機械社區
標題: 內齒輪插齒夾具設計 [打印本頁]
作者: 一往冇前 時間: 2022-9-22 10:40
標題: 內齒輪插齒夾具設計
在機械加工行業中�����,通常采用的內齒輪加工方法是使用壓板夾緊毛坯�,內孔及端面找正。要獲得更高精度的內齒輪,需要對零件進行多次找正,確保零件內孔的同軸度和端面的垂直度�����,無形中增加了工人的勞動強度和零件的加工周期�。
4 t, V& b2 @$ f* h& p
目前,在企業中單件小批量內齒輪加工時,采用墊塊定位���、壓板夾緊方式,同時使用百分表找正內孔和端面。此種裝夾與定位方法會產生定位誤差�,導致插齒后齒輪的分度圓對內孔的同心度產生誤差�����,從而降低齒輪的徑向精度�����。同時�����,由于零件裝夾時的間隙造成偏心,插齒時還會影響齒部的齒形�����、齒向�����、周累等衍生誤差�,從而使插齒后整個齒輪精度偏低���。
1 _) w, g' }5 s
企業只有大批量生產時���,才會采用插齒夾具進行加工�����,這是由于傳統的插齒夾具只適用于固定尺寸的零件���,裝夾復雜�����。夾具所具備的優點正是解決小批量生產時內齒輪精度的關鍵�����。文章經過分析���,設計了一種快速裝夾的內齒輪插齒夾具�,并驗證了該夾具的可行性�。
& t; z" l% [5 H# a7 Q, ?
一、內齒輪插齒夾具的結構設計1.1 夾具設計的目標
該夾具設計的目標是縮短加工周期�,盡可能減少操作者裝卸工件的輔助時間���,降低勞動強度[1]���。充分利用該夾具的結構特點�����,改變專用夾具的裝夾方式,實現快速定位和夾緊。
+ T5 q: p) K7 o a0 E* [# k
1.2 夾具的設計思路及實現方法
常見圓柱齒輪工件的結構分為內齒輪���、外齒輪和雙聯齒輪等�����,在插齒加工時,需要預留插齒刀具的退刀距離�。為了防止刀具和夾具的干涉�����,需要定位面端面和齒根有 2~3mm的距離。加工內齒輪時需要以外圓定位�����,夾緊零件上端面�,壓板需要預留出齒根的距離���,壓板需要根據不同尺寸零件調整夾緊位置�,一般夾具是利用壓板的 U 型槽進行移動的,此類壓板需要支撐螺栓在后面支撐�����,不同尺寸的零件還需要調整支撐螺栓的高度�����,操作繁瑣�,不利于批量生產���。該夾具設計的旋轉壓板利用旋轉支架進行位置調整�,可以根據零件齒根位置調整。
2 y' P1 ^! I: v- Z. j9 P
定位方面,利用三爪卡盤的自定心功能特點�,設計了夾具底座���,改進卡爪的結構�����,使其具有定位、定心功能,根據以上思路�����,將夾具體和機床回轉工作臺之間采用 T 型螺栓聯接���,一次對刀找正���,再利用自定心特點對工件進行定位�����,壓板進行夾緊。除此之外�����,還可以根據實際使用情況和工件尺寸調整定位卡爪范圍和正反爪定位�����,擴大其應用范圍���。
+ y( a- w+ z- d, d1 i
1.3 結構的設計難點
該插齒夾具的設計有以下三個方面的難點:1)快換���。采用活動壓板�����,實現快速換件,縮短換件�����、裝夾和找正的時間在 15min 以內。2)定位�。夾具的定位裝置借鑒三爪卡盤的結構特點���,滿足不同外徑范圍內的齒輪工件的定位要求。3)通用���。夾具適用于不同型號插齒機床,同時適用于不同尺寸下的零件加工���。
9 f/ z& |7 N1 L* y/ I2 t
1.4 夾具的工作原理
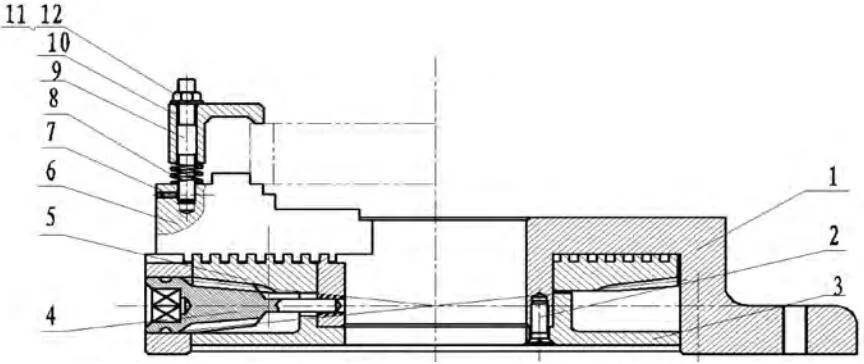
該內齒輪插齒夾具由 12 個零件構成,其中包含夾具體�����、螺釘�、夾具體端蓋、小錐齒輪���、大錐齒輪、定位卡爪�����、彈簧�����、雙頭螺栓�����、快換壓板等組件,如圖 1 所示 [2]���。夾具體 1 安裝在插齒機床回轉工作臺上,安裝時需對三個定位卡爪的定位夾緊面進行找正���,保證其跳動值小于 0.005,并通過 T 型螺栓連接將其固定在回轉工作臺上���。被加工零件通過定位卡爪的自定心功能實現定位�,快換壓板對零件施加軸向方向的力,實現其定位夾緊的功能�����。
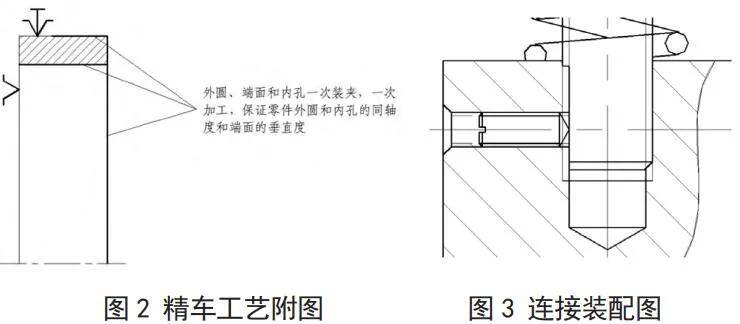
零件加工時���,首先旋轉小錐齒輪 4�,小錐齒輪 4 和大錐齒輪 5 配合傳動,大錐齒輪端面齒和定位卡爪 6 配合實現三個定位卡爪同步移動。由于零件在精車加工過程內孔�、端面和外圓一次裝夾�����、一次加工,保證零件內外圓的同軸度和端面的垂直度,所以內外圓可以進行基準轉化�����,如圖 2 所示�����,定位卡盤夾緊并定位零件外圓和端面���,可以保證齒輪對內孔的同軸度和對端面的垂直度的精度要求�。
2 ~. P6 K' v) B
圖1 夾具裝配圖
1. 夾具體�;2.M18 螺釘;3. 夾具體端蓋�����;4. 小錐齒輪�����;
5. 大錐齒輪���;6. 定位卡爪���;7.M8 螺釘�����;8. 彈簧;
9. 雙頭螺栓;10. 快換壓板;11. 開口墊圈;12. 螺母。
- V( u5 j: ~7 e$ g4 q8 c
零件定位后需要進行軸向方向夾緊�,通過定位卡爪上安裝的快換壓板 10 進行軸向方向壓緊���,快換壓板 10 的安裝是通過雙頭螺栓與定位卡爪連接�,這是為了防止雙頭螺栓的松動�����,采用 M8 螺釘對雙頭螺栓進行固定防松處理 [3]���,如圖 3 所示�。加工零件完成后�����,通過旋轉螺母 12 松開快換壓板 10���,快換壓板10 向后旋轉釋放對零件的軸向力�����,同時旋轉小錐齒輪 4�����,解除零件定位�����,從而實現了零件的快速裝夾。
# j% O6 u2 b" D7 c+ l" u
二�����、夾具的創新點
' [; Y$ x7 a0 C8 @, S1 c2.1 裝夾直徑范圍廣
該內齒輪插齒夾具可以滿足 φ50-φ500 的所有零件加工需求���,夾具只需根據零件外圓尺寸進行定位�����,不需要重新設計夾具�,可以節約成本 [3-4]���。
& E9 o/ `- I& J4 G5 N$ B
2.2 縮短加工準備時間
新的插齒夾具具有自定心功能�,不需要長時間找正準備工作,由于小錐齒輪和大錐齒輪傳動���,帶動定位卡爪同步移動,因此可以實現精準的定位�����。
6 E9 T% s, |3 n* i1 r( C& `
2.3 快速換夾
在零件加工完成后�����,通過擰松螺母12,快速旋轉快換壓板10���,可以快速卸下零件,重新裝上備加工件,轉動快換壓板10,調節到合適的夾緊位置�����,擰緊螺母10,實現零件的快速裝夾�����。
+ e/ [: o6 ] `9 w7 u
" v( t. f g& r9 ^
三���、夾具應用實例分析: z# d. W* y% D# |1 W6 o2 | b& H
該夾具適用于內齒輪的加工���,由于采用了與三爪卡盤類似的結構���,因此在定位方面優于傳統夾具的找正定位���,其適用范圍大于專用夾具�����。該夾具適用不同形狀的齒輪加工�。
$ X' e, s9 E# c# z1 D2 d n2 H) z2 Y
3.1 內齒輪加工
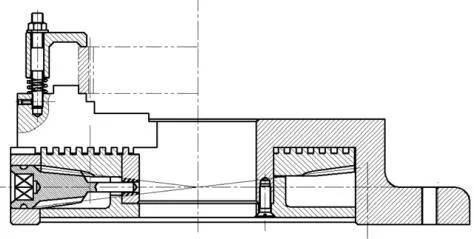
該夾具可以適用于常見內齒輪加工領域�����,采用外圓定位�����,上端面夾緊�����,插齒機床加工內齒�,如圖4 所示���。
' I0 _3 m: B( N* N: o3 A
3.2 雙聯齒輪加工
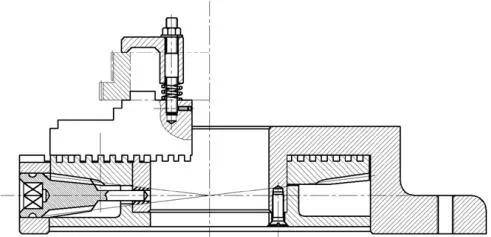
該夾具可以加工雙聯齒輪內孔定位�,夾緊上端面時,可以一次裝夾。加工兩排齒輪時�,可減少裝夾次數�,保證兩個齒輪的同軸度�����,如圖 5 所示���。
/ o; d7 W% e' c
圖4 加工內齒輪裝配圖
圖5 加工雙聯齒輪裝配圖
- p* n9 E3 E9 C1 s7 u" w% d- y# V
四���、結束語
, W7 _" r& u1 P/ t7 e1 t7 O( H文章設計的內齒輪插齒夾具具有快速裝夾���、自定心定位功能�,既能保證定位精度�,也可以保證快速裝夾,同時還適用不同內外徑的零件加工,為加工內齒輪提供了一種新的夾具設計思路。
( h' ^# t! D8 G' ]& m
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |