機械社區
標題: 產品平面度�、圓度超差問題處理總結 [打印本頁]
作者: 一往冇前 時間: 2022-11-1 09:29
標題: 產品平面度、圓度超差問題處理總結
首先先介紹一下平面度與圓度的概念:
1 F1 F0 B1 k+ u! a
平面度是指基片具有的宏觀凹凸高度相對理想平面的偏差
$ P+ w( n2 G4 W: S8 |! {
圖1 平面度
1 E0 A# R6 E: h0 i, b) i
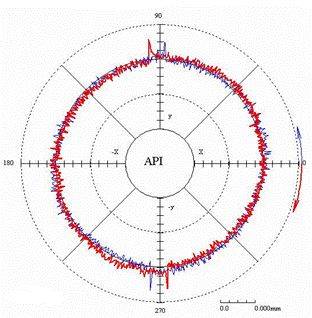
圓度是指工件的橫截面接近理論圓的程度
圖2 圓度
! g' {7 }' T/ {# s% M/ G
產品平面度、圓度超差大體由以下兩種情況所致:
- i; l0 u; S% `
一�、產品自身結構收縮性變形即產品加工完夾具不松開����,由于產品結構強度不夠�,自身產生的應力釋放����,導致的變形。
* k5 k" p( S( x7 a% B
檢測方法:
用百分表或氣動量儀�,在產品加工完畢后��,保持夾緊狀態,檢測平面度或圓度�。
若結果非常好��,則排除此種可能����。
若結果在0.02-0.03mm范圍,則此種可能成立。那么需更改工藝��,需預先開粗�,進行時效處理,自身應力釋放,而后二次裝夾精加工或與客戶溝通加強產品局部強度。
* C% U! {9 v0 a; t) k2 f
圖3 數據采集儀連接百分表測量平面度�、圓度誤差法
5 Y# U7 _: _, N3 I4 m3 }
二��、裝夾變形這種情況較為常見,即產品在裝夾時使其產生內應力,加工完畢,解除壓緊后,內應力釋放����,致使平面的平面度�,孔的圓度超差�。
; q: @0 B' S1 ?. M6 T1 n
圖4 裝夾變形產品圖
4 o' }# f1 p; d( z8 |
針對這種情況分以下6步分析排除問題:
! W2 j9 X. R# p! T2 r' q
1.檢查產品和夾具體有無干涉,細致排查產品與夾具的每一個點�,有干涉處避空即可����。
2.減小支撐點和壓點的面積�,確保壓點在支撐點面積范圍內且對正。(注:暫定支撐點圓面⌀5mm��,壓點圓面⌀3mm����;對正的方法:用印色法在產品上取到壓點和支撐點的印跡,用卡尺驗證����。)
% D4 A% B ?# ~0 P7 s+ t9 G
3.在不裝浮動定位��、定向銷的情況下,將產品放在支撐點上進行壓緊松開動作,用百分表檢測產品各部位在壓板壓緊松開時的變化量。變化量在0.02-0.03mm之間時�,視為無裝夾變形����,大大超出0.03mm的部位則為應力集中部位��,裝夾變形成立。
! c2 w& i& o1 m& _8 T( r& c% C
圖5 測量現場圖
( o* [' j; T# {7 w
針對這種情況可考慮從以下2方面解決:
(1)看壓點
壓點痕跡不均勻時�,說明壓板壓點面與產品不平行�,那么壓板在壓緊瞬間會給產品支撐點以外的分力,從而使產品產生內應力����。
措施:修正壓板壓點面����。
! _' c) w, A e- |7 p7 [
(2)看支撐點
在自然狀態下��,通過印色法取到產品上的支撐痕跡�,三個點其中一個不均勻時��,說明毛坯產品與理論高低差不一致��。
措施:同樣的測量形式下采集毛坯產品實際高低差數據而后修整支撐點高低差。
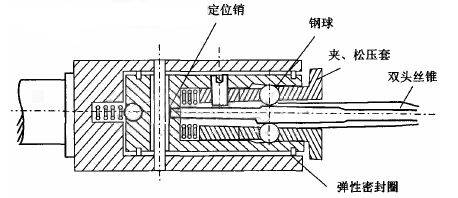
4.檢查浮動定位��、定向銷浮動量��,浮動量過大是由于各油缸動作不一致�,在壓緊瞬間出現拉扯產品現象��,致使產品產生內應力�,這時將浮動量調到0.1-0.2mm之間即可��。
5 s" B! J7 j+ l
圖6 裝有定位銷的可浮動夾具結構圖
( p4 |7 D* D( \- A) B6 O
5.當有輔助壓板時����,輔助壓板對應的支撐缸支撐頂頭需磨成平面(標配的都是弧面)且壓點與其對正����,另還需用百分表檢測壓緊時產品的變化量。正常變化量在0.01-0.02mm范圍內��,過大需要換支撐缸或在不影響加工質量的前提下將輔助壓板拆除�。
- k3 d& T# s* b4 v+ g
6.以上方法都失效時��,從刀具�,程序����;加工工藝,切削液濃度方面排查�,改善��。
" f. P% t y: d& \9 X
結 語綜上所述,解決產品平面度����,圓度超差的問題關鍵在于減小產品內應力��。
作者: 上來學習 時間: 2022-11-1 13:04
很厲害了
作者: 18137630758 時間: 2022-11-1 16:32
好東西,多謝分享
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |