機(jī)械社區(qū)
標(biāo)題: 曲軸連桿頸車(chē)削及液壓自動(dòng)夾具技術(shù) [打印本頁(yè)]
作者: 一往冇前 時(shí)間: 2022-11-3 09:25
標(biāo)題: 曲軸連桿頸車(chē)削及液壓自動(dòng)夾具技術(shù)
前 言
) m8 r4 p! M: @9 J4 s% z
本文通過(guò)對(duì)汽車(chē)發(fā)動(dòng)機(jī)曲軸連桿頸車(chē)削加工工藝的分析,探索出一種適合高效高精度自動(dòng)定心夾緊的新型液壓夾具的設(shè)計(jì)思路。通過(guò)對(duì)曲軸的偏心定位夾持結(jié)構(gòu)以及動(dòng)平衡設(shè)計(jì),保證了安全性和可靠性,并將其應(yīng)用在曲軸生產(chǎn)線上,為推動(dòng)汽車(chē)零部件的質(zhì)量和數(shù)量的快速提升發(fā)揮其應(yīng)有的作用。
1 O& n7 t$ S* s2 n7 q
一、曲軸連桿在車(chē)削工藝中的問(wèn)題曲軸是內(nèi)燃機(jī)最難加工的核心零件之一,作為大批量生產(chǎn)的汽車(chē)曲軸由于受到成本、效益的制約,在設(shè)計(jì)、材料和加工方面都經(jīng)歷了相當(dāng)大的演變,隨著人們注重環(huán)保、改進(jìn)性能以及降低制造成本的要求日益增高,這種演變過(guò)程還將繼續(xù)下去。曲軸的某個(gè)軸頸或連桿頸,其幾何形狀是一個(gè)短圓柱體,車(chē)削加工無(wú)疑是最傳統(tǒng)、經(jīng)濟(jì)且簡(jiǎn)單可靠的工藝手段。曲軸主軸頸及連桿頸車(chē)削工藝在曲軸加工制造歷史上曾經(jīng)占據(jù)了半個(gè)多世紀(jì)的時(shí)間,軸頸的車(chē)削工藝目前仍被廣泛采用。
2 j9 w+ \# c+ }3 l, E/ t( L
' _# i9 I' E6 n; _/ _
但是,如果用于連桿頸加工,偏離回轉(zhuǎn)中心的夾持位置以及因此而產(chǎn)生的動(dòng)平衡問(wèn)題使曲軸車(chē)削自動(dòng)夾具的設(shè)計(jì)變的非常困難,目前采用的手動(dòng)夾具不僅費(fèi)時(shí)費(fèi)力而且存在較大的不安全因素,難以實(shí)現(xiàn)自動(dòng)化生產(chǎn)方式。隨著數(shù)控技術(shù)的發(fā)展,當(dāng)代的數(shù)控車(chē)床在車(chē)削精度、轉(zhuǎn)速、自動(dòng)控制和安全可靠性各方面均發(fā)生了巨大的變化,雙主軸同步驅(qū)動(dòng)、圓盤(pán)式轉(zhuǎn)位刀塔的配備充分滿足了曲軸車(chē)削工藝的需要,只要能成功地解決曲軸自動(dòng)定位、夾緊的問(wèn)題,消除離心力所產(chǎn)生的不安全因素,曲軸車(chē)削工藝無(wú)疑將成為具有多方面優(yōu)越性和高性?xún)r(jià)比的工藝方法。
9 A5 d% w$ G; X% \
二、傳統(tǒng)工藝方案分析% a5 m( f4 }$ t: Q7 |5 L1 M
! _) ^" r6 }$ |' e8 V
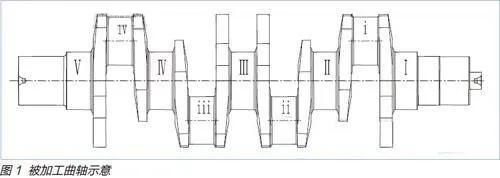
如圖1所示曲軸中的編號(hào)Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ依次為第一主軸頸、第二主軸頸、第五主軸頸;編號(hào)i、ii、iii、iv依次為第一連桿頸、第二連桿頸、第四連桿頸,該圖零件為四拐曲軸(也叫“四缸曲軸”)。
. v w: G1 }% ^8 o
一般被加工零件為四拐曲軸或六拐曲軸,在生產(chǎn)線上要求按不同部位的連桿頸加工分序分別配備設(shè)備。以四拐曲軸為例,一臺(tái)機(jī)床在一次裝夾中專(zhuān)門(mén)加工i、iv連桿頸(i、iv連桿頸同軸),徑向定位夾緊用Ⅰ、Ⅴ主軸頸,夾具體懸伸長(zhǎng)度較短;另一臺(tái)機(jī)床在一次裝夾中專(zhuān)門(mén)加工ii、iii連桿頸(ii、iii連桿頸同軸),徑向定位夾緊用Ⅱ、Ⅳ主軸頸,夾具體懸伸長(zhǎng)度較長(zhǎng)。也就是說(shuō),一套夾具不能同時(shí)加工同一根曲軸的全部連桿頸,這樣要求的目的是曲軸的被加工連桿頸靠近被夾緊定位的相應(yīng)主軸頸處,有利于保證精度,同時(shí)可以提高效率,適應(yīng)專(zhuān)業(yè)化生產(chǎn)。
: D* t, h7 `' {" R) G% Y S% O
三、曲軸連桿夾具設(shè)計(jì)思路介紹' t' k& S+ C+ z7 e2 N) a
該夾具其主要功能是在曲軸連桿頸車(chē)削機(jī)床中對(duì)曲軸進(jìn)行自動(dòng)定位和夾緊。應(yīng)用時(shí),該夾具與機(jī)床主軸連接,成對(duì)同步使用,故該機(jī)床是雙主軸箱同步數(shù)控車(chē)床。機(jī)床主軸回轉(zhuǎn)中心與被加工連桿頸軸線同軸。
! H2 R2 g z! b7 d5 v$ F6 z5 r
工件的定位分三個(gè)方面,即徑向定位、軸向定位和角向定位。徑向定位及夾緊部位是曲軸工件的主軸頸,屬于偏心夾緊,夾緊后主軸頸軸線偏離機(jī)床主軸回轉(zhuǎn)中心的距離等于曲軸工件的半沖程(即曲軸連桿頸中心到曲軸主軸頸的中心距離),即:徑向定位要保證被加工曲軸的連桿頸處于車(chē)床主軸的回轉(zhuǎn)中心上;軸向定位一端為固定擋鐵,另一端為設(shè)在右?jiàn)A具軸向上的液壓油缸;角向定位可分為兩種,當(dāng)工件輻板上有側(cè)定位面時(shí)定位結(jié)構(gòu)可設(shè)在本夾具上,如果工件輻板無(wú)側(cè)定位面,則定位結(jié)構(gòu)可設(shè)在機(jī)床的獨(dú)立裝置上。
4 \0 F$ D) I. @; G) H
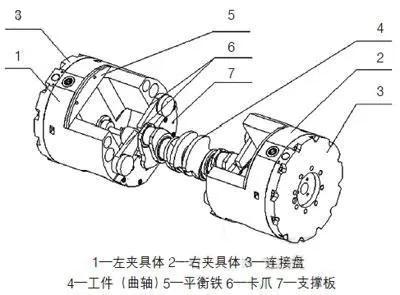
工件的定位、夾持如圖2所示,左右?jiàn)A具分別與機(jī)床的左右主軸箱的主軸凸緣盤(pán)同心相連。這樣,將工件上的其中一對(duì)連桿頸使之與主軸回轉(zhuǎn)中心一致,即可實(shí)現(xiàn)對(duì)該連桿頸的高速車(chē)削加工。
8 E0 F# ]7 e1 ?, ?3 {' @ [
3 M" g3 @$ W# U% y& m* d3 ^% t
四、曲軸連桿夾具結(jié)構(gòu)介紹
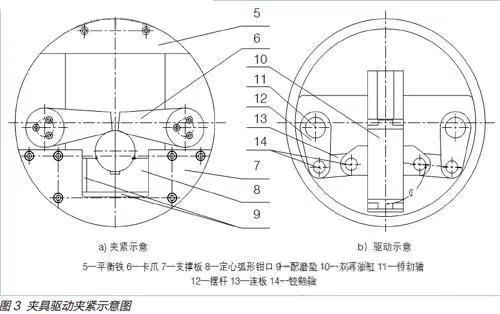
; t S2 d/ ]# y" v! L8 D設(shè)計(jì)上,左右?jiàn)A具結(jié)構(gòu)基本相同。因機(jī)床主軸高速旋轉(zhuǎn)時(shí),曲軸會(huì)產(chǎn)生很大的離心力,所以需要有足夠的夾緊力保證曲軸連桿頸車(chē)削加工時(shí)的安全可靠。該夾具的關(guān)鍵結(jié)構(gòu)使用的是液壓驅(qū)動(dòng)的擺桿卡爪機(jī)構(gòu)(見(jiàn)圖3 a、b),該結(jié)構(gòu)通過(guò)采用鉸鏈增力機(jī)構(gòu)的方式來(lái)滿足這一要求。圖3b中的件10、11、12、13和14,以液壓驅(qū)動(dòng)油缸體或活塞桿往復(fù)運(yùn)動(dòng)并將作用力通過(guò)與之相連結(jié)的連板、擺桿轉(zhuǎn)變?yōu)閭鲃?dòng)軸的轉(zhuǎn)動(dòng),當(dāng)連板與活塞桿軸線的夾角α臨近90°時(shí),液壓油缸的推力轉(zhuǎn)變?yōu)橐粋€(gè)被增大的轉(zhuǎn)矩傳遞至傳動(dòng)軸和卡爪,進(jìn)一步實(shí)現(xiàn)對(duì)工件的可靠夾緊。
8 s. h. O9 v' C# `
液壓油路是通過(guò)旋轉(zhuǎn)接頭配通油路驅(qū)動(dòng)內(nèi)部油缸及連桿實(shí)現(xiàn)動(dòng)作過(guò)程,采用液壓旋轉(zhuǎn)接頭是因夾具及其油缸10隨機(jī)床主軸作回轉(zhuǎn)運(yùn)動(dòng)之故。左、右?jiàn)A具的驅(qū)動(dòng)油缸采用同一套液壓閥控制。
7 Y! b5 ?- I8 i
在夾具柔性設(shè)計(jì)上,通過(guò)更換定心弧形鉗口8以及調(diào)整件卡爪6和傳動(dòng)軸11之間的角度,來(lái)實(shí)現(xiàn)適應(yīng)不同規(guī)格工件的調(diào)整。
4 J ?2 V4 D1 _ H6 P/ q
. T9 F4 z% h" `2 G; N) s
五、曲軸連桿夾具的特點(diǎn)
9 e) ~& J s Y+ r影響可靠性的因素有強(qiáng)度、剛度、夾緊力、定位結(jié)構(gòu)、油路以及平衡等。
& ~" v" {6 d% Y! J( {
該夾具的強(qiáng)度、剛度是綜合考慮的。通過(guò)對(duì)主體結(jié)構(gòu)的安排及其組件的材料選擇、關(guān)鍵截面確定以及工藝措施的確定,權(quán)衡利弊,并對(duì)薄弱環(huán)節(jié)進(jìn)行校核。夾緊力通過(guò)液壓回路、增力機(jī)構(gòu)和傳動(dòng)結(jié)構(gòu)來(lái)保證。
+ @5 h% t6 h: J, ~2 E3 G5 [
定位結(jié)構(gòu)分徑向定位、軸向定位、角向定位。徑向定位由周邊形狀呈矩形,上邊呈弧形的定心弧形鉗口8實(shí)現(xiàn),以保證被加工曲軸的連桿頸處于車(chē)床主軸的回轉(zhuǎn)中心上;軸向定位為設(shè)在右?jiàn)A具軸向上的液壓油缸實(shí)現(xiàn)的;角向定位設(shè)在機(jī)床的獨(dú)立裝置上。
F4 C$ t3 r$ [. { a
油路是通過(guò)旋轉(zhuǎn)接頭配油的,左右?jiàn)A具的徑向夾緊油缸共用一套液壓閥控制。
4 _) `% `' K: M
動(dòng)平衡是針對(duì)不同的工件加工的適應(yīng)性而考慮的,采用更換平衡鐵的措施得以實(shí)現(xiàn)。根據(jù)一定批量的不同規(guī)格的工件的平均質(zhì)量,預(yù)先配好相應(yīng)的平衡鐵,以便在生產(chǎn)線上更換工件時(shí)更加快速方便操作(見(jiàn)圖1中平衡鐵5)。
3 p& v& J+ |6 V5 N
2 W( \7 O' J8 I) ]# r
結(jié)語(yǔ)
5 A$ U: b1 y9 ^0 c: H# o) O- l5 q
; w: Q1 f% d0 t3 B) o' g: Z" e
3 B* K9 m) [8 N2 l1 u4 K1 A# D本套自動(dòng)夾具應(yīng)用在曲軸連桿頸加工專(zhuān)用數(shù)控車(chē)床上,是一種可對(duì)曲軸實(shí)現(xiàn)自動(dòng)定位夾緊的機(jī)構(gòu),其主要包括內(nèi)置油缸結(jié)構(gòu)、鉸鏈增力結(jié)構(gòu)以及自動(dòng)定位夾緊結(jié)構(gòu)等。其特征在于機(jī)床液壓驅(qū)動(dòng)內(nèi)置油缸并將液壓油缸的往復(fù)運(yùn)動(dòng)轉(zhuǎn)化為卡爪的夾緊動(dòng)作,提供足夠的夾緊力。在提高機(jī)床安全可靠性及降低工人勞動(dòng)強(qiáng)度的同時(shí),亦可使曲軸連桿頸車(chē)床設(shè)備滿足曲軸自動(dòng)化生產(chǎn)線的需求。
' z4 J5 o2 G- j
作者: 276582945 時(shí)間: 2022-11-3 11:12
單說(shuō)那個(gè)V型夾緊的定心效果穩(wěn)定性就不高吧?
作者: sfcp 時(shí)間: 2022-11-3 11:41
現(xiàn)在有曲軸專(zhuān)用的床子
作者: 注冊(cè)機(jī)008 時(shí)間: 2022-11-3 21:27
有能實(shí)現(xiàn)自動(dòng)調(diào)整偏心距的夾具嗎?數(shù)車(chē)用
作者: 自由農(nóng)夫 時(shí)間: 2022-11-4 20:16
可以實(shí)現(xiàn)曲軸自動(dòng)分度么?一次裝夾完成所有連桿頸加工。
| 歡迎光臨 機(jī)械社區(qū) (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |