機械社區
標題: 典型模具滑塊(行位)結構 [打印本頁]
作者: 一往冇前 時間: 2022-9-8 14:39
標題: 典型模具滑塊(行位)結構
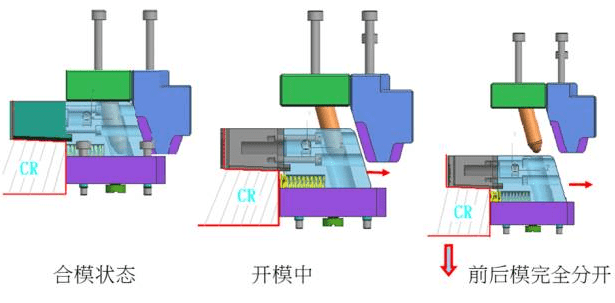
在塑料模具中,利用成型的開模動作,使斜撐梢與滑塊產生相對運動趨勢,使滑塊沿開模方向及水平方向的兩種運動形式,使之脫離倒勾,如下圖所示。
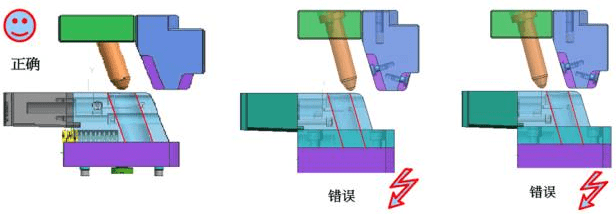
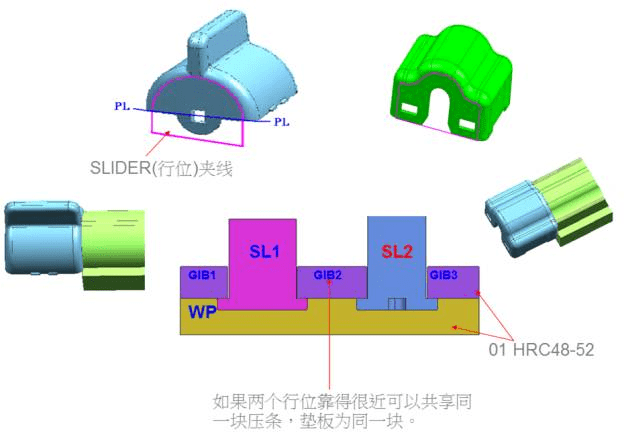
滑塊在開模過程中要運動一定距離,前后模完全分開后,要使滑塊能夠安全回位。滑塊要停在正確的位置,如果滑塊再往前或向后滑行,會導致合模時斜邊與孔對不準發生相撞!所以必須給滑塊安裝定位裝置,且定位裝置必須靈活可靠,保證滑塊在原位不動。
01
模具滑塊結構的定位方式
1)波仔螺絲定位
優點是加工方便,操作簡單;缺點是容易損壞。常用于在X方向(水平)的小行位、行程偏大的行位。它還可以幫助行位延時開模,因為斜邊沒有起作用時波珠會頂住行位不讓動。
2)彈簧與限位螺絲定位
優點是加工方便,定位安全。常用于在x、y方向的行位,行程小的行位。彈簧的計算:首先要知道行位彈簧的預壓是說它在開完模走開扣位的情況下還有預壓,它的目的通過預壓產生的彈力來克服行位的重力不讓它往回走。
(L行程+3~5預壓量)/40%=L0(自由長度)
彈簧孔深度: H = L0-預壓量-行程
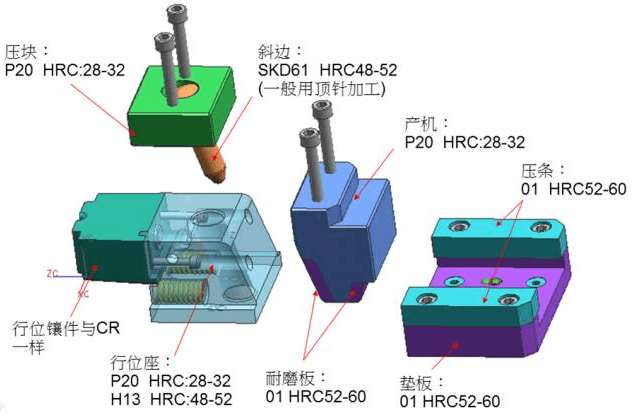
02
滑塊配件的所用材料
03
產品與模具滑塊案例
案例1:
案例2:
案例3:
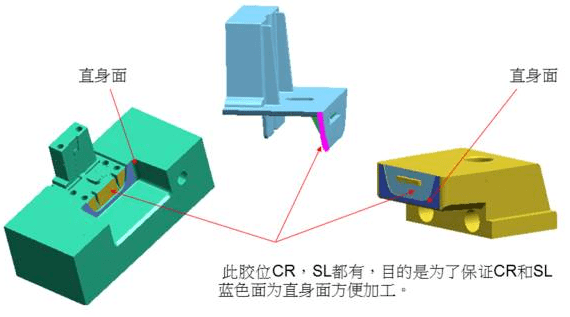
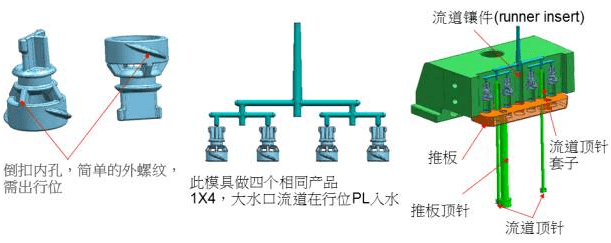
產品屬于外螺紋,一般情況下可以做行位方式出模,但不是所有都可以。所以用出模角分析是否在行位出模方向是否有倒扣。倒扣為多少?如果是三幾個C的看產品公差是否抵消。
為了防止產品粘前模所以設計行位延時開模,前后模已打開一部分但是行位還沒有滑動,通過行位把產品夾住(有扣位)保證產品在后模。產品柱子大部分在行位上,所以行位要設計運水冷卻!
案例4:
案例5:
頂針不可以在兩個工件一邊一半鉆孔頂出運動!!,在它外面加流道頂針套子或流道鑲件。否則由于兩工件可能錯位夾住頂針易插燒。
推板先頂空一段才到產品底已延時頂出產品,因為推板與產品有一段空間所以推頂空一段才頂到產品,但是水口頂針與水口料沒有此情況頂針板一動立刻把水口頂向上但是產品還沒有動,達到水口與產品不同步,自動分離。
推板頂針上表面要用螺絲鎖緊,所以上螺絲時為不讓頂針也跟著轉動頂針頭要做定位。
5 E+ [3 Q8 I/ g4 I. N0 X
作者: 810031936 時間: 2022-9-8 15:27
沒看出什么毛病
作者: 丟那猩 時間: 2022-10-10 15:20
學習了
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |