機械社區
標題: 縮短工件裝夾時間的標準夾具思路 [打印本頁]
作者: 一往冇前 時間: 2022-11-16 15:11
標題: 縮短工件裝夾時間的標準夾具思路
批量生產時,可采用一些快速和簡易夾具來縮短工件的裝夾時間,從而提高勞動生產率。本文從生產實際出發,提出縮短工件裝夾時間的兩種有效途徑,同時進行分析和研究。
3 [0 n; ^1 I6 Z6 F" b1 Q
一、多工件夾持的夾具思路在加工成批件時, 為了提高生產率, 常將多個工件夾緊在一個夾具上。多工件夾緊方法很多: 如速桿聯動桔構、彈性夾緊桔構、塑料夾具等。但是這些結構都有一定的缺點。下面介紹幾種多件夾緊用的夾具思路,經測試效果較好。現將這幾種夾具思路介紹如下:
) Q5 F" }2 n7 N) ]6 }
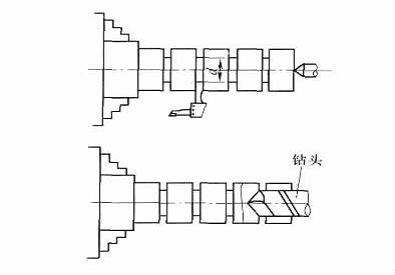
圖1 所示為蝸桿多件裝夾加工。工件長度較短,且內孔與兩端面都已精加工。多個工件利用心軸同時裝夾,心軸一端在三爪自定心卡盤中夾持,另一端用尾座頂尖頂住,這樣減少了裝夾時間,也減少了工件測量時間,另外還減少了切入和切出時間,提高了勞動生產率。
: n6 F3 s* |- i; { v' K
圖 1
" I+ N( p, q& G* q# t6 v
圖2所示為套圈多件加工。用棒料加工直徑較小的套圈,可以先車外圓,并按套圈長度車槽,槽底直徑略小于鉆頭直徑,然后用鉆頭鉆孔。當鉆孔至一定深度時,套圈就脫落并套在鉆頭上,去毛刺后即可以完成加工。
1 ^& ]/ g$ R5 M/ W/ v6 r+ v
圖2
1 W% }& U8 r) W L
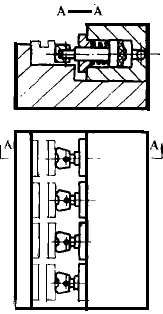
圖3 所示是卡爪統槽夾具, 用活塞直接夾緊工件。當工件位置允許時, 可以用一個活塞壓緊一個工勺件。若位置較小, 可以用一個活塞壓緊兩個工件。這種夾緊方法簡單, 夾緊力小, 適用于很小件的夾緊。
0 { C$ y9 _% ?5 l9 b
圖3 直接夾緊
3 u) ~% t2 I# L
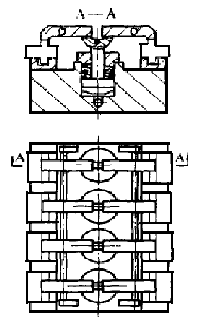
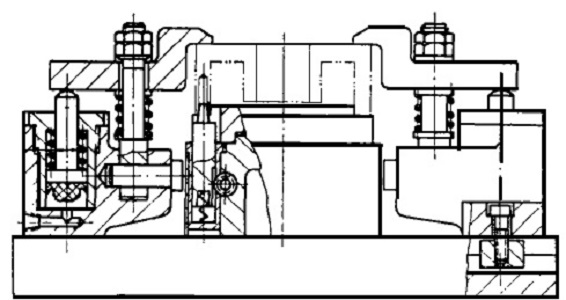
杠桿式壓板夾緊如圖4所示。圖4是卡爪座銑頂面夾具通過活塞同時頂推兩塊杠桿式壓板對兩個左右分布的工件進行夾緊。此夾具適用于在雙頭銑床上使用, 兩排零件同時加工由于杠桿的增力作用, 夾緊力較大。
7 G3 S5 Y9 y& G+ ?' p
圖4 杠桿式壓板夾緊
- X$ i" p% V" m. n
由于高壓油缸很小巧, 因此可將油缸和壓板組成一個整體, 成為移動式通用壓板, 如圖5 所示。這類壓板可在機床工作臺上來回移動壓板高低可通過螺釘調節。這類壓板使用靈活,調整方便, 可在任意位置夾緊工件,適用于中型或大型工件。多個壓板壓緊, 無論是在成批生產或單件生產都很適用。
$ \( J8 O, V s8 p6 _
圖5 移動式壓板
[% f H! \$ L% ^; _+ S
二、不停機的夾具思路 D+ G' Y& u, R7 N
當工件加工完畢時,不必停車,只要退出回轉頂尖,工件即可被取下,并裝上下一件工件。由于不用停車,減少了輔助時間,效率大大提高。
: ]4 P7 \9 D+ t; j& J1 v
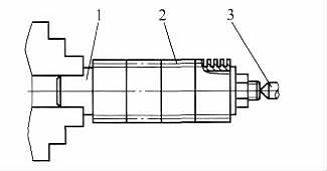
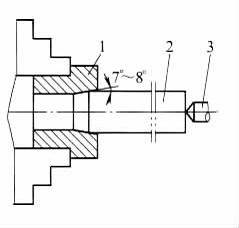
圖6 所示為簡易不停機夾頭。車削時,工件左端靠帶有錐孔的夾頭 帶動,另一端用回轉頂尖頂住。由于頂尖的軸向推力,使錐孔和工件左端的摩擦力加大,而產生自鎖。軸向推力越大,自鎖性越好,工件夾得越牢固。當工件加工完畢時,不必停車,只要退出回轉頂尖,工件便可以自動落下。
0 o+ o2 |% e6 w" K
圖6 簡易不停機夾頭
; Q0 l% f6 M8 N/ E z1 \
1.夾頭 2.工件 3.回轉頂尖
0 B k+ t" X0 b: J; T9 |9 B r
過去由于生產批量較小.一直采用普通車床配合三爪自動定心卡盤來加工。隨著生產批量和產品質量的要求不斷提高。通用的裝備已經不能滿足生產的需要。
' O& A' v. D- Z
主要存在的問題是:
& y( g% i2 G7 q0 _3 H2 O
1)、生產效率低
2)、上卸工件工人勞動強度大
3)、頻繁停車啟動造成電機壽命大大降低,常常出現燒電機事故,嚴重影響生產,增加產品成本。
% C& u& V& {7 u* {
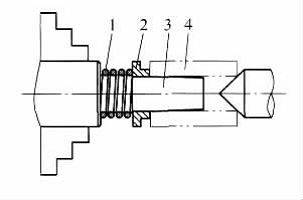
圖7 不停機彈簧夾具
; s _8 l7 H6 X0 h- j# R; t
1-彈簧 2-墊圈 3-定位心軸 4-工件
& a2 r3 J+ i) [' n& s- Y
具體使用效果:
+ x' I3 Z+ M- O" {1 e
1:由于可以不停車裝卸,產量大大提高,達到了高效、省力的效果。
2:投入使用后減少電機燒損等設備故障.工作時設備電機溫度下降,使用半年內沒有發生過燒電機事故。
3:加工產品保障了圖紙要求,同時保證了產品質量的提高。
4:夾頭可以更換不同直徑的彈簧套筒,用于加工不同規格的同類產品,通用性好,應用比較廣泛。
7 o/ F/ Z5 Q6 q, K: p8 K5 j
作者: 劉濤123 時間: 2022-11-16 15:26
謝謝分享
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |