機(jī)械社區(qū)
標(biāo)題: 自動(dòng)化必備要素:刀具監(jiān)視系統(tǒng)、夾具檢測(cè)機(jī)構(gòu) [打印本頁(yè)]
作者: 一往冇前 時(shí)間: 2023-3-29 09:31
標(biāo)題: 自動(dòng)化必備要素:刀具監(jiān)視系統(tǒng)、夾具檢測(cè)機(jī)構(gòu)
隨著部件功能和精度要求進(jìn)一步提高,自動(dòng)化綜合性加工任務(wù)要求機(jī)床設(shè)備能力也要得到不斷地改進(jìn),以此實(shí)現(xiàn)更好的可靠性。對(duì)此,僅依靠對(duì)機(jī)械性能的優(yōu)化已經(jīng)不能滿(mǎn)足要求,停機(jī)時(shí)間、設(shè)備故障率、殘次品成本和測(cè)量與檢驗(yàn)等各項(xiàng)費(fèi)用均成為了企業(yè)關(guān)注的焦點(diǎn)。
; p9 J" I8 @3 h" i: n
刀具監(jiān)視系統(tǒng)的應(yīng)用分析機(jī)床的基礎(chǔ)性能決定了產(chǎn)線的基本配置,然而實(shí)際的加工效果則需要刀具來(lái)保證。在主軸與刀柄之間哪怕存在著極微小的異物,也會(huì)造成銑鏜刀具裝卡不準(zhǔn)確,導(dǎo)致次品率上升和停機(jī)事故頻發(fā),傳感器輔助的監(jiān)視系統(tǒng)可以有效阻止此類(lèi)事故的發(fā)生。
( G# a" U0 @ A
以傳動(dòng)機(jī)構(gòu)部件為例,此類(lèi)部件必須實(shí)現(xiàn)高精度加工,以達(dá)到高效運(yùn)行并確保最大的安全性能。但是,一旦切屑和廢料等異物進(jìn)入到加工接觸面,銑床的精度就會(huì)喪失殆盡。異物將會(huì)在接觸面上沉積下來(lái),并在各接觸面之間生成一條縫隙。
) i7 T% j' |9 M, d1 O
▲汽車(chē)傳動(dòng)部件
在以復(fù)合加工工藝和聯(lián)合機(jī)床為特征的批量加工汽車(chē)產(chǎn)品部件時(shí),單臺(tái)設(shè)備和流程均可對(duì)整條生產(chǎn)流水線的加工過(guò)程和質(zhì)量產(chǎn)生影響。因裝夾精度不足而造成的機(jī)床加工誤差往往要到下一道質(zhì)量控制環(huán)節(jié)時(shí)才能被發(fā)現(xiàn)。除了產(chǎn)生殘次品部件之外,這樣的事件還會(huì)導(dǎo)致單臺(tái)設(shè)備或整條生產(chǎn)線的停機(jī)。同時(shí),查找和排除故障、識(shí)別工件和重新運(yùn)行所需跟蹤時(shí)間都會(huì)產(chǎn)生額外的費(fèi)用。
& t" x/ d$ z5 e3 I4 Y8 l
▲監(jiān)視系統(tǒng)被集成到刀具主軸上,由此該電子組件可以在旋轉(zhuǎn)的主軸上自行工作
2 c- q% s( o( y! q- Y6 E
1、通過(guò)采用監(jiān)視系統(tǒng)來(lái)規(guī)避誤差
% W0 e6 ]; y6 S
在切削加工過(guò)程中避免殘次品和停機(jī)事故的辦法是對(duì)機(jī)床設(shè)備的特征進(jìn)行狀態(tài)監(jiān)視。其目標(biāo)便是對(duì)誤差進(jìn)行早期識(shí)別,對(duì)可能造成的損傷進(jìn)行規(guī)避,并采取整治措施。對(duì)此還可采用基于動(dòng)壓測(cè)定原理的成熟的系統(tǒng)。在更換刀具之后,可以對(duì)壓縮空氣吹洗通道的壓力進(jìn)行求值。如果在刀具和刀柄之間出現(xiàn)間隙的話(huà),壓力就會(huì)隨著間隙的加大而降低。通過(guò)這種原理,可以對(duì)大于30 μm的間隙進(jìn)行測(cè)定。
$ a, g# y6 I1 e* k( }$ M; J6 p
由于部件的精度在提高,高精度傳感器可以起到很好的輔助作用。它可以對(duì)刀具狀態(tài)進(jìn)行連續(xù)監(jiān)視。這種測(cè)量技術(shù)可以以微米級(jí)的精度對(duì)刀具的位移進(jìn)行測(cè)定,記錄偏差數(shù)值并及時(shí)發(fā)出報(bào)警信號(hào),以免制造出有誤差的部件。
3 y' \- I) K( b
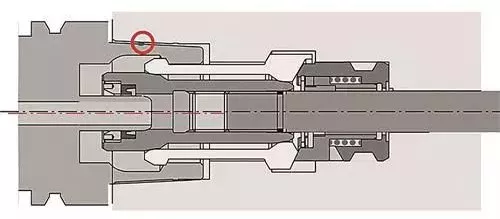
▲高精度傳感系統(tǒng)的構(gòu)造
' I9 C8 b+ h# r ~! y: [3 q
帶有空心錐桿(HSK)的刀柄在裝夾時(shí)的定位和可重復(fù)精度取決于主軸與刀柄接觸面的貼合程度和貼合精度,這也是為何刀具連接處對(duì)異物非常敏感的原因。切屑主要是在更換刀具時(shí)被帶入,但在刀具庫(kù)里,接觸面也會(huì)受到污染。例如冷卻潤(rùn)滑劑的殘余物凝固之后便會(huì)在刀柄接觸面上形成一個(gè)污物膜。事實(shí)上,在刀具更換過(guò)程中可以采取空氣吹洗作業(yè)。
2 @% U0 P) J1 p
: e' l: |. R3 D
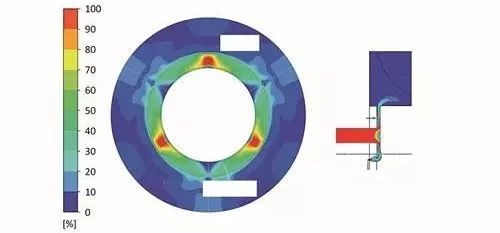
▲吹氣清潔:接觸面上的不同氣流速度分布導(dǎo)致不均勻的清潔效果
; b1 J; R! f7 a% G
▲異物進(jìn)入會(huì)導(dǎo)致刀具傾覆、軸位移
( l+ s6 B4 @1 k7 }
在加工質(zhì)量方面,決定性因素在于異物對(duì)刀具位置和刀具中心點(diǎn)(TCP)位置的影響。根據(jù)異物的不同尺寸、形狀和位置,在刀具接觸點(diǎn)上會(huì)產(chǎn)生某種同圓度誤差,而原因可能在于刀具發(fā)生傾斜或發(fā)生軸位移,以TCP在接觸面上產(chǎn)生可測(cè)量間隙和相應(yīng)位移的方式表現(xiàn)出來(lái),因此可以利用這個(gè)結(jié)論來(lái)對(duì)監(jiān)視刀具在接觸面上的測(cè)距傳感元件進(jìn)行最佳布置。
- u9 q# K3 I# j5 @% w% p$ V& j& M C
夾具檢測(cè)機(jī)構(gòu)的應(yīng)用示例1 f9 E* T& Z* _
以前對(duì)夾具的要求可能只是定位精確、夾緊穩(wěn)定,但隨著產(chǎn)業(yè)升級(jí),自動(dòng)化、智能制造等趨勢(shì)其實(shí)也從側(cè)面對(duì)夾具提出了新的要求,必須要與機(jī)床進(jìn)行信號(hào)交互,包括工件到位檢測(cè),加緊檢測(cè),位置漂移檢測(cè),工件識(shí)別等。在此我們從一些常見(jiàn)的元件舉例分析。
& X+ n% S; d, f$ ~6 A4 h. K# t
1、氣檢定心機(jī)構(gòu)
定心機(jī)構(gòu)在面對(duì)鋁合金件等輕型零件、或者外徑較小的零件時(shí),可以代替常規(guī)銷(xiāo)/卡盤(pán)等部件,較為精準(zhǔn)的應(yīng)用。定心機(jī)構(gòu)用于自動(dòng)線時(shí)也需要加上檢測(cè)功能,將氣檢的開(kāi)關(guān)閥集成到三點(diǎn)定心機(jī)構(gòu),在輪轂加工的自動(dòng)線夾具中使用效果良好。
8 X" @" a( @: {$ F6 X) v
/ c) j! N @) V+ p
$ C! D% H1 c( O* t
2、氣檢的內(nèi)外徑夾具
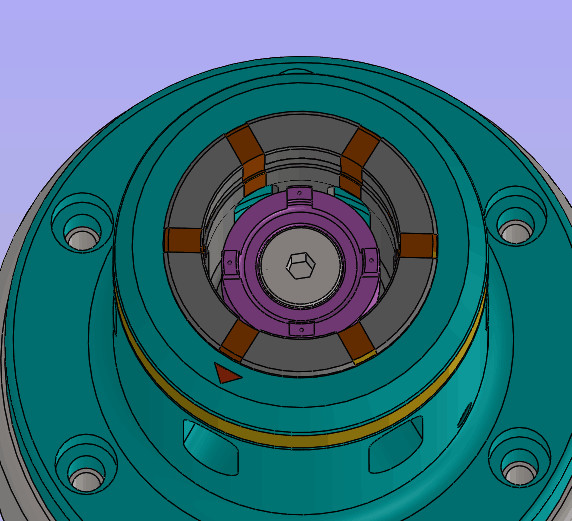
▲外徑夾具結(jié)構(gòu)
# F2 L4 ?$ k; x1 w
外徑夾具動(dòng)作說(shuō)明:工件以耳形對(duì)應(yīng)指示點(diǎn)放入后,以底面靠山(紫色標(biāo)注)作為基準(zhǔn),夾套邊夾緊邊和工件一起后移,從而使定位面更好的貼合基準(zhǔn)面。
7 ~3 l6 C; v$ S& N/ |! e
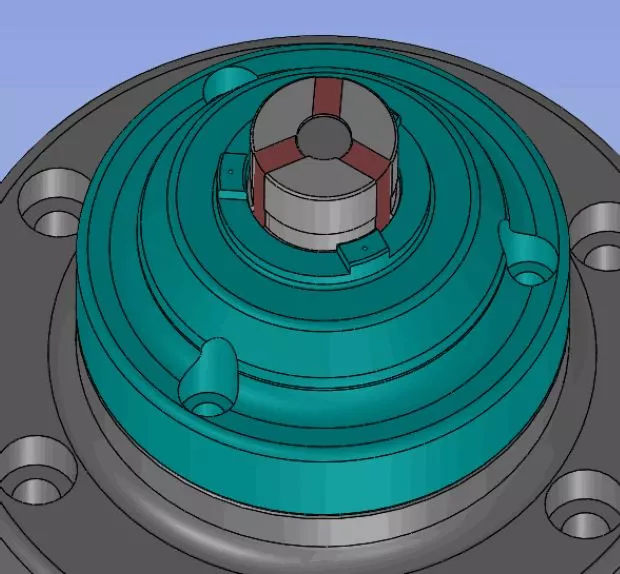
▲內(nèi)漲式夾具結(jié)構(gòu)
7 c7 U6 F1 A. h% x2 B: {! z' z
內(nèi)漲夾具動(dòng)作說(shuō)明:工件放入后,以底面靠山(藍(lán)色標(biāo)注)作為基準(zhǔn),漲套邊漲緊,邊和工件一起后移,從而使定位面更好的貼合基準(zhǔn)面。
8 ^4 D$ [8 n# H' s7 X7 g( _
以上兩種后拉式心軸氣檢夾具如下特點(diǎn):漲套邊漲緊邊和工件后移可以糾正工件放置的一些偏差;在一定尺寸范圍內(nèi),更換同類(lèi)型產(chǎn)品,只需更換基礎(chǔ)件及漲套即可,減少因產(chǎn)品更換原因產(chǎn)生的時(shí)間以及經(jīng)濟(jì)成本。設(shè)置檢測(cè)氣孔,在有積屑以及其他導(dǎo)致未貼近基準(zhǔn)面的狀況下,報(bào)警停機(jī),防止精度超差產(chǎn)品產(chǎn)生;配備氣密檢測(cè)功能,如果工件安裝時(shí)工件軸線和主軸軸線偏離,氣體會(huì)溢出觸發(fā)壓力檢測(cè)器,送出信號(hào)到機(jī)床控制系統(tǒng),并可以產(chǎn)生提示信號(hào)強(qiáng)制機(jī)床停機(jī),起到了自動(dòng)化防錯(cuò)作用。
+ h7 F( i8 c$ N1 p( I3 s2 ^
以上應(yīng)用及案例中可以看出,刀具使用監(jiān)視系統(tǒng)后能夠精確的反映實(shí)時(shí)的夾持狀態(tài),避免未及時(shí)發(fā)現(xiàn)的加工誤差;夾具配合使用氣密檢測(cè)以后可以隨時(shí)實(shí)時(shí)檢測(cè)工件定位的精準(zhǔn)性,排除雜屑和異物進(jìn)入導(dǎo)致的工件報(bào)廢。因此刀具監(jiān)視系統(tǒng)、夾具檢測(cè)系統(tǒng)是穩(wěn)定性生產(chǎn)的重要支撐,也是自動(dòng)化的必備要素。
5 \6 k/ t* r; {( [
| 歡迎光臨 機(jī)械社區(qū) (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |