機械社區
標題: 四種實用液壓輔助支撐結構輕松掌握! [打印本頁]
作者: 一往冇前 時間: 2022-10-20 09:39
標題: 四種實用液壓輔助支撐結構輕松掌握!
前 言
. U, E1 L* C& B8 W0 e. f
設計機床專用夾具過程中,經常會出現僅依靠固定支承板不能確保定位的精度要求和穩定性、切削力大到足以影響加工精度、工件剛性差及切削過程產生振動等情況。輔助支撐能夠用于增加定位穩定性,也可以用于增加工件的支承剛性或承受切削力,防止加工時受刀具切削力而變形,避免加工是發生振動,從而影響加工精度,因此在批量生產的各階段,尤其在粗加工和精加工階段得到廣泛運用。
3 W! z% G Y1 j- U, n* C5 `
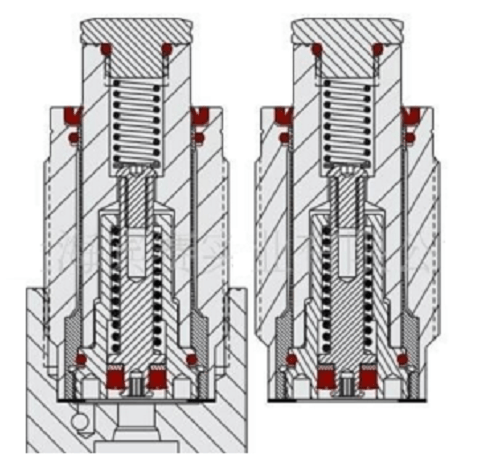
圖1 高壓輔助支撐缸結構圖
$ o5 V( Q3 W7 a" \1 X2 \
今天向大家介紹四種常見的液壓鎖緊輔助支撐結構,這四種設計方式結構實用性強,且已通過現場生產驗證,希望對各位夾具設計師有一定參考價值。
4 e7 d) w& ^# j: m _
一、設計要點輔助支撐是在工件完全定位后才與工件接觸,鎖緊后的輔助支撐對工件產生如同固定墊塊一樣的支撐作用,向活塞運動的反方向對任何壓緊力或切削力提供反作用力,在不影響三點平面定位的情況下提供額外支撐點。液壓鎖緊輔助支撐常運用在液壓夾具中,其動作迅速、輔助時間短、支撐可靠。設計時應注意以下幾點:
! R" v, d- m! ~# B5 i
①支撐力須大于1.5倍以上的切削負荷;
②如果支撐柱塞桿上升速度過快,在支撐柱塞桿接觸工件時會產生反彈并在彈回的位置被抱緊,在支撐柱塞桿與工件之間產生間隙或形成沖擊,從而導致結構失效。應使用帶單向閥的流量調整閥(進油節流),將支撐柱塞桿動作時間調整至0.5~1秒左右。
. ?! I3 T6 h% U" I0 C! D" q
二、四種有效支撐結構
0 a, z' f- C2 u; t3 H6 q5 X' X
; m3 ]0 @/ n, }" w2 r# Q+ u& {
Part1:
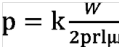
這種結構中的壓力油的壓力可按下式確定:
) |. i) ^/ Q5 Q; s' b* R: n
/ f. V4 |* L2 ]& L# L4 V! r
式中:
p為壓力油壓強;k為系數,取2~5,精加工時取小值,粗加工時取大值;
W為支撐所受的軸向力,須大于1.5倍以上的切削負荷;r為夾緊套半徑;l為夾緊套長度;μ為夾緊套與支撐柱塞桿的摩擦系數。
. y5 u& @& H3 Q2 M9 z9 y
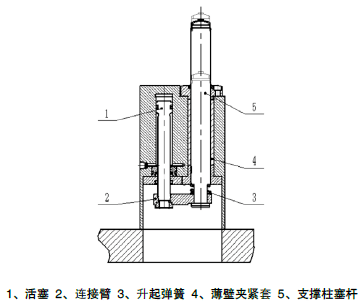
圖2
- K& |% o; t3 e- t8 k0 U
其工作原理是:當工件定位、夾緊后經系統控制從油道通入壓力油,使活塞縮回,在連接臂、升起彈簧的共同作用力下,支撐柱塞桿上升,接觸到工件。接觸后活塞仍然到行程終端為止上升,升起彈簧力的負荷施加到工件上。而后從另一油道通入壓力油,使得薄壁夾緊套鎖緊支撐柱塞桿。加工結束后,給薄壁夾緊套側泄壓,取下工件,支撐柱塞桿通過連接臂在活塞伸出作用下回位。此結構中,支撐力的大小與薄壁夾緊套側的油壓、薄壁夾緊套尺寸、變形量等有關。所以支撐是否有效可靠,薄壁夾緊套的選擇尤為重要。
' D' G: P6 E+ k
Part2:
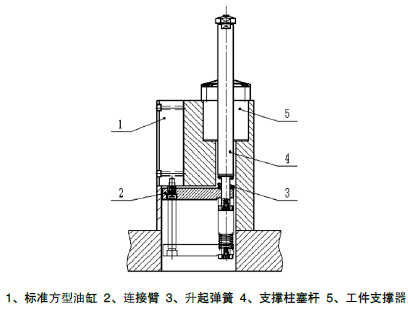
圖3
" J# H2 y0 r3 R; K8 y
其與結構1不同的最大的不同是,將薄壁套改為標準的工件支撐器,根據工件支撐力的大小選擇合適的工件支撐器規格。工作原理與結構1基本類似:當工件定位、夾緊后經系統控制從油道通入壓力油,方型油缸中的活塞縮回,在連接臂、升起彈簧的共同作用力下,支撐柱塞桿上升接觸到工件,接觸后方型油缸中的活塞繼續縮回,到行程終端為止,升起彈簧力的負荷施加到工件上,而后從另一油道通入壓力油,使得工件支撐器中錐體活塞被下壓,鋼球推動錐形套對滑柱強力鎖緊。加工結束后,先對工件支撐器泄壓,取下工件,支撐柱塞桿通過連接臂和方型油缸活塞向下回位。
, n C+ r ^0 E) }% c
Part3:
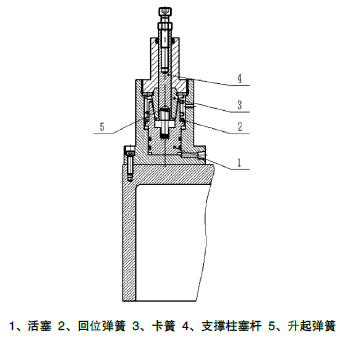
圖4
- x3 b- r" y) q' Y$ K
該結構利用標準的刀具輔件卡簧對工件進行鎖緊,與結構1、2 不同的支撐柱塞桿一直處于升起狀態,具體工作原理:工件下降,接觸到在升起彈簧力作用下上升的帽蓋,并且工件在自重的作用下到支撐面為止,下壓支撐柱塞桿,升起彈簧力的負荷施加到工件上,經系統控制從油道通入壓力油,活塞上升,卡簧對支撐柱塞桿強力鎖緊。加工結束后,先對活塞中的壓力油泄壓,在回位彈簧的作用下,活塞向下縮回,鎖緊力消失,卸下工件,在升起彈簧的作用下,支撐柱塞桿升起。
2 q" p' O! d) }( V
Part4:
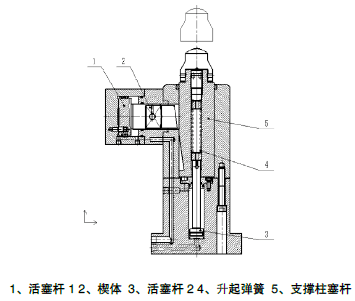
圖5
1 j' [3 X4 ]1 F# O8 ^: }3 x( h7 b
該結構利用楔體進行鎖緊,鎖緊可靠,具體工作原理:當工件定位、夾緊后經系統控制從油道通入壓力油,活塞桿2上升,在升起彈簧力的作用下支撐柱塞桿上升,接觸到工件。接觸后活塞桿2 仍然到行程終端為止上升,升起彈簧力的負荷施加到工件上。活塞桿2 行程結束后,經系統控制從另一油道通入壓力油,活塞桿1 推動楔體,使得楔體斜面與支撐柱塞桿斜面接觸,形成鎖緊。加工結束后,先對活塞桿1的壓力油泄壓,楔體與支撐柱塞桿脫離,再對活塞桿2的壓力油泄壓,卸下工件。
( S N+ ]+ A& |2 S
三、結語
+ H0 u$ K* n+ A6 ] S
% n, U; ~- F7 J3 G3 c) ~
^5 L8 b3 y) P; b% [* D# G上述四種液壓輔助支撐都具有結構緊湊,操作方便,動作迅速,使用性強等優點,其性能在實際生產中已進行驗證,能夠滿足實際的使用要求。
0 D# F2 o7 x8 R8 g( I
( N" N! `& z. H% T2 C; V j; [% T
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |