機械社區
標題: 內芯軸夾具詳解 [打印本頁]
作者: 一往冇前 時間: 2022-10-18 14:05
標題: 內芯軸夾具詳解
在對一些回轉體薄壁類零件加工時����,需要以內孔為基準進行定位,然后加工其它部位的孔和面,由于零件壁薄,所以在加工中很易產生變形。動力驅動內漲芯軸夾具對于回轉類壁厚薄的零件能減少裝夾時間三倍以上��,提高加工效率一倍以上,對減少裝夾變形提高加工精度有很好的作用��。
5 P- W; D% ^* s W3 C" a( _
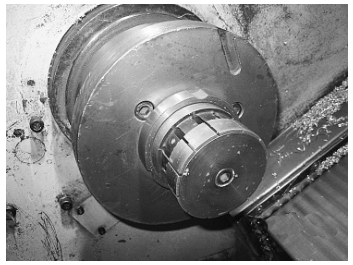
圖1 動力驅動內漲芯軸夾具
' j5 W6 ^' n1 k+ j2 m. ^
一����、動力驅動內漲芯軸夾具的設計結構夾具由七部分組成:1#連接螺母和7#拉桿與車床液壓主軸拉桿連接,通過3#螺母鎖緊,2#法蘭盤的止口與車床主軸定心連接��,法蘭盤平面與零件端面定位����,4#定位芯軸與法蘭盤連接,螺釘鎖緊,5#漲緊套受力后與零件內孔接觸�,起到定位作用��,6#活動錐套與4#定位芯軸間隙配合,漲緊套使用兩邊開口的夾套,提高定心精度����,6#錐套與7#拉桿通過螺釘鎖緊并與動力軸相連接�,在使用過程中液壓動力軸通過拉桿拉動6#與5#內孔接觸后漲緊零件����。7#拉桿與車床主軸拉桿連接后通過腳踏開關控制內漲的開啟與回位。
4 ^8 _- n/ s0 b8 q0 F# m: N
圖2 夾具內部結構
: U1 i0 o4 X- [7 J3 l3 y% m8 F: C
二、氣吸式末端夾持機構首先零件裝夾在漲緊套外,機床油缸(氣缸)向后運動時帶動拉桿和6#錐套�,由于6#的錐度定心�,向后運動后�,錐套與漲緊套的作用直徑慢慢變大,5# 漲緊套開始與零件接觸定位,實現自定心加緊�。考慮到工件的裝卸問題����,設計時在5#漲緊套與6#錐套間有一定的間隙�,并且5#是彈性開口套��,可以收縮��。加工完成后,機床油缸向前運動����,推動拉桿并帶動6#錐套��,漲緊套向內收縮,夾緊力慢慢松開后����,取下零件�,工序加工完成����。由于機床主軸、夾具和工件連接得充分��,裝夾時間節約了2/3以上��,提高了效率����,還大大降低了廢品率����。
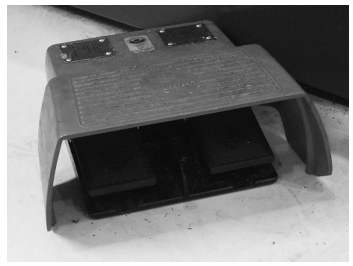
圖3 動力控制開關
8 \$ o/ }6 k* {4 E8 v( N- b
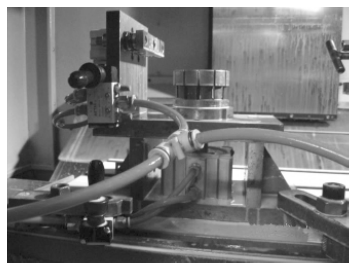
圖4 夾具安裝在車床上
! h. I7 K- i+ E6 n. b
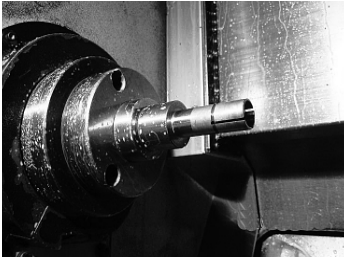
圖5 車床上裝夾零件加工
& p/ f$ E% l% f, n5 C8 F1 u
圖6 夾具安裝在立式加工中心上
9 g, l/ {5 \5 `, q* N: b+ h
圖7 立式加工中心上裝夾零件加工
8 q/ @8 u9 J9 a/ ]1 Q: O
經分析�,同軸度超差的主要原因是三爪定位加緊過程中容易磨損����,并且自定心精度不高�,三爪懸臂過長與零件裝配后動平衡不好,且在反復使用更換后����,易于磨損����,會造成加工的內孔同軸度達不到圖紙要求�;在裝夾的過程中,三爪張開力不易控制易導致零件夾不緊或變形�。采用動力驅動內漲芯軸夾具后�,同軸度達到了尺寸要求�。
$ L0 A# f9 \+ C2 p
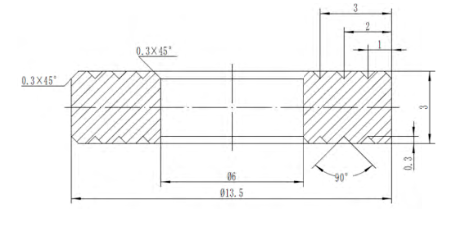
三、芯軸夾具在軟質材料加工中的應用某金屬密封襯墊零件如圖8所示��,零件材質為純鋁1060����,加工數量500件。零件為薄板環狀結構����,外徑Φ13.5 mm��、內徑Φ6 mm,厚度3 mm�,零件兩個端面需加工三條90o環形槽����,用于補償軟金屬在壓縮狀態下的變形空間,零件表面粗糙度為Ra1.6μm����。
. W9 ~7 y7 L0 N9 \' f
圖8 金屬密封襯墊結構示意圖
{& b! w; R: m! q' v2 G# x1 O
零件結構形狀簡單��,加工工藝也非常簡捷,零件毛坯采用直徑Φ20 mm的軟鋁棒料��,在數控機床上�,一次裝夾先加工好工件的內孔����、外圓以及一個端面,再切斷工件加工另一面����。在另一端面加工中����,零件毛坯厚度已減至3.2 mm�,零件再加工的裝夾較為困難,考慮零件材質較軟,零件二次裝夾加工分別采用了三爪自定心軟爪卡盤裝夾和兩瓣塊夾具夾緊�,這兩種裝夾形式均不穩定����,部分加工件夾持力太小��,車削過程出現工件“打滑”��,部分加工件夾持力偏大,零件外圓表面被“夾傷”。新設計的內襯芯軸夾具如圖9所示�。
/ m7 b- X- _5 a, P( p4 T
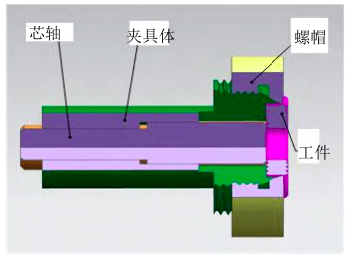
圖9內襯芯軸夾具裝夾示意圖
* g* l0 W2 {7 L _6 T7 z
在夾具體頭部通過線切割加工����,對稱切出0.2 mm的縫隙����,使之成為彈性夾頭,可供螺帽夾緊工件����。芯軸用來支撐夾具體的內孔�,限制了壓緊狀態下夾具體的變形量�。
* u9 I/ q n/ j! \% R* S/ Y9 `
夾具體的安裝孔還需進行二次再加工��,以保證定位基準準確��,在機床上擰緊螺帽�,按工件外徑配加工出安裝孔����,控制過盈間隙約0.02 mm,后期工件的裝卸僅需松開或擰緊螺帽。當夾緊力不足時僅需取出芯軸����,修小芯軸的外徑�,增大夾具體壓緊狀態下的變形量����。手工裝夾的過大夾緊力,幾乎都傳遞至芯軸,不會對工件產生影響。同時芯軸后端設有彈簧頂桿�,起輔助推出工件的作用��。
8 V) B2 }. q1 F
內襯芯軸夾具如圖10所示,零件加工時的裝夾過程為:松卸螺帽,內襯芯軸推入夾具體口部,在夾具體止口處裝上待加工工件,輕推工件使其已加工面緊貼夾具體頭部內止口內壁,通過手工旋合壓緊螺帽,使夾具體外部錐面被擠壓壓緊工件��,保證加工零件被夾緊�,即完成工件的裝夾。松開螺帽,夾緊力釋放�,零件自動被彈簧頂桿推出��。零件裝夾過程迅速快捷,加工過程穩定��,加工后外表面未出現夾傷現象�,夾具重復定位準確,使用方便。
w) r8 R9 L) G6 e( o
圖10內襯芯軸夾具及加工效果圖
1 v$ \3 J/ }. R
四����、結語內襯芯軸夾具將夾緊力由不確定的手工夾緊力轉換為芯軸間隙控制����,使工件裝夾的夾緊力控制在一個合理范圍內����,解決了軟材質零件加工中的裝夾難題����。使用方便,可以大幅縮短加工中的輔助裝夾時間��,這種裝夾定位模式重復定位準確�,加工過程穩定,適合于軟質材料的批量加工����。
3 o: ^/ X+ A; W- R4 s* P3 u
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |