機(jī)械社區(qū)
標(biāo)題: 薄壁管殼加工不變形,看看怎么做到的 [打印本頁]
作者: 一往冇前 時(shí)間: 2023-5-9 09:46
標(biāo)題: 薄壁管殼加工不變形,看看怎么做到的
高精度薄壁零件尤其是對(duì)連接產(chǎn)品的薄壁管殼工件進(jìn)行加工時(shí),消除定位、裝夾變形的技術(shù)一直困擾技術(shù)人員。一般認(rèn)為采用心軸定位夾具,分多次裝夾零件壓緊,彈性心軸定位夾緊零件,軟爪徑向夾持零件的方法較為可行。
▲ 一種心軸夾具
但由于管殼零件壁薄,尺寸精度要求高、幾何公差要求嚴(yán)格,必須要一次裝夾完成零件加工,在彈性、徑向夾持力的作用下,零件加工后會(huì)產(chǎn)生彈性變形。因此下面分享一種消除加工夾緊力變形的工裝設(shè)計(jì),能較好的解決薄壁管殼零件在加工中所受的夾緊力變形問題。
一、薄壁管殼零件介紹
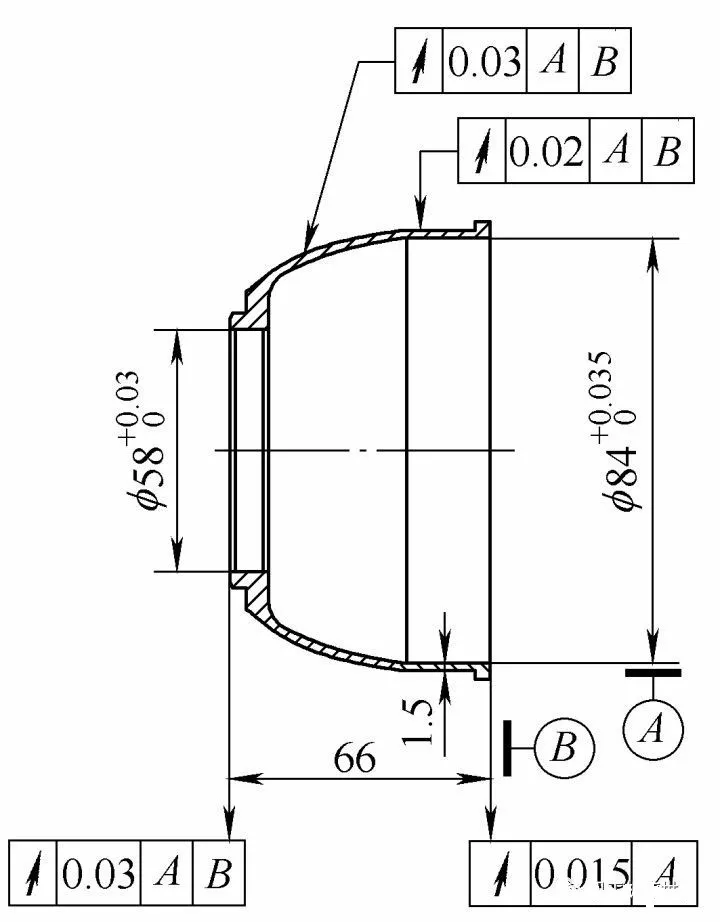
7 T; k! c/ y2 I" O. \3 @薄壁管殼零件成件如圖1所示。形狀為橢圓曲線形,小端孔φ58H7,大端孔直徑84H7,壁厚1.5mm,零件幾何公差精度對(duì)基準(zhǔn)孔端面要求高。
圖1 薄壁管殼零件
二、加工難點(diǎn)分析
5 \$ K2 O/ X" [5 V5 ~; y+ X零件壁厚1.5mm,剛性差,薄壁管殼零件的直徑與長度之比=D/L≥10,零件加工時(shí)在主切削力的作用下,受到刀具的徑向擠壓產(chǎn)生彈性變形。根據(jù)零件的尺寸精度要求,需要一次加工完成,才能達(dá)到技術(shù)要求,但是受到零件結(jié)構(gòu)限制,零件在裝夾定位時(shí)若采用:
(1)分道加工,先加工外圓圓柱面,壓圓柱面再加工曲線面,則存在二次裝夾,達(dá)不到零件幾何公差要求。
(2)若采用軟爪夾持孔或其它部位,零件在受到徑向夾緊力產(chǎn)生彈性變形。
(3)如采用彈性心軸內(nèi)脹孔,由于零件剛性差、壁薄,在彈性夾緊力作用下,零件也會(huì)產(chǎn)生彈性變形。
三、夾具設(shè)計(jì)原理
1 b- w2 Q0 `2 e; u根據(jù)管殼薄壁零件的結(jié)構(gòu)形狀,采用端面壓緊、雙壓板壓緊形式,保證零件加工的尺寸及幾何公差要求。夾具如圖2所示,零件在莫氏心軸上定中心、端面定位,通過換壓板夾緊一次完成零件外圓、孔端面加工。夾具采用軸向壓緊方式對(duì)零件不產(chǎn)生徑向壓力,克服徑向力對(duì)零件的變形。
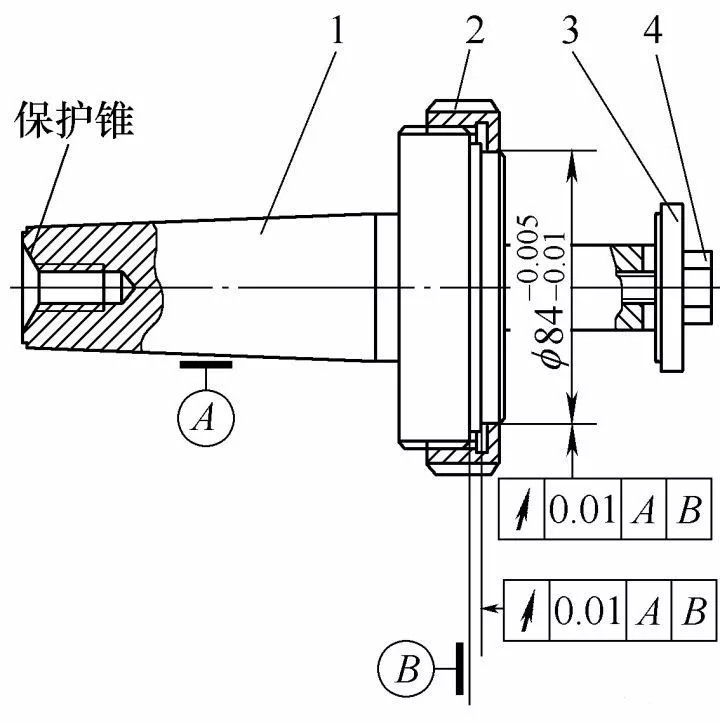
圖2 薄壁管殼零件夾具
1.莫氏錐體心軸 2.壓緊螺母 3.壓板 4.六角頭螺栓
四、夾具設(shè)計(jì)分析; B: y" N b4 {8 I- S+ j
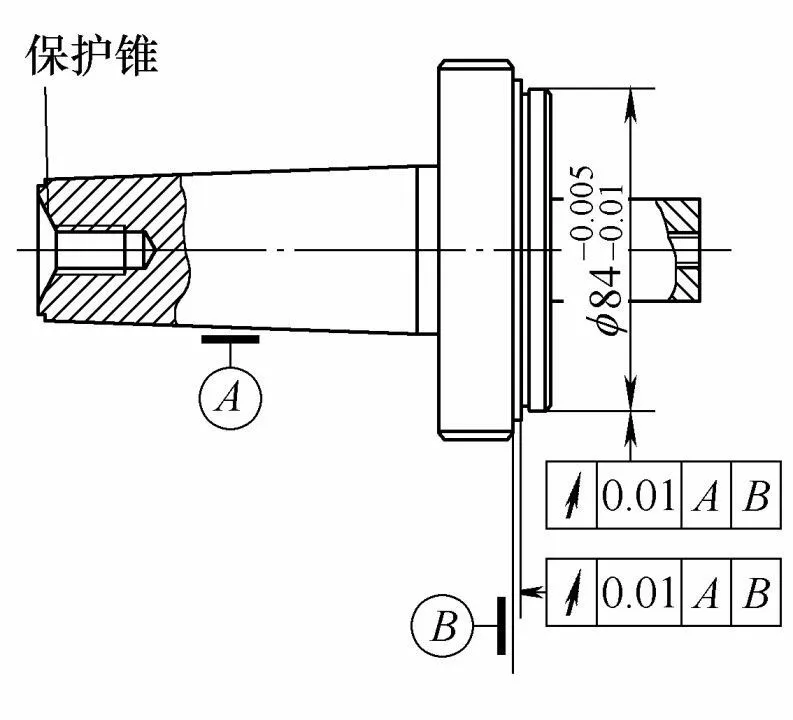
(1)莫氏定位心軸(圖3)為夾具的主體部分,與機(jī)床主軸內(nèi)孔由錐體配合,通過配合間隙的微量校正,使夾具與機(jī)床主軸回轉(zhuǎn)中心一致,而零件在莫氏夾具體上定位,根據(jù)定位誤差的計(jì)算得出零件在莫氏定心軸上定位間隙,判斷可以滿足零件的加工要求。
圖3 莫氏定位心軸
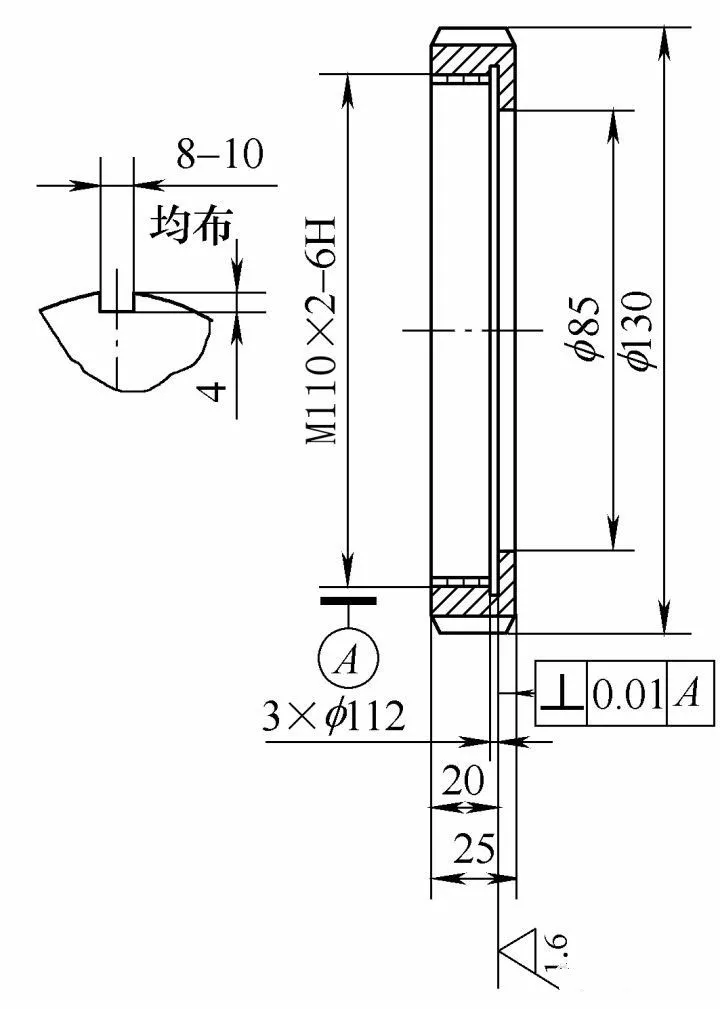
(2)壓緊螺母(圖4)將薄壁管殼零件與夾具體連接,薄壁管殼零件在氏定位心軸上定位后,轉(zhuǎn)動(dòng)壓緊螺母,壓緊螺紋內(nèi)端面壓在薄壁管殼零件外圓臺(tái)階面上,并將薄壁管殼零件端面軸向壓緊,此時(shí),夾緊力的方向沿軸向方向,消除了主切削力加工時(shí)引起的加工震動(dòng),零件完成夾緊后,加工薄壁管殼零件φ58H7小端孔及端面,由于是軸向夾緊,消除了徑向夾緊力產(chǎn)生的薄壁管殼零件加工后回彈變形。
圖4 壓緊螺母
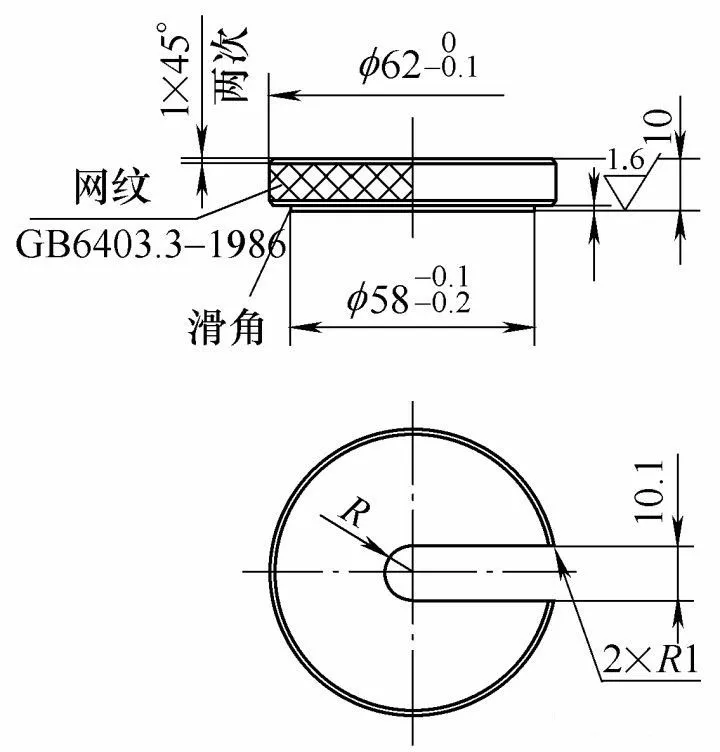
(3)壓板(圖5)為壓緊薄壁管殼零件端面部分,當(dāng)完成薄壁管殼零件φ58H7孔及端面加工后,停機(jī),零件不動(dòng)更換壓板,使薄壁管殼零件φ58H7孔端面受軸向端面夾緊力,完成零件二次壓緊,壓緊后,通過壓緊螺母的8-10mm扳手槽將壓緊螺母快速卸下。
圖5 壓板
薄壁管殼零件在第二次軸向端面壓緊時(shí),壓緊螺母未卸下,此時(shí)維持薄壁管殼零件第一次加工狀態(tài),第二次軸向端面壓緊后,再卸下第一次壓緊的螺母,完成薄壁管殼零件的外形加工,消除了徑向夾緊變形及切削震動(dòng),保證了薄壁管殼零件外圓等尺寸加工精度及幾何公差要求。
為了防止機(jī)床在高速運(yùn)轉(zhuǎn)時(shí)壓板脫離壓緊面,在壓板設(shè)計(jì)時(shí),考慮在壓板前端壓緊面上設(shè)計(jì)1個(gè)φ58mm深1mm的臺(tái)階圓,壓緊時(shí)臺(tái)階圓伸進(jìn)薄壁管殼φ58H7孔里間隙配合。同時(shí)為了快速壓緊、卸下壓板,在壓板上設(shè)計(jì)有10.1mm尺寸的開口槽,使得稍松動(dòng)六角頭螺栓,便可卸下或裝夾壓板。
結(jié)語
5 O# T4 y9 G' ~. c工裝經(jīng)過薄壁管殼零件的加工,效果良好,尤其是運(yùn)用薄壁管殼零件自身的結(jié)構(gòu),采用雙壓板形式,使薄壁管殼零件在加工中自始至終不受徑向及軸向夾緊力,消除了薄壁管殼零件因夾具夾緊力引起的變形,保證了薄壁管殼零件的尺寸精度及幾何公差的技術(shù)要求,解決了薄壁類零件產(chǎn)品加工難點(diǎn),這個(gè)工裝的設(shè)計(jì)思路也可以推廣到其它連接或薄壁零件的加工使用。
作者: 328Feng_328 時(shí)間: 2023-5-9 09:58
看看
作者: frinkpu 時(shí)間: 2023-7-31 21:50
好工藝
作者: 蘇州新和 時(shí)間: 2023-8-28 14:14
84的內(nèi)圓不加工是吧
作者: 就想學(xué)習(xí)學(xué)習(xí) 時(shí)間: 2023-8-29 10:19
本帖最后由 就想學(xué)習(xí)學(xué)習(xí) 于 2023-8-29 11:03 編輯 " e; C, J7 o) [ @) }
5 ^1 _6 U% Z+ \4 s+ g% p& t- I
想請(qǐng)教一下:1、84內(nèi)孔與端面是事先加工好的對(duì)吧?我可以認(rèn)為加工84內(nèi)孔與端面時(shí)壁還比較厚,84內(nèi)孔與端面的尺寸精度也容易得到保證是吧?7 B3 y7 }. w: u4 O& f
2、這個(gè)工件的材料是什么?鋼件嗎?
1 z- p# s* A: _* m, `5 j4 V- V2 k7 M3、84內(nèi)孔與工裝的裝配間隙理論上最大也有4.5個(gè)絲了,這外輪廓的跳動(dòng)是有可能超差的,請(qǐng)問是默認(rèn)了工裝84外圓與工件84內(nèi)孔在加工時(shí)在公差范圍內(nèi)往余量多的方向做,還是說廢品率你們能接受?如果不考慮其他因素單按幾何概型算也有十四分之一的廢品率了,當(dāng)然實(shí)際計(jì)算用正態(tài)分布可能可靠些,條件不足我就懶得算了。
0 s5 C; C" f$ Q4、壓板的壓緊力有要求不?
+ B! p- v6 F+ B$ s* v; U( `1 k
| 歡迎光臨 機(jī)械社區(qū) (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |