機械社區
標題: 徑向裝夾改軸向���,油泵蓋加工的難題解決了嗎 [打印本頁]
作者: 一往冇前 時間: 2023-4-11 13:28
標題: 徑向裝夾改軸向�����,油泵蓋加工的難題解決了嗎
薄型油壓缸與一般的油缸一樣都是以油液作為工作介質�����,通過密封容積的變化來傳遞運動���,通過油液內部的壓力來傳遞動力���。但其體積小���,比一般油缸較節省安裝空間���,實現機械的輕薄短小的要求����,且防漏效果更佳���、使用壽命更長��,使之應用越來越廣泛�,尤其是在數控機床和塑料成型領域更受青睞��。
0 f. E+ t; x: F: _# ]) I
每種形式的油缸均根據不同的使用配備要求具有不同的規格型號。而油泵蓋是組成薄型油壓缸的關鍵主要零件之一。
" e# h% H! g% M- e9 G) }9 g
4 n+ U! J1 n }/ C W" ]
圖1 油泵蓋效果圖
( Z! g% `% D& {
油泵蓋也隨著缸體的規格型號的不同有不同尺寸規格���,其由碟型蓋與推出、拉入油孔通油槽路通過鑄造組成,其主要作用是與工作軸配合并對油缸進行進出密封。
; H2 R% b6 W/ X6 F
為此���,下文將介紹其中一種規格油泵蓋零件的機械加工過程,并設計一套適合該類薄型而又結構復雜的零件加工專用夾具。
, E x8 d4 @: }+ e" t! y
油泵蓋零件形狀結構分析該油泵蓋零件三維立體效果如圖1所示���,零件圖如圖2所示,圖1為油泵蓋的正面與背面。
$ Q/ a: f1 u4 H. O
6 F4 T5 E5 |' U. Q! S8 \圖2 油泵蓋零件圖
h; k1 L0 Q. M9 z
零件坯料為鑄件,有鑄出孔,材料是鑄鋼(ZG45)��,由以上兩圖可知�����,該零件形狀結構較為復雜��,且蓋壁結構厚度較薄,主要由碟型蓋結構與推出、拉入油孔通油槽路結構組成����,該零件主要工作配合面為正面����,零件坯料外徑∅60mm���,碟型蓋厚度為2.5mm����,坯料總厚度為14.9mm。
6 Y% B, x. |* ]$ P0 S8 g6 w
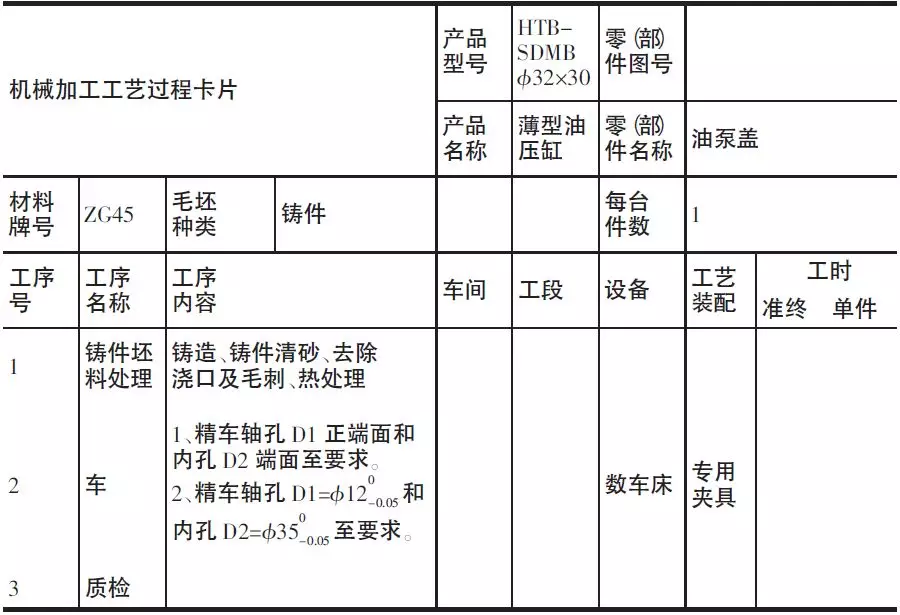
根據該零件的使用要求及技術要求,鑄件坯料本身已達到半精加工的精度(約達8級)�����,其主要的加工表面為軸孔D1=∅120-0.05與其正端面����、正面內孔D2=∅350-0.05與其端面�;其余結構及表面如∅60外圓及端面、一些圓弧槽�、凹槽等結構以及背面結構等可通過坯料處理工序進行�。鑒于主要的加工表面的加工要求�,可通過車削工序進行零件的精加工,可采用精鏜方法���,但要解決裝夾問題。
) l6 @3 d( ~" ^' k3 k. y
油泵蓋零件加工方案的擬定
. R! i/ ]8 ]' W: V鑒于以上零件形狀結構分析的情況����,擬定油泵蓋零件加工方案����,主要的加工過程如下:
! s8 y' t# X* d M6 [
5 M0 M" s% X! h
表1 油泵蓋機械加工工藝過程表
, B9 b# v8 [% T& s* N0 ]
本文就著重來講講工藝裝配中專用夾具的設計與應用。
* p5 u; Z' @1 n7 Y0 ]5 q
油泵蓋加工專用夾具設計分析/ \6 h. s% J: l) [
1���、專用夾具組成
& f& |. z8 ?. L, m& X6 \+ b. _
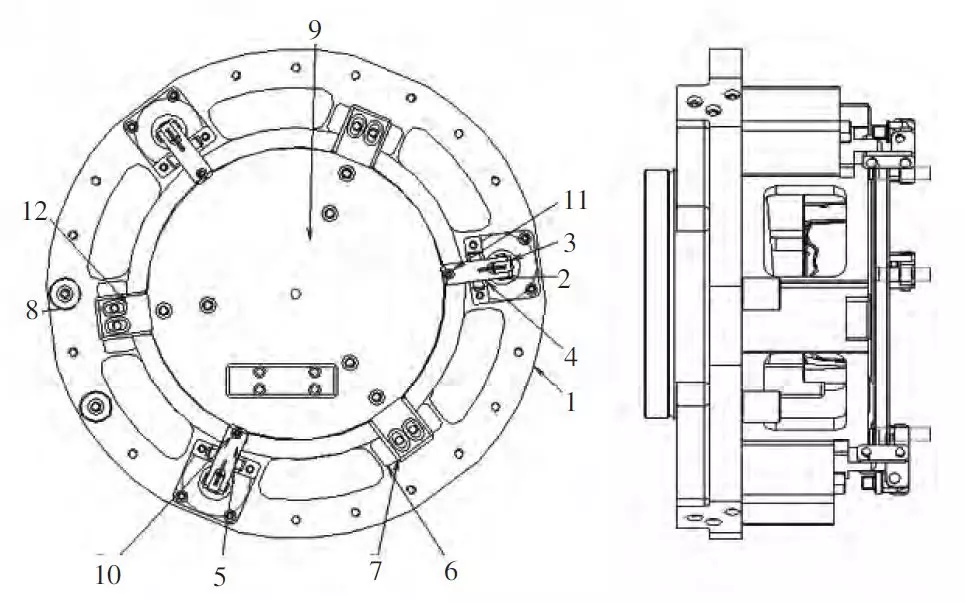
該專用夾具的結構組成如圖3、4所示����,該夾具主要由主軸過度法蘭��、粗固定座、連接法蘭���、分油軸、調節塊、銅壓頭、定位滑塊�、定位座�、支承頭����、鉸鏈座、連接桿、壓塊、面板等零件組成。
! n% |5 ]3 N; E& J1 {3 _! }+ |
9 G+ C3 W% R" y! m# p) s, T, W
圖3 夾具三維效果圖
, w- c; _4 r1 n2 q4 _
) a2 o6 ^- a4 }5 o. e% \/ g
圖4 夾具總裝圖
8 X* Z! B9 f H9 L Y
1.面板 2.銅壓頭 3.連接桿 4.鉸鏈座 5.壓塊 6.定位座 7.定位滑塊 8.調節塊 9.連接法蘭(蓋板) 10.銅壓頭 11.支承頭 12.粗固定座
; @: [9 z+ @; C' G& N
2、各組成件的設計與其在夾具中的功能作用
: }3 ]! K4 ^/ w' E1 O/ x0 E+ s
(1)定位元件設計分析:該夾具通過把三個支承頭(圖4中11)與三個定位滑塊(圖4中7)裝配在粗固定座(圖4中13)上�,工件定位時由六個定位支承點�����,有效提高工件在加工中的剛度���,使零件在加工中不易變形�����,同時由于支承頭與定位滑塊均可調整���,可適合不同粗糙度的定位面的定位�,擴大了其適用范圍����。其中三個定位滑塊起主要定位作用,裝配在定位座上�;三個支承頭與定位滑塊均勻相間裝配在粗定位座上����,為提高零件加工剛度起輔助支承作用��;定位座圓周均布與粗定位座燒焊后整體加工所得���。
$ k9 A+ T' @: P } r, y
(2)夾緊裝置設計分析:該夾具的夾緊裝置主要由立柱�、鉸鏈座(圖4中4)����、連接桿(圖4中3)、壓塊(圖4中5)及銅壓頭(圖4中2)組成����,該夾緊裝置利用杠桿原理�,使銅壓頭施加夾緊力���,且夾緊力的作用方向為垂直工件定位接觸面����,這樣不僅達到減少預緊力效果���,同時使裝夾工件更為方便快捷��。
1 G7 B$ A+ ?3 _+ V& L% z
(3)夾具體設計分析:夾具體由面板(圖4中1)���、連接法蘭(圖4中9)���、主軸過渡法蘭(圖4中12)����、分油軸等組成,通過主軸過渡法蘭一面連接車床主軸����,另一面連接面板���,面板與蓋板的內孔裝配分油軸���,再與粗固定座連接��。
1 k1 Q5 B; H3 ~9 [
3、夾具的裝夾效果
, A5 _4 k5 w6 x* m# {* J# O1 s/ ]6 ]
該夾具采用三個圓周均布的支承頭及三個圓周均布的定位滑塊進行定位���,定位精度準確、充分�����,能有效均勻分布地承受軸向載荷����,提高零件加工剛度���;且通過由原來通用夾具的徑向裝夾改變為軸向裝夾����,有效防止在加工中因夾緊力而產生變形,同時具有可調性�,對定位面粗糙不均都可適用����,并且利用杠桿原理夾緊���,裝夾工件省力���、方便�����、可靠����,對于類似于上文中的薄型而又結構復雜的零件的裝夾加工大大提高了加工效率����,該零件裝夾結果如圖5所示。該夾具不僅適用于車床�,稍作改動后也可適用于磨床�、銑床等通用機床�����。
+ ?$ Q% i. Y) b. c' d3 l: E! e7 _8 M
5 G9 e: c9 v- u# I
圖5 零件裝夾效果圖
: ?! @: Q. [1 G' _! S O8 C- Z
. Q a7 ?/ W5 @# o
作者: 東北制造 時間: 2023-4-11 14:50
5 S3 p o, A1 h1 V% n(๑•̀ㅂ•́)و✧: S* V1 {8 Y$ v! f6 P6 U/ h
感謝分享!
) s: S7 Z) C; i! c2 s4 y
1 G, x. ]/ i3 U* {) s/ l. m
作者: lgc9900 時間: 2023-4-11 16:12
建議發給瓦特大仙
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |