機械社區
標題: 機械加工中振動的產生機理以及防治措施 [打印本頁]
作者: 一往冇前 時間: 2022-10-17 09:43
標題: 機械加工中振動的產生機理以及防治措施
一、機械加工過程中振動的危害振動會在工件加工表面出現振紋,降低了工件的加工精度和表面質量,低頻振動時會產生波度;
振動會引起刀具崩刃打刀現象并加速刀具或砂輪的磨損;
振動使機床夾具連接部分松動,影響運動副的工作性能,并導致機床喪失精度;
產生噪聲污染,危害操作者健康;
影響生產效率;
! `9 k) [4 D+ l* k b5 ^% a# P
' Y# N; P j8 ~7 r2 r8 y
二、機械加工過程中振動的類型機械加工過程中振動的類型:自由振動、強迫振動、自激振動。
5 c( t* p6 X: b X1 I5 e0 G
% @4 k" Y, Y! r0 ~. k1 I2 @& C
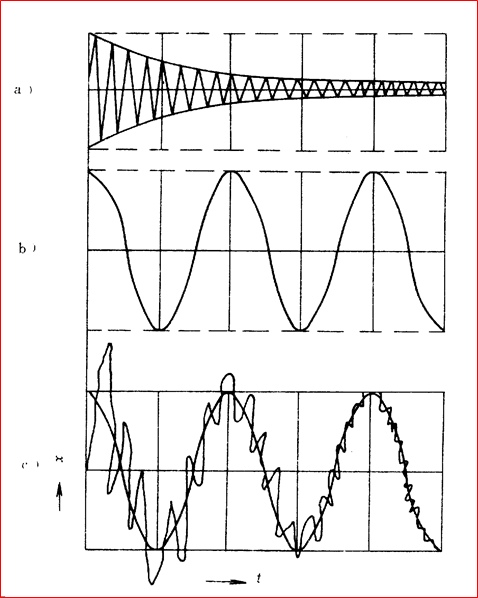
1.自由振動
工藝系統受到初始干擾力而破壞了其平衡狀態后,系統僅靠彈性恢復力來維持的振動稱為自由振動。由于系統中存在阻尼,自由振動將逐漸衰弱,對加工影響不大。
6 [1 G/ d4 k4 G3 w, Y% J* ?) M3 q
2.強迫振動
由穩定的外界周期性的干擾力(激振力)作用引起;
除了力之外,凡是隨時間變化的位移、速度和加速度,也可以激起系統的振動;
強迫振動振源:機外+機內。
- K, e( E4 j( W, a- h$ U. f
機外:其他機床、鍛錘、火車、卡車等通過地基把振動傳給機床
機內:
1)回轉零部件質量的不平衡(旋轉零件的質量偏心)
2)機床傳動件的制造誤差和缺陷(如齒輪嚙合時的沖擊、皮帶輪圓度誤差及皮帶厚度不均引起的張力變化,滾動軸承的套圈和滾子尺寸及形狀誤差)
3)切削過程中的沖擊(如往復部件的沖擊;液壓傳動系統的壓力脈動;斷續切削時的沖擊振動)
8 v5 g; v$ p9 g; P) b0 N
強迫振動的特征:
頻率特征:與干擾力的頻率相同,或是干擾力頻率整倍數
幅值特征:與干擾力幅值、工藝系統動態特性有關。當干擾力頻率接近或等于工藝系統某一固有頻率時,產生共振
相角特征:強迫振動位移的變化在相位上滯后干擾力一個φ角,其值與系統的動態特性及干擾力頻率有關
! D+ N3 y% U# F; h9 q0 q
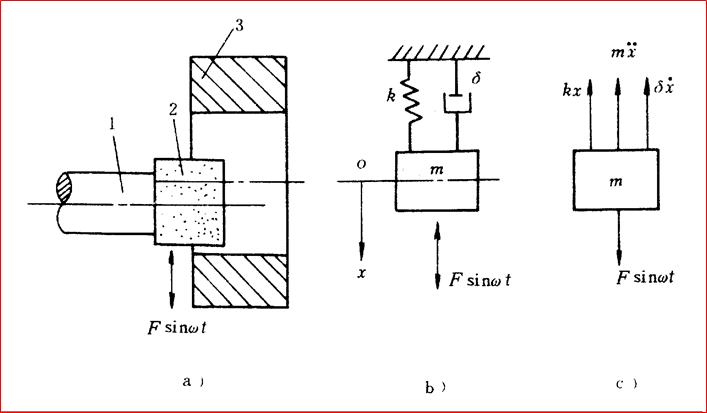
強迫振動的運動方程:
9 | }- c' R) p7 y# U1 O3 `3 I
圖示:內圓磨削振動系統
a) 模型示意圖 b)動力學模型c)受力圖
# t2 m% W! l4 \5 U* p! X6 T
3.自激振動
在沒有周期性外力(相對于切削過程)作用下,由系統內部激發反饋產生的周期性振動;
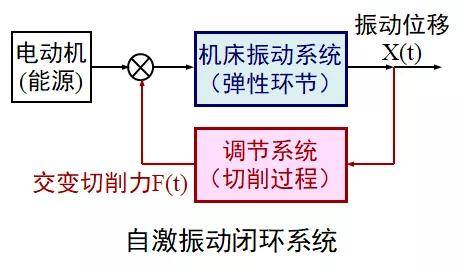
自激振動過程可用傳遞函數概念說明;
切削過程本身能引起某種交變切削力,而振動系統能通過這種力的變化,從不具備交變特性的能源中周期性的獲得補充能量,從而維持住這個振動。當運動一停止,則這種外力的周期性變化和能量的補充過程也都立即停止。工藝系統中維持自激振動的能量來自機床電動機,電動機除了供給切除切屑的能量外,還通過切削過程把能量輸給振動系統,使工藝系統產生振動運動。
# U7 g& Z' p( }" W4 `. ]0 B
+ Q% W) t( }* B3 E0 B1 X/ \& q3 L, s& W
自激振動的特征:
機械加工中的自激振動是在沒有周期性外力(相對于切削過程而言)干擾下所產生的振動運動,這一點與強迫振動有原則區別;
自激振動的頻率接近于系統的某一固有頻率,或者說,顫振頻率取決于振動系統的固有特性。這一點與強迫振動根本不同,強迫振動的頻率取決于外界干擾力的頻率;
自激振動是一種不衰減的振動。振動過程本身能引起某種不衰減的周期性變化,而振動系統能通過這種力的變化,從不具備交變特性的能源中周期性的獲得補充能量,從而維持住這個振動;
自激振動由振動系統本身參數決定,與強迫振動顯著不同。自由振動受阻尼作用將迅速衰減,而自激振動不會因阻尼存在而衰減;
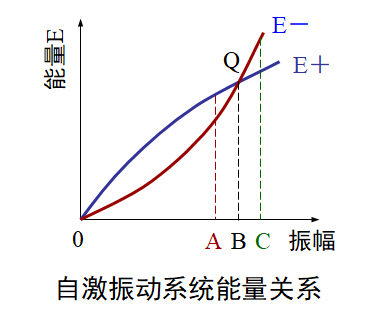
自激振動能否產生及振幅的大小取決于振動系統在每一個周期內獲得和消耗的能量對比情況;
; B9 b+ S7 }7 i2 x& }
8 G3 u+ u0 s9 V) G# t' B u
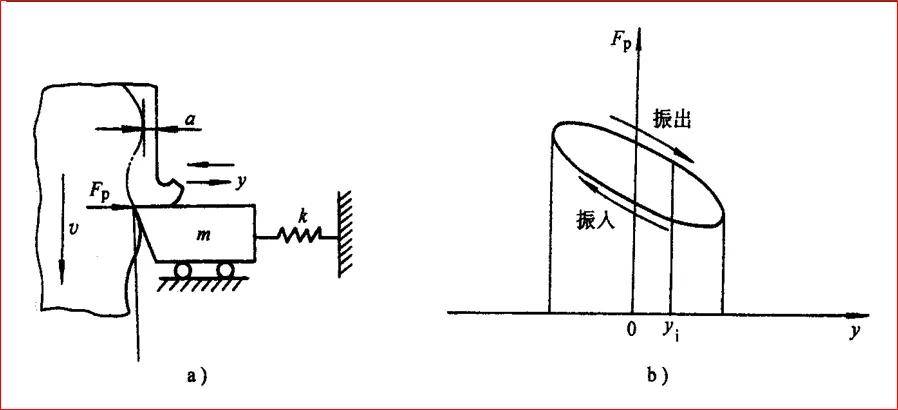
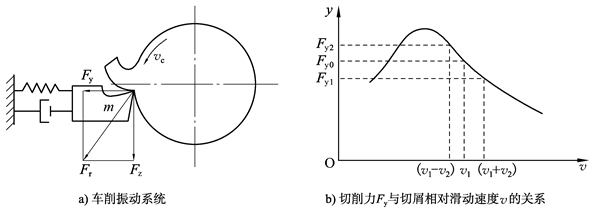
產生自激振動的條件
如圖所示為單自由度機械加工振動模型。設工件系統為絕對剛體,振動系統與刀架相連,且只在y方向作單自由度振動。
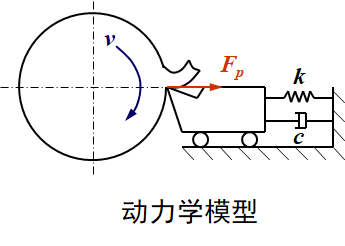
在背向力Fp作用下,刀具作切入、切出運動(振動)。
刀架振動系統同時還有F彈作用在它上面。y越大,F彈也越大,當Fp=F彈時,刀架的振動停止。
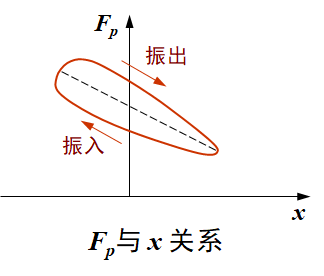
對上述振動系統而言,背向力Fp是外力,Fp對振動系統作功如圖所示。
刀具切入,其運動方向與背向力方向相反,作負功;即振動系統要消耗能量W振入;
刀具切出,其運動方向與背向力方向相同,作正功;即振動系統要吸收能量W振出;
& P3 [5 D2 y, q8 g6 k* v; L M; h
圖示:單自由度機械加工振動模型
a) 振動模型 b) 力與位移的關系圖
3 ?9 [4 {$ b5 A8 l: a# [& I
- 當W振出<W振入時,由于刀架振動系統吸收的能量小于消耗的能量,故不會產生自激振動。
- 當W振出=W振入時,因實際機械加工系統中存在阻尼,刀架系統在振入過程中,為克服阻尼還需消耗能量W摩阻(振入),故刀架振動系統每振動一次,刀架系統便會損失一部分能量。因此,刀架系統也不會有自激振動產生。
- 當W振出>W振入時,刀架振動系統將有持續的自激振動產生。
/ C6 x# x1 k" N5 }; s; U1 p9 L8 c ?
三種情況:
- W振出=W振入+ W摩阻(振入)時,系統有穩幅的自激振動;
- W振出>W振入+W摩阻(振入)時,系統為振幅遞增的自激振動,至一定程度,系統有穩幅的自激振動;
- W振出<W振入+W摩阻(振入)時,系統為振幅遞減的自激: s& g' X5 X# k: \. o' s) c: q
振動,至一定程度,系統有穩幅的自激振動;
# C) |& T% x/ W
故振動系統產生自激振動的基本條件是:
W振出>W振入 或 FP振出>FP振入
自激振動的再生原理
如圖所示,車刀只做橫向進給。
在穩定的切削過程中,刀架系統因材料的硬點,加工余量不均勻,或其它原因的沖擊等,受到偶然的擾動。刀架系統因此產生了一次自由振動,并在被加工表面留下相應的振紋。
9 w, G6 h- i. |9 F
圖示:自由正交切削時再生顫振的產生
- h7 O6 o) g5 c
當工件轉過一轉后,刀具要在留有振紋的表面上切削,因切削厚度發生了變化,所以引起了切削力周期性的變化。產生動態切削力。
將這種由于切削厚度的變化而引起的自激振動,稱為 “再生顫振”。
' {4 [9 i6 a( Q7 I' ^& l: h; @. `
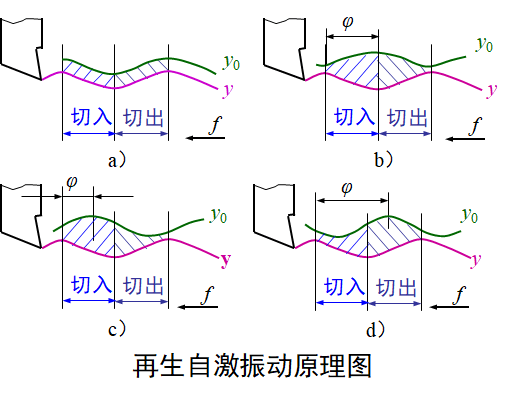
再生自激振動的產生條件
圖中綠線表示前一轉切削的工件表面振紋,紅線表示后一轉切削的表面。
; Q$ U$ h6 m) e7 W
1 Y1 s6 [4 Q* U
a)前后兩轉的振紋沒有相位差(ψ=0)
b)前后兩轉的振紋相位差為ψ=π
c)后一轉的振紋相位超前圖c
d)后一轉的振紋相位滯后圖d
圖中a)b)c)系統無能量獲得;d)此時切出比切入半周期中的平均切削厚度大,切出時切削力所作正功(獲得能量)大于切入時所作負功,系統有能量獲得,產生自激振動。
結論:在再生顫振中,只有當后一轉的振紋的相位滯后于前一轉振紋時才有可能產生再生顫振。
5 z( ?( `9 m9 \* `3 x
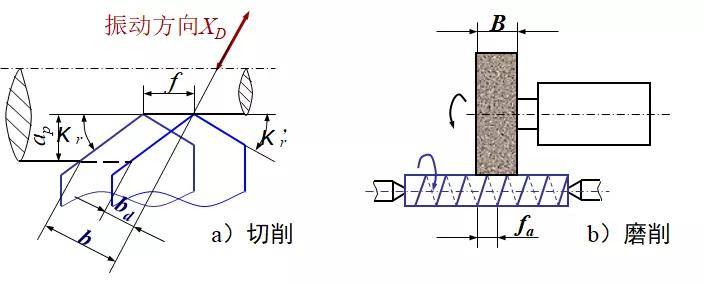
重迭系數對再生顫振的影響
在縱向切削或磨削工件表面時,后一次走刀(進給)和前一次走刀(進給)總會有部分重疊,有重迭切削,則可能發生再生顫振。
重迭系數:前一次走刀工件表面形成的波紋面寬度在相繼的后一次走刀的有效寬度中所占的比例,用μ表示。
, r- G7 m; C4 k' W, w
+ q( @) O0 G3 {. h+ F+ N6 M2 {
式中 bd—— 等效切削寬度,即本次切削實際切到上次切削殘留振紋在垂直于振動方向投影寬度;
b—— 本次切削在垂直于振動方向上的切削寬度;
B, fa ——砂輪寬度與軸向進給量。
一般0<μ<1,軸向切削時,0<μ<1
徑向切入(前后兩次走刀完全重疊時)μ=1(如切槽、鉆、端銑等)
車方牙螺紋,μ=0,無重迭切削,不可能發生再生顫振。
在金屬切削過程中,除極少數情況外,刀具總是部分地或完全地在帶有波紋的表面上進行切削的。
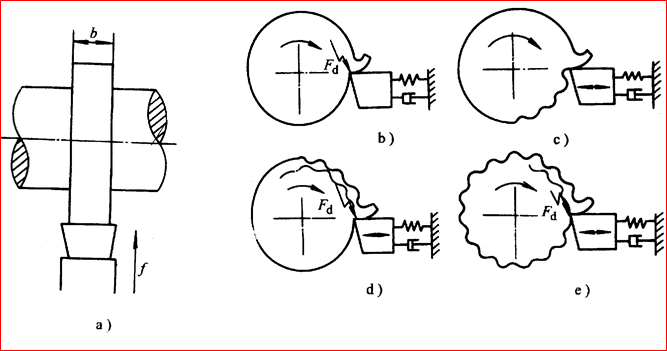
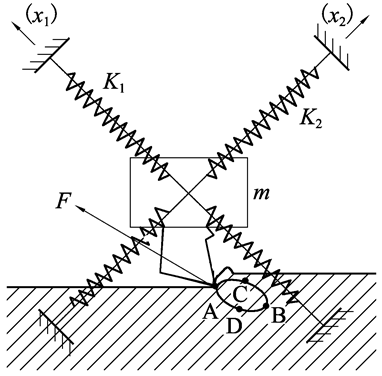
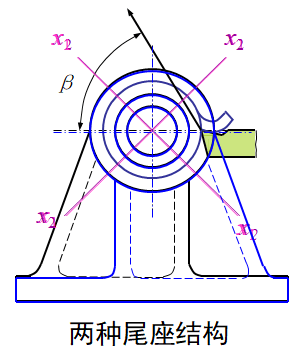
振型耦合原理:
振動系統實際上都是多自由度的,如圖是一個二自由度振動系統示意圖。不考慮再生效應,當刀架系統產生了角頻率為ω的振動,則刀架將在x1和x2兩個方向上同時振動,刀具振動的軌跡一般為橢圓形的封閉曲線A→C→B→D→A。
1 B" i% m8 J' {' V6 i8 e
; F/ E5 j! d% {4 ]0 k h3 @
自激振動的產生條件:
①k1=k2,x1與x2無相位差, 軌跡為直線,無能量輸入
②k1>k2,x1超前x2,軌跡A→D→B→C→A為一橢圓,切入半周期內的平均切削厚度比切出半周期內的大,系統無能量輸入
③k1<k2,x1滯后于x2,軌跡為一順時針方向橢圓,即:A→C→B→D→A。此時,切入半周期內的平均切削厚度比切出半周期內的小,有能量獲得,振動能夠維持。
. W( p. @5 L- D
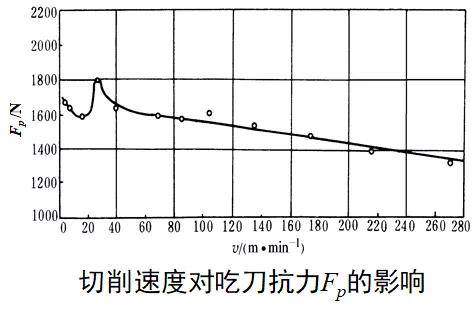
負摩擦原理
切削塑性材料時,吃刀抗力Fp自某一速度開始隨切削速度增加而下降。在此區域,極易引起自激振動。
" j Y. P6 ?4 P2 v: n: r
4 v# Z% p" `8 A9 V( }1 K
Fp主要取決于切屑與刀具相對運動所產生的摩擦力。切削過程若有振動,切入半周期切削速度高→Fp小→切入半周期切削力所作負功小于切出半周期切削力所作正功,系統有能量輸入,振動維持
6 B/ b9 k6 ~3 o
8 \4 y) K/ f, ^6 h+ \( ]
Fp主要由摩擦引起,故將切削速度增高導致摩擦力下降的特性稱為負摩擦特性。
切削力滯后原理
由于存在慣性和阻尼,作用在刀具上的切削力滯后主振動系統運動。
振入過程實際切削厚度小于名義值→Fp小→切入半周期切削力所作負功小于切出半周期切削力所作正功,系統有能量輸入,振動維持。
: n$ g% C. e/ D$ `& A3 i2 h. D9 b
/ x( t8 q+ `# f. D! ]* j3 s
由切削力滯后引起,故稱為滯后型顫振。
三、機械加工過程中振動的防治措施1.消除或減弱產生強迫振動的條件
減小機內干擾力的幅值
動力源(尤其是液壓系統)與機床本體分離;
機床中高速回轉的零件進行靜平衡和動平衡;
提高轉動件的制造和裝配精度,或采用對振動和動平衡不敏感的高阻尼材料制造齒輪,以減少嚙合所造成的振動;
對于往復運動部件,關注其質量、速度及換向機構。
: V* A: G$ f# _: e2 W
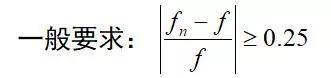
調整振源的頻率:
調整刀具或工件的轉速,使激振力頻率偏離工藝系統的固有頻率。
+ q( G1 c' D6 {+ f9 d; w1 J9 \
9 h" f% M* R d) I1 c! M4 p% }
式中 f 和 fn分別為振源頻率和系統固有頻率。
隔振
主動隔振——阻止機床振動通過地基外傳
被動隔振——阻止機外干擾力通過地基傳給機床
常用隔振材料有橡皮、金屬彈簧、空氣彈簧、泡沫乳膠、軟木、礦渣棉、木屑等。
% m3 U5 _, ~) @8 ?3 [: e
提高工藝系統的剛度和阻尼
采用刮研各零部件之間的接觸表面,以增加各種部件間的連接剛度;
利用跟刀架,縮短工件或刀具裝夾時的懸伸長度等方法以增加工藝系統的剛度。
采用減振裝置
如果不能從根本上消除產生振動的條件,又不能有效的提高工藝系統的動態特性,可采用消振減振裝置。
/ B+ ~( j( T: t3 Z9 J
2.消除或減弱產生自激振動的條件
減小切削或磨削時的重疊系數
減小重疊系數方法:增加主偏角、增大進給量
合理選擇切削用量
V=30~70m/min→自振↑
f↓→自振↑;保證Ra時→f↑
切削深度增大,切削寬度也增大,振動增強,選擇切削深度時一定要考慮切削寬度對振動的影響
8 A! o* L/ w% Y
合理選擇刀具參數
前角、主偏角↑→自振↓
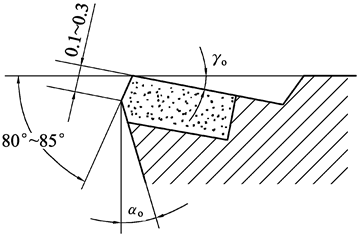
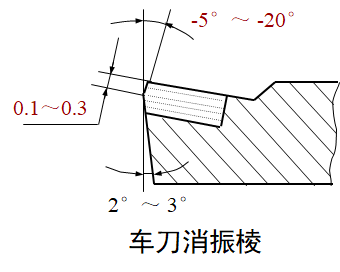
后角↓→自振↓;但太小時→自振↑
適當地增大前角、主偏角,能減小Fy,從而減小振動。主偏角增大,則垂直于加工表面方向的切削分力減小,故不易產生自振。
4 R5 p6 c- @: y2 D0 b8 Y
1 a: `6 G# B: y- I9 k/ ^5 T
但精加工中由于切削深度較小,后角較小時,刀刃不容易切入工件,且使刀具后面與加工表面間的摩擦加劇,反而容易引起自振。通常在刀具的主后面上磨出一段后角為負的窄棱面,如圖所示,這樣可以增大工件和后刀面之間的摩擦阻尼,起到很好的減振效果。
B( |; `4 O! G
調整振動系統小剛度主軸的位置
增加切削阻尼
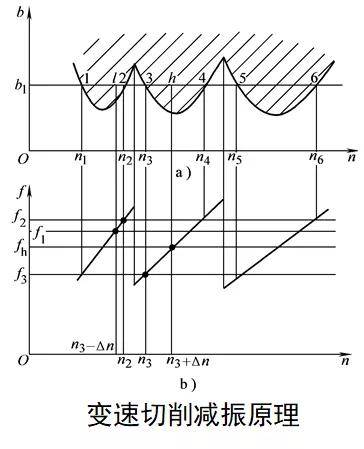
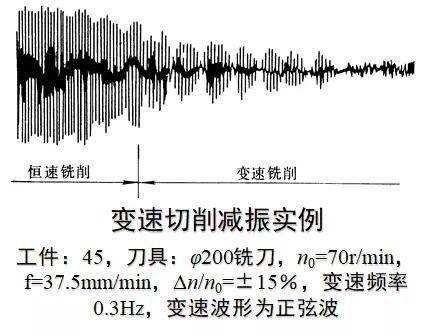
采用變速加工
: S" i! j u' y \8 y# W
抑制再生顫振,用于工藝系統剛性較好的場合;
切削過程在不穩定區與條件穩定區交替進行;
加工系統振動頻率隨主軸轉速變動而變動,其振動響應是變頻激勵的瞬時響應,與恒頻相比要小。
2 u6 I7 E9 @0 I4 r
# R8 d0 J3 J& y& V. r5 @
3.改善工藝系統動態特性
提高工藝系統剛度;
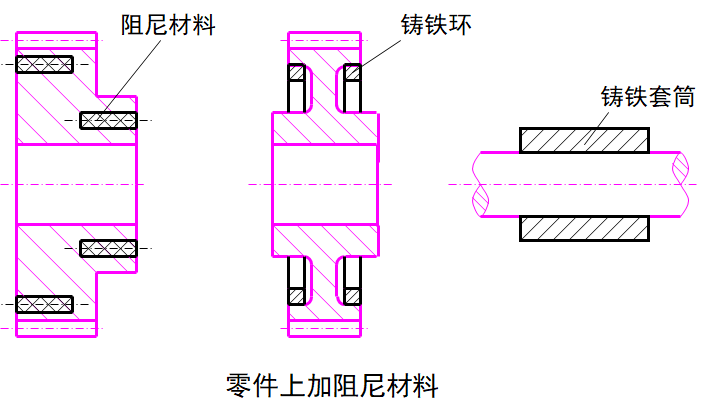
增大工藝系統阻尼;
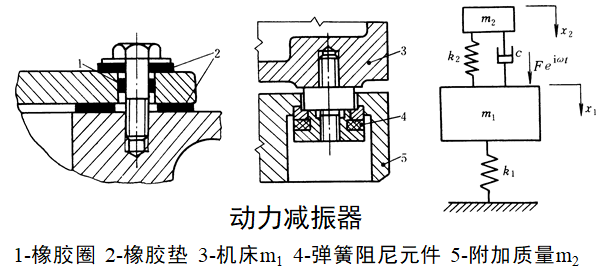
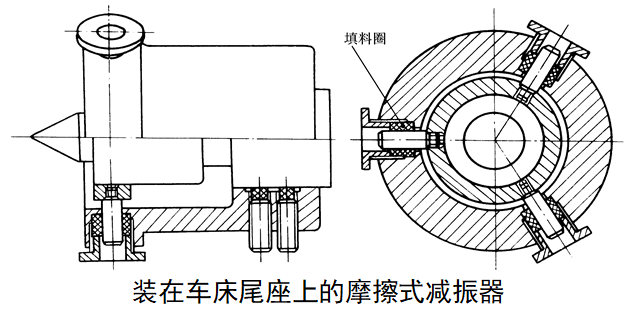
4.采用減振裝置
動力減振器
摩擦式減振器
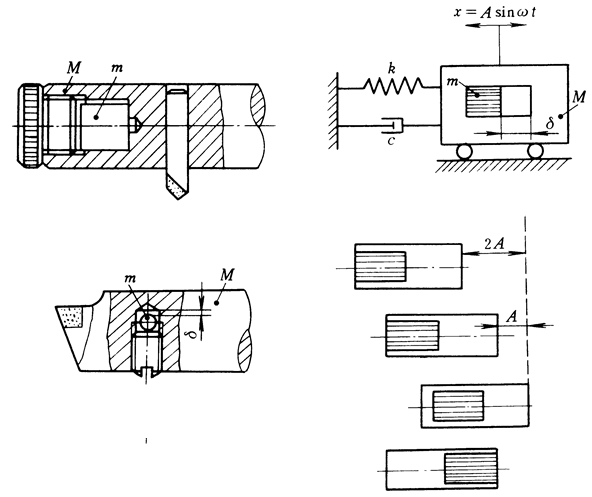
沖擊式減振器
式中 T——振動體M 的振動周期
A——振動體M 的振幅
: U) b1 [0 M; w9 A8 q# P
( x# {+ O/ o1 R# {+ |
作者: longyucanghai 時間: 2022-10-17 11:05
好東西
作者: dtltc123 時間: 2022-10-18 11:04
學習一下
作者: 四葉523 時間: 2022-10-24 19:06
- j3 Z1 [( Z. g/ ^
學習一下
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |