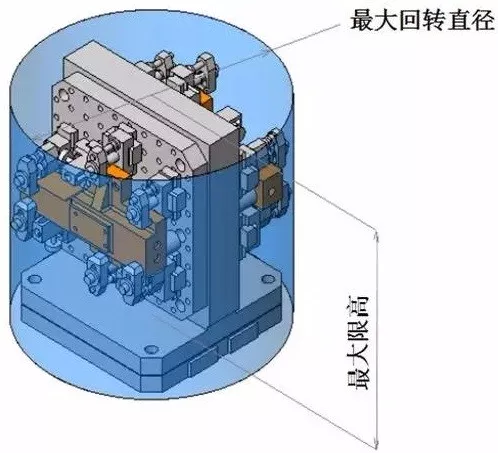
5.確認(rèn)底座高度及最大回轉(zhuǎn)直徑選擇底板、底座時(shí)機(jī)床的最高限高和最大回轉(zhuǎn)直徑必須得提前確認(rèn)。特別是臥式加工中心,最大回轉(zhuǎn)直徑是必須要確認(rèn)的事項(xiàng)。一般情況下,底座尺寸為400X400的情況時(shí),最大回轉(zhuǎn)直徑為Φ630。底座尺寸為500X500的情況時(shí),最大回轉(zhuǎn)直徑為Φ800。以上2個(gè)尺寸為較常見的尺寸,沒有明確規(guī)定一定要使用這種尺寸的底座。夾具是從上往下夾緊工件的時(shí)候,夾具頂部(下圖螺栓的頂端)必須在最大回轉(zhuǎn)直徑內(nèi)。
4 t: G/ b( v& I6 U. [
圖6
0 \1 \! S, ~4 j
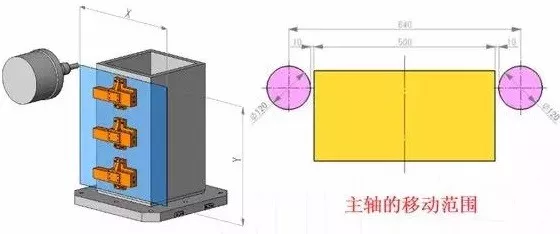
6.加工范圍、行程的確認(rèn)提前確認(rèn)機(jī)床可加工范圍(主軸的移動(dòng)范圍)是否覆蓋了工件全部所需加工的部位。特別是利用銑刀進(jìn)行加工表面的時(shí)候,退刀的時(shí)候,主軸的行程是否能使刀完全退出工件范圍,必須在設(shè)計(jì)的時(shí)候提前考慮,如果不考慮退刀的話,保證面的精度是比較困難的。銑刀退出工件時(shí),最低需要和工件保證10mm以上的距離,就是需要讓刀完全離開工件范圍。
5 \% X4 a1 i7 a5 e! ?: X
圖7
( w9 B7 r, P1 P x* k$ e
作者: 大陸架 時(shí)間: 2023-5-11 13:08
闡述的比較明了。
作者: haitong 時(shí)間: 2023-5-17 16:45
學(xué)習(xí)了,謝謝
| 歡迎光臨 機(jī)械社區(qū) (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |