機械社區
標題: 設計鉆夾具���、銑床���、車床夾具的三個案例 [打印本頁]
作者: 一往冇前 時間: 2022-11-1 13:56
標題: 設計鉆夾具����、銑床�、車床夾具的三個案例
這里分別有鉆床���、銑床�、車床夾具的設計案例,對杠桿臂���、葉輪等工件做了詳細的定位夾緊分析���,相信你看了一定能夠有所收獲����!
Part.1 鉆床夾具設計實例1、工件
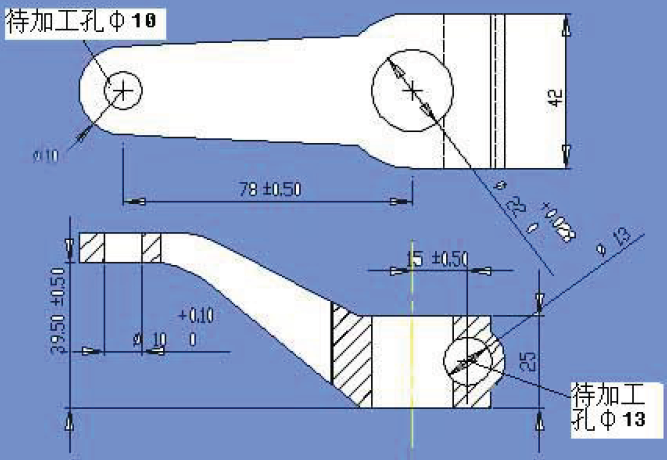
加工杠桿臂上兩個相互垂直的φ10mm和φ13mm孔�。
1 x- e R& `; K9 g: k( F7 \
圖1 杠桿臂
8 ^+ B9 L" l$ z+ z' h" T# M) z4 ]
2�、確定定位方案
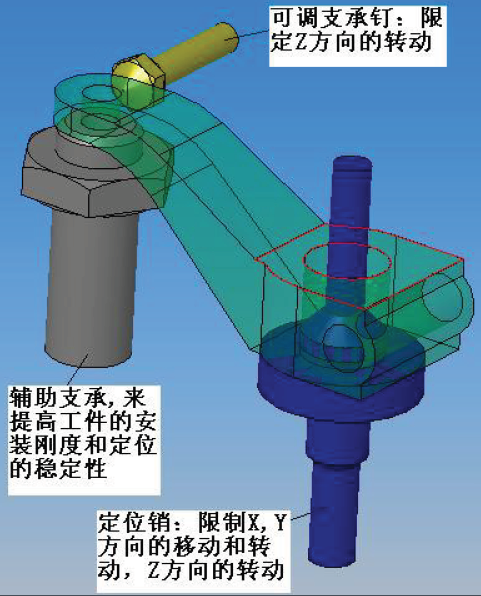
根據零件的構造����,以Φ22mm的孔為定位基準,這樣可以避免基準不重合誤差���,同時可以限定四個自由度。再用一個螺母限定零件的上下竄動的自由度和用一個支撐釘限定零件沿Φ22mm中心線轉動的自由度����,實現完全定位�。
3 |% w. c6 @' }& T: g
3����、定位元件的選擇
定位銷:插入Φ22mm的孔,用來限制X,Y方向的移動和轉動�,共四個自由度���。
可調支承釘:限定Z方向的轉動���。
輔助支承:提高工件的安裝剛度和定位的穩定性����。
% Y# `9 [6 V! }1 Y
圖2 圓柱孔定位
' q1 d) C$ f9 W* w e8 _
4、鉆模板類型選擇
選用固定式鉆模板,制造方便�、定位精度高�。
9 d* P3 ]5 H5 Y2 N# h# e& z
圖3 固定式鉆模板
( Q/ ^; ]+ T( u2 e- ~
5����、鉆模板類型選擇
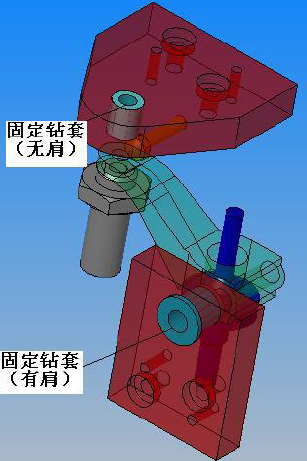
由于孔φ10mm和φ13mm����,一次鉆孔就可達到要求,因此采用固定式鉆套�。(Φ10mm選無肩����;Φ13mm選有肩)�。
+ Z. k, t1 q9 E) y# A# o
圖4 鉆套
: V- y3 t) z7 n; W
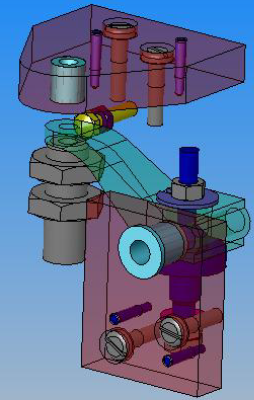
6、確定夾緊方案
根據零件的定位方案�,采用鎖緊螺母和開口墊圈來實現快速鎖緊夾緊機構����,它與一個加工面位置靠近����,增加了剛性,零件夾緊變形也小�,但對于另一個加工面較遠���,故采用輔助定位(螺旋輔助支承)元件來固定�,提高剛性���。
# m* p* o* c3 W# r6 F
圖5 夾緊三維結構圖
+ s: I' z) D: x; E' d6 D. d$ {
7�、選用夾具體
. h' D8 `# Z3 R: |. W
圖6 鑄造夾具體
9 M$ I3 |3 ~ B+ w# d% F
圖7 鉆床夾具總裝配圖
9 I4 |4 g( ~3 Q2 m; u3 \
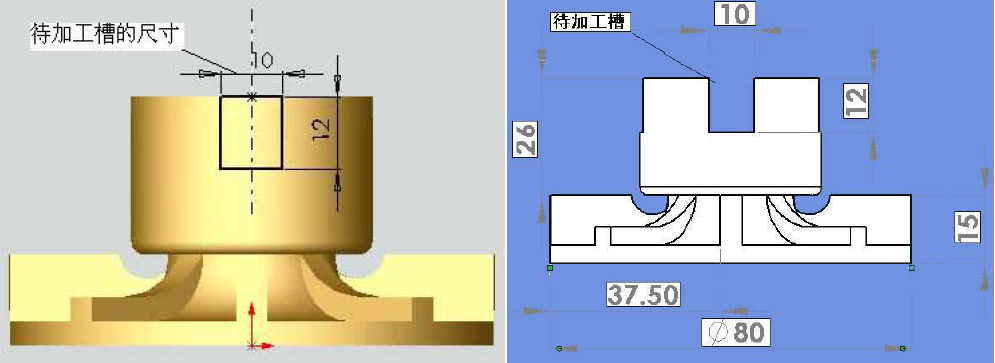
Part.2 銑床夾具設計實例1、工件
水泵葉輪���,要求設計一副銑床夾具,用在臥式銑床上加工兩條互成90°的十字槽����。
0 I) z5 J' c7 S+ [5 e
圖8 工件三維結構圖
0 h; I7 o' @) ]; ?% _' Z5 o) J
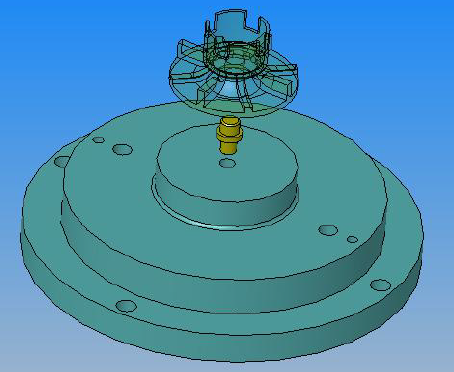
2、定位方法
工件定位時需完全限制六個方向的自由度: 沿X,Y,Z方向的水平運動以及軸向轉動�。所以定位方案為將加工過的葉輪底面放置在一個大的圓形定位盤上�,以大平面定位�,消除X,Y方向的轉動自由度和Z方向的移動自由度。用一個定位銷與葉輪上的孔相配合����,以此消除X,Y的移動自由度���。
, j6 ~2 Q k: R, R7 @
圖9
* W, p3 Q9 z+ B; u# |2 Q3 P
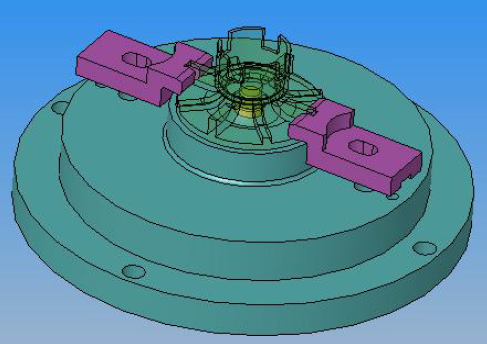
利用兩塊開槽的壓板從兩個方向卡住葉片,并將它們固定在定位盤上���,這樣就消除了Z方向的轉動自由度���。
% X; `1 P2 z. N" W b7 l
圖10
1 l0 L# G$ V, H% m$ Z( K
3���、對刀方案
加工槽的銑刀需要兩個方向對刀�,故采用直角對刀塊�,配合1mm的塞尺使用。
( r. {; I; m! m1 R$ ]; j2 T: D, x
圖11
3 f# p7 `6 ]+ e3 W% {+ g5 a( m: N
圖12對刀塊位置
( v2 G. N9 r& z3 _. `) p! R
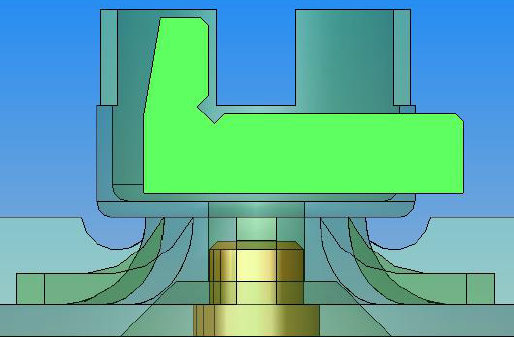
4、確定夾緊方案
工件以中心孔及底面在定位銷和定位盤的端面上定位����,并使葉輪上的葉片與壓板頭部的缺口對中����,旋轉螺母���,通過杠桿使兩塊壓板同時夾緊工件�。同時選用移動式彎曲壓板,實現快速裝拆����。
7 w7 [# p9 `. P+ ^, S( a# E
圖13
2 |5 X' m# m J i5 U
5����、分度機構設計
選用立軸式回轉分度裝置,由于工件的定位夾緊機構尺寸較大�,使用分度盤加定位銷的分度方案,盤底有四段斜槽,分度盤與定位盤之間用螺釘固定����。
7 u) V. I1 i$ V% F- S3 I
圖14
: K+ o; ^% v9 S- g
在夾具體上開一沉頭孔�,孔中放入銷套�,銷套與定位銷配合,底部有彈簧。這樣����,當分度盤轉動時�,銷始終在斜槽中運動����,每轉過90°,銷就在彈簧的作用上升至最高點,反靠夾緊�。
Z, q4 G2 Z6 ?: L
圖15
3 h) o0 b: S9 T: |# K. @, O3 N( m- a
6�、夾具體與定位鍵
為保證夾具在工作臺上安裝穩定����,按照夾具體的高寬比不大于1.25的原則確定其寬度,并在兩端設置耳座,以便固定����。定位鍵位置如圖16所示�。
5 {( [% v2 a# \5 M/ [. d9 {; d
圖16
+ b l0 R4 b1 ?
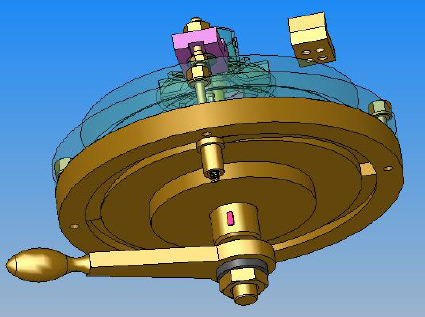
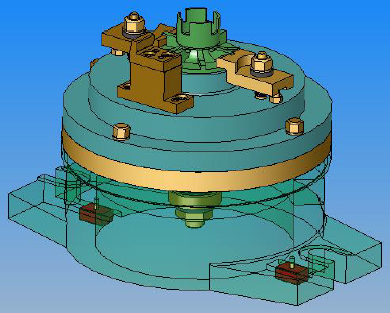
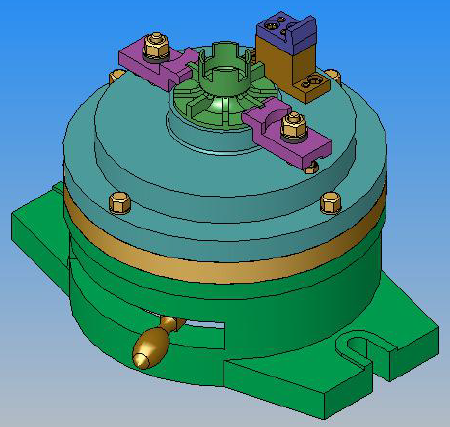
7�、銑床夾具總裝配圖
圖17 銑床夾具三維結構
3 ], q& d" b; j5 L& T6 t5 A
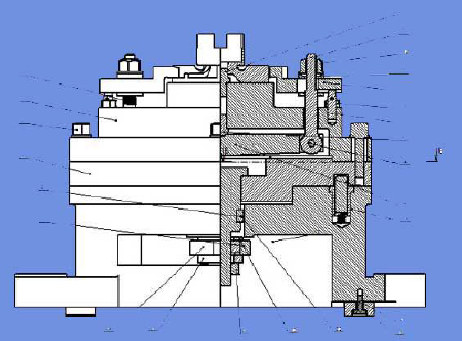
圖18 銑床夾具工程圖
1 ^5 C" B! d8 H0 F5 |" a
Part.3 車床夾具設計實例8 g9 C: [( Q8 r: p
1、工件
如圖19,需要加工φ40的孔���。
7 ^& G# J6 f! M0 ]# v
圖19
5 C% a! _+ ]+ J5 x G3 ^ k, u: ^; t
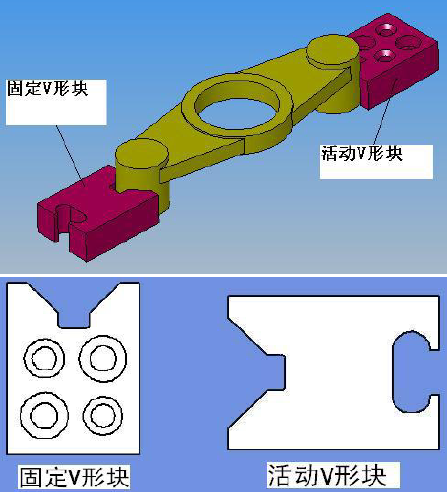
2、確定定位方案
根據尺寸和形位、精度要求,工件定位時需限制四個方向的自由度:沿X,Y方向的水平運動以及軸向轉動。固定V形塊限制X方向的移動���,Y方向的移動和轉動。活動V形塊限制X方向的轉動����。
) y5 R; D1 ^ _! m
; i J; z9 t, ?8 m* B
圖20 V形塊定位
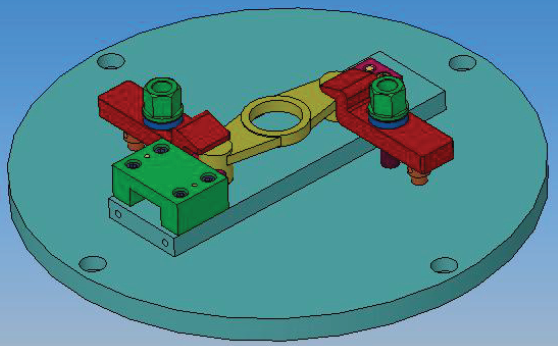
3、確定夾緊方案
根據定位方案�,采用移動壓板式螺旋夾緊機構���。
4 Y) a& R. t, U% I! W
圖21
( g$ ], o# M* F
4���、確定夾緊方案
圖22
$ i5 i1 q1 \; a8 {( d3 @
圖23 過渡盤
, [& k/ ^$ i7 R( U' l
: _; x2 j0 f& E7 Y
圖24 車床夾具裝配圖
- z; m" A( E" y! E
作者: 不是高級工程師 時間: 2022-11-1 14:15
感謝分享
作者: 期待是的 時間: 2022-11-9 09:39
這種夾具自己內部使用沒問題
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |