機械社區
標題: 不同加工情形下該如何配置支撐器? [打印本頁]
作者: 一往冇前 時間: 2023-4-28 09:11
標題: 不同加工情形下該如何配置支撐器?
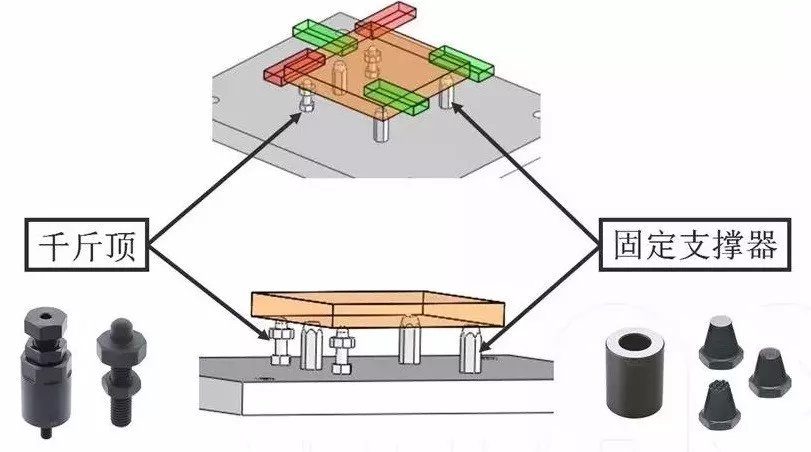
支撐器可以根據工件位置的升高相應的墊高工件,以進行貫穿孔及工件側面的加工。例如第一工序的時候,高度方向(Z軸方向)不需要精準定位的時候,選擇千斤頂這種可調高度的支撐器是比較合適的。第二工序開始,定位面已經完成加工,那么通過使用上下面進行過研磨加工過的支撐器,可以準確定位高度方向(Z軸方向)。
1 u! q: g3 k! C& {
+ l6 `* m9 n5 ~) G7 j1 ]
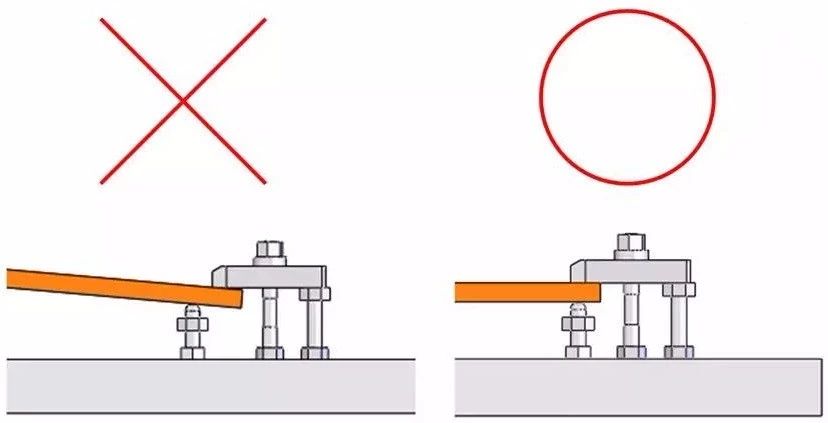
支撐器的三點配置3點配置支撐器是支撐最基本的理念。如果使用3點支撐工件平衡情況較差或者支撐強度不夠時,可以使用多點支撐,第4點支撐起的支撐器需要配置可調節式的支撐器。這被稱之為3點原則,是從“一條直線上的3個點決定一個面”這個原則衍生而來的。4個點中,3個點 能決定一個面,所以總共可以決定4個面,但是不管定,第4點在同一平面內是相當困難的。
5 C4 t3 [% o" q# i% [
+ d1 |3 @* L' I% I
例如使用4個固定高度的支撐器時,只有某處的3個點能接觸到工件,余下的第4點沒有接觸到工件的可能性還是很大的。
6 Y6 k3 A; c4 h: R r
所以,配置支撐器時,一般都以3個點為基準,并且盡可能增加此3點之間的距離。第 4個支撐點開始,使用可調節式的千斤頂類的支撐器。
3 g/ S& \5 \6 @4 G* E
▲ 輔助支撐
) S9 w9 q' g3 |2 ?
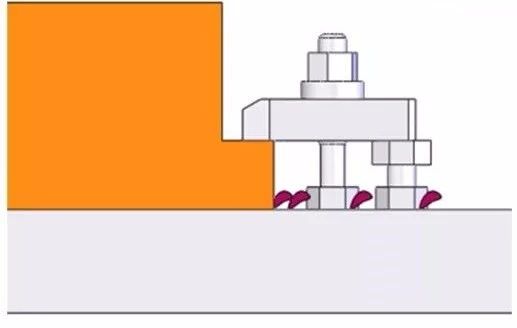
通過使用輔助支撐產品替代千斤頂,支撐面通過彈簧力上頂并接觸工件,再通過輔助支撐本體側面的螺栓固定芯軸,可以確認支撐面與工件接觸。
4 e2 v6 n( Z3 c* h9 x+ q; B0 h
支撐器與夾緊器的位置關系
2 Y; e7 o' a) R! K在配置支撐器的同時,也需要同時考慮到夾緊器的位置。在夾緊器夾緊工件是的力(夾緊力)的延長線上配置支撐器,可以最大程度避免工件發生變形。
2 |: V$ R: c! L
▲ 支撐器與夾緊器
0 _( z2 }9 v8 `. B- r7 v
如果工件形狀不規則,無論如何都不能在建盡力的延長線上配置支撐器的情況時,那就必須控制夾緊力(例如使用扭矩扳手控制扭矩等)。
* I8 } s9 j4 {, f% {7 ~
在支撐加工過面的情況時
9 \ z- p" h( I1 P( n* H在前一道工序的時候,就已經加工過面,并使用這個面進行支撐時,有2種考慮方法。
* w& ]3 D% k3 o/ P& A) v
①以面接觸進行支撐。
利用墊高塊或者板,對加工件整個加工面進行支撐。這種使用方式的優勢在于:加工面整個被支撐面覆蓋,加工精度更加穩定,工件也能在更穩定的情況下被加工。
5 Z% X, k* V g6 }/ d
但這種使用方式的劣勢在于:工件加工完,進行下一個工件的換裝作業時,需要使用氣槍進行打掃的面積增加,操作性變差。另外,這樣的支撐方式會導致工件上的貫通孔加工變得極為麻煩甚至是無法加工。
+ {+ Q, W) N+ K0 H7 D
▲ 以整個面支撐
7 ^0 }$ [$ i; @( q0 ]
②利用支撐器進行支撐。
. w; @) n$ D. [0 c1 j+ s4 D; e0 K
例如下圖所示,利用圓柱型的支撐器進行支撐,在墊高工件同時支撐住工件。這種使用方式的優勢在于:工件加工完,進行下一個工件的換裝作業時,需要使用氣槍進行打掃的面積減少,操作輕松。并且可以進行貫通孔的加工。
% l; f8 w1 V5 q+ q& u1 f( ?7 L {
但這種使用方式的劣勢在于:工件前工序加工完的面和支撐面接觸的面積較小,導致整體加工的穩定性略微降低。
: F5 f+ I9 A/ f6 x( O+ s
▲ 用支撐器支撐
4 z" x6 |! r) u ~6 ?
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |