機械社區
標題: 不可不知的齒輪加工11道工序 [打印本頁]
作者: 一往冇前 時間: 2022-8-13 15:44
標題: 不可不知的齒輪加工11道工序
齒輪加工是一個極為復雜的過程,只有通過運用正確的技術,才能使高效生產成為可能,生產過程中的每個部分也都必須達到極為精確的尺寸。
/ h& ?; R3 g6 ~6 _( J2 B" x
齒輪的加工周期中包括了普通車加工→滾齒加工→插齒加工→剃齒加工→硬車加工→磨齒加工→珩磨加工→鉆孔→內孔磨削→焊接→測量,為這個過程配置合適的裝夾系統顯得尤為重要,接下來我們就將介紹各項工藝中的齒輪裝夾系統。
" V: T# q+ ^& O# C2 d! N
一、普通車加工
8 b6 t: ~! N* m1 m/ V. {6 Q9 g `+ n
在普通車加工中,齒輪毛胚件通常被夾持在垂直或者水平的車削機床上。對于自動夾持的夾具,絕大多數不需在主軸另一邊加裝輔助穩定裝置。
" y; \ B$ b4 A) m
: V& v; B& b& a
* w8 I" t5 f4 j. i; T, t8 q
二、滾齒加工
4 `) F, e* j" u% D2 c
因為出眾的經濟性,滾齒加工是一種用于生產外齒輪,圓柱齒輪的切削工藝。滾齒加工不僅在汽車工業中,而且還在大型的工業變速器制造中被廣泛運用,但是前提是不會受到被加工工件的外輪廓的限制。
( j, A+ ?* E, \- ~
; e; w# P5 n d4 ?/ K1 [& q$ M
. i/ p4 L/ V' ^! E A$ P, x
三、插齒加工
3 A. L9 \: ?1 l
% a$ A: Y4 l/ u& m" U
插齒這種加工齒輪的工藝,主要用在不能滾齒加工的情況下。這種加工方式主要被適用于齒輪的內齒加工,以及一些受結構干擾齒輪的外齒加工。
- n0 H/ D% K$ P# Z" M2 f0 B
* b& q @+ N9 h3 y- _" f
* @5 z# q( }7 S; f
四、剃齒加工
A/ E9 h3 M. W) ?7 U9 `0 l) ]* {6 C4 e! o" J3 Q1 l% B p7 \
剃齒加工是一種齒輪的精加工工藝,切削時帶有對應于齒輪齒形的刀身。這種工藝具有很高的生產經濟性,因此已經在工業中被廣泛運用。
3 i- p2 H% @! }1 q/ v( L
$ ]" g5 G" y' m
2 J4 ^ | A3 B8 u1 S2 W* |- @
五、硬車加工/ k) ^3 w, o" m; U Y% Q5 N3 w+ Q3 {
: x: ?- _& E# _. `- f. @; m" J
硬車加工使取代昂貴的研磨工藝成為可能。為了使其正常運行,系統的各個部分和加工部分相對應的連接在一起。選用正確的機床和夾具、切削工具決定了車削效果的好壞。
; Z+ T2 \' ~4 T8 S. |0 ^, A
) t0 d: \: B- j) }
! v* s. ]' x0 V1 b3 L3 q
六、磨齒加工: z0 d7 I) h! f2 Q3 C
# z) @' [ `" ~% g) A/ O9 i' Y2 W
當今為了成功達到齒輪生產中所必須的精度,在很多情況下,齒面的硬質精加工是必不可少的。在量產中,一種很經濟有效的加工方式。另一方面,類似于樣品加工,當使用可調節的研磨工具時,磨齒加工就會體現更大的靈活性。
. I6 _: T" n9 X5 F
$ v3 ^# G: E2 L/ l
! [- r4 ]8 _/ x9 l
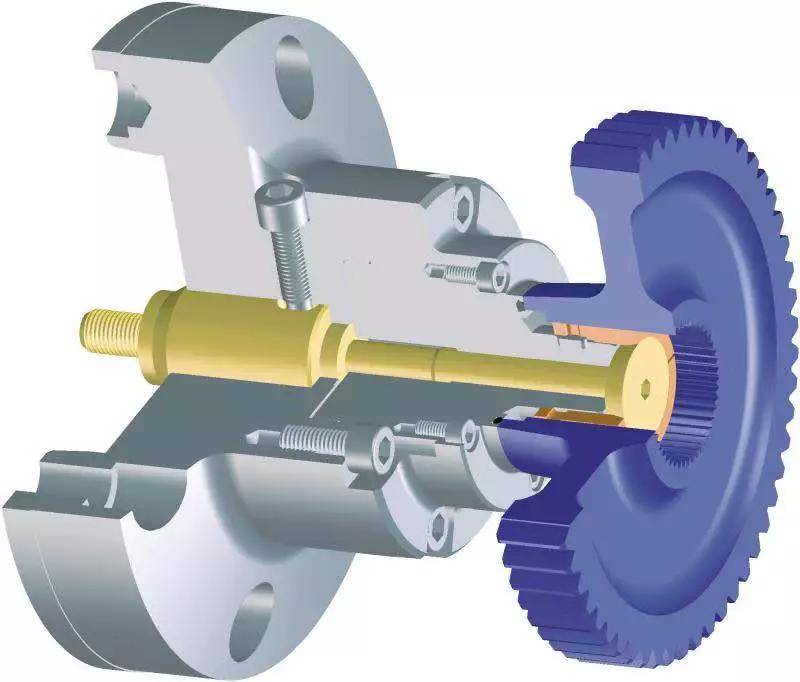
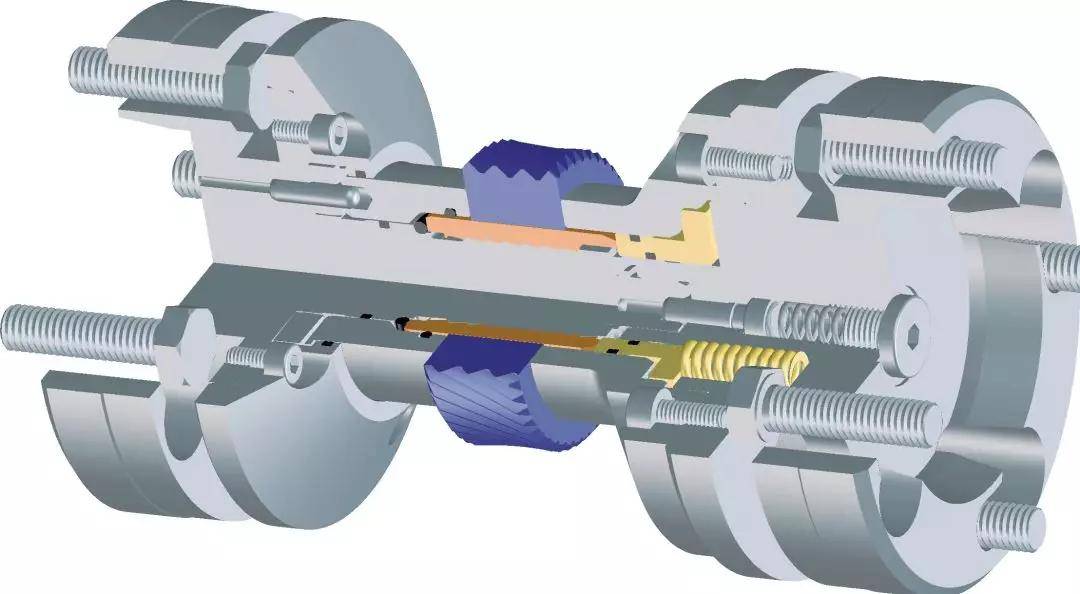
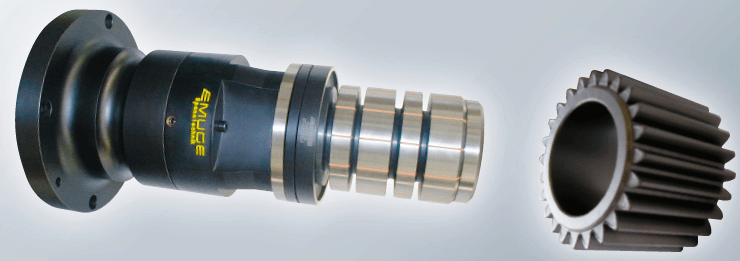
七、珩磨加工
; l# s& V; j4 u' A7 O, `3 Y$ l珩磨加工是運用無定形切削角度,對硬質齒輪進行最終精加工的工藝。珩磨加工不僅具有很高的經濟性,而且能使被加工齒輪具有低噪音的光滑表面。相對于研磨,珩磨加工的切削速度很低(0,5至10 m/s),因此避免了切削發熱對齒輪加工的損害。更確切的說,在被加工齒面上產生的內應力,對設備的承載能力產生一定的積極作用。
' C- l) L! ?* O0 X# Y* ]
" }, r q8 U u* j/ A$ w
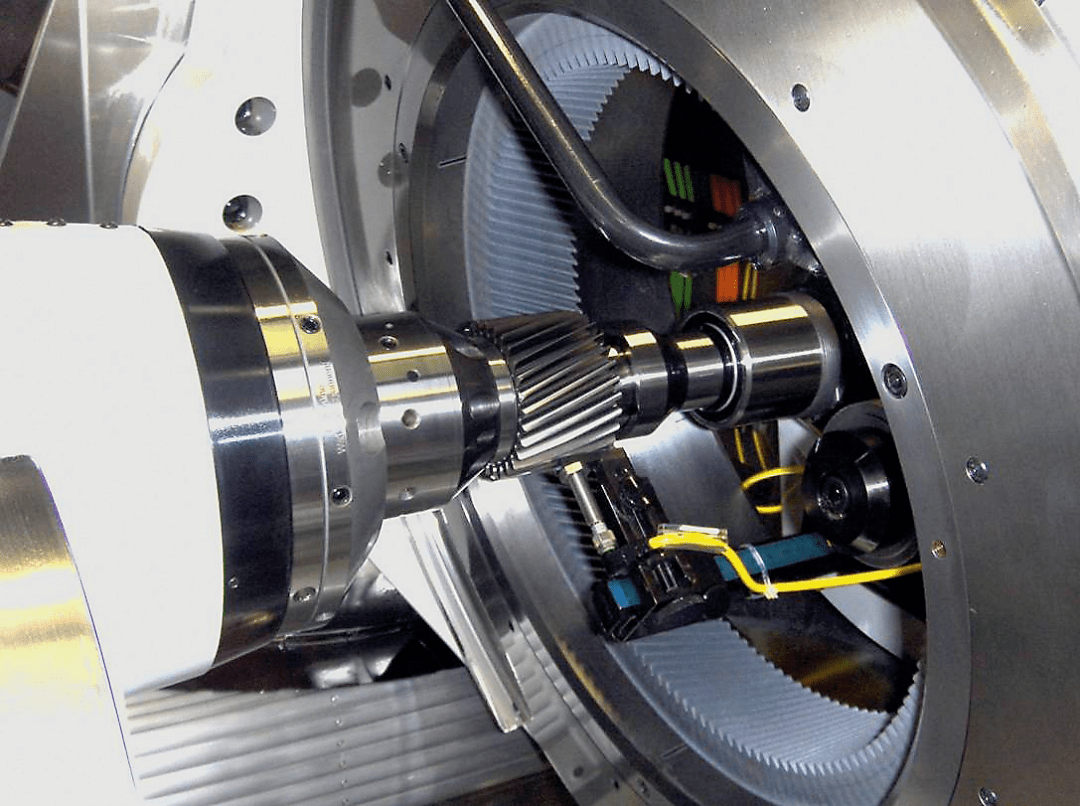
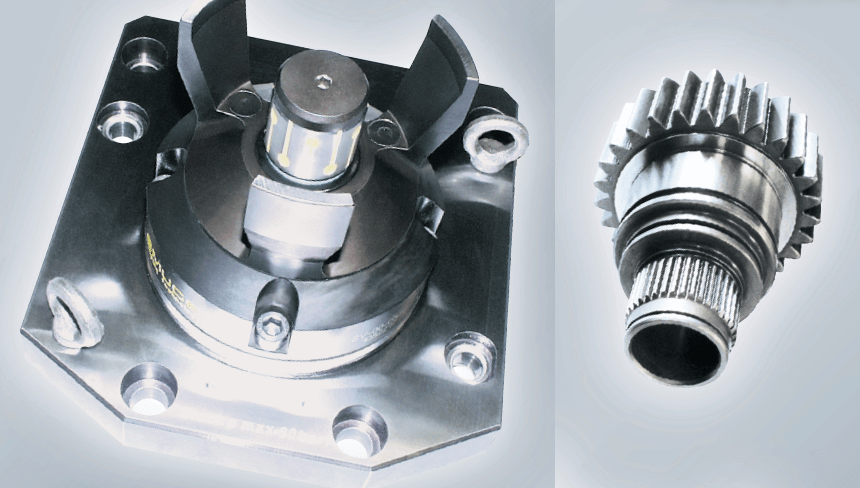
使用法蘭式夾具進行珩磨加工的案例:
: n7 H' K4 Z/ L6 b4 y; t2 j: |4 J
8 t3 d4 _; s8 P) W! s/ s7 F# n
) N5 K1 I v1 @7 v8 m
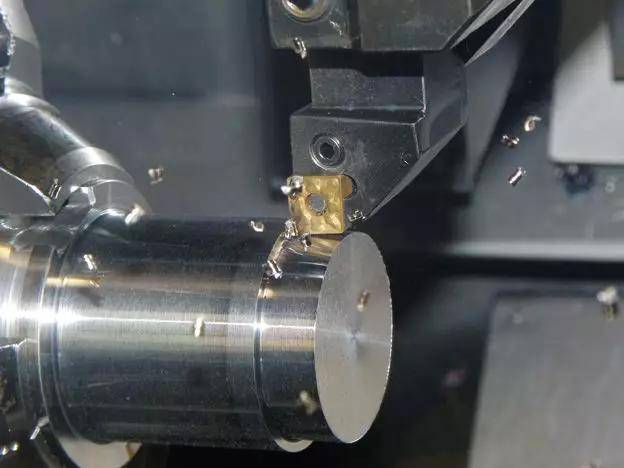
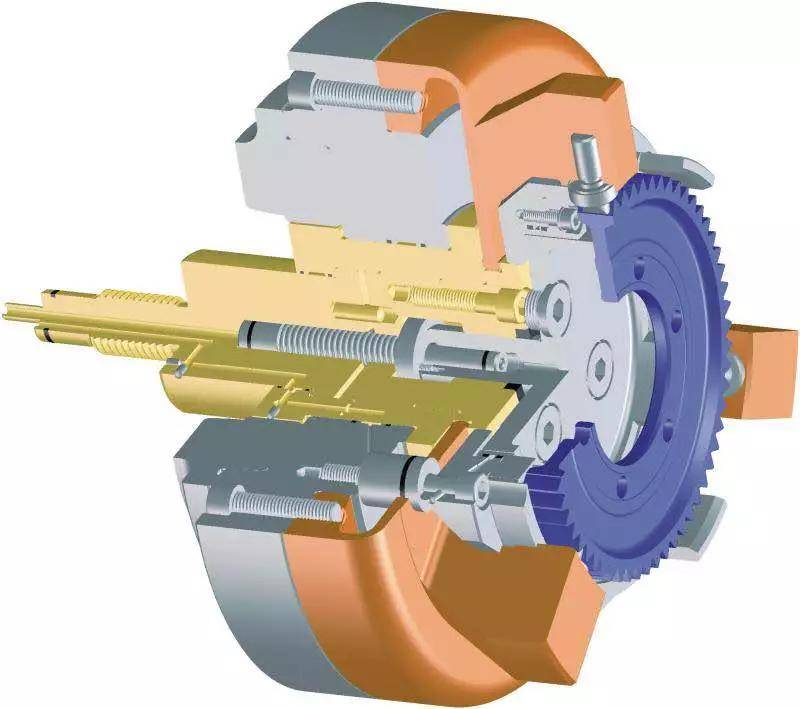
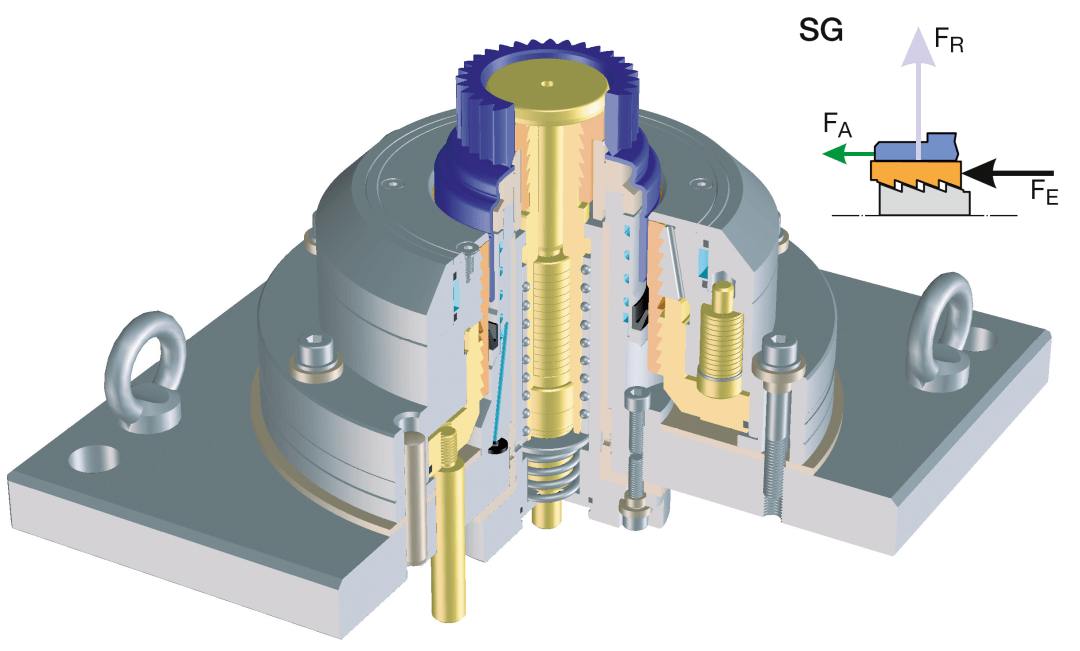
八、鉆孔7 R4 B+ G+ M- Z& |$ x
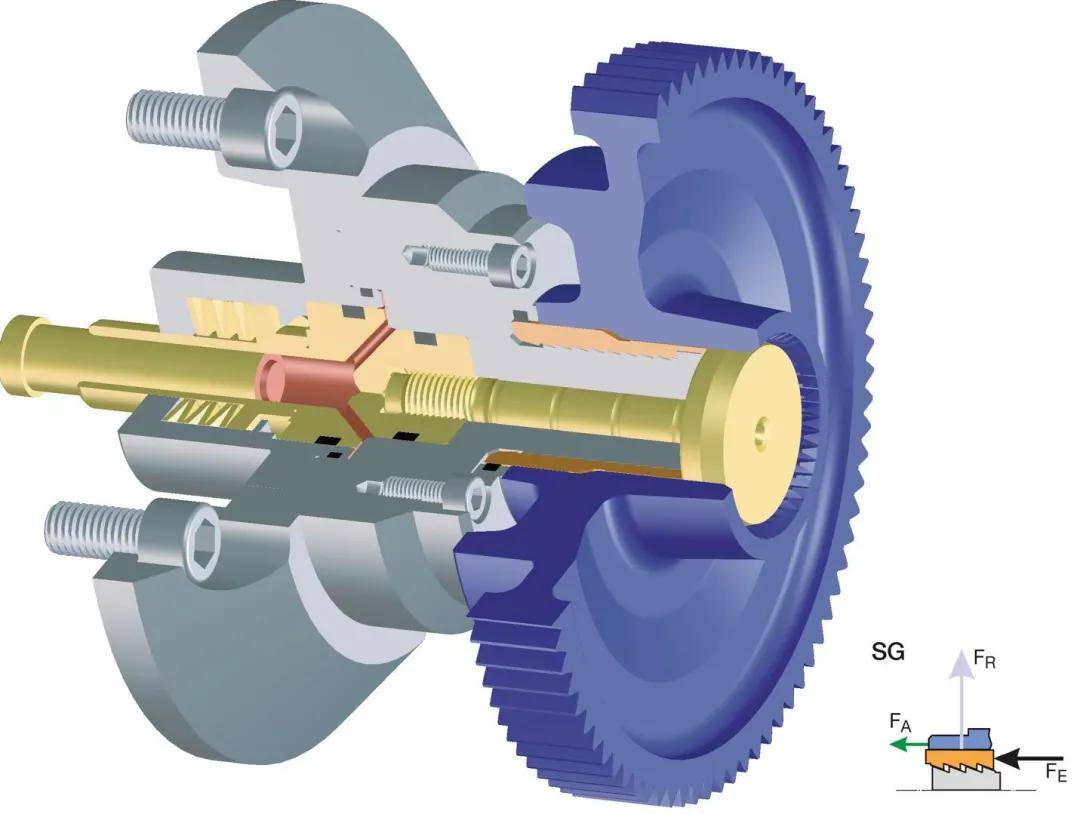
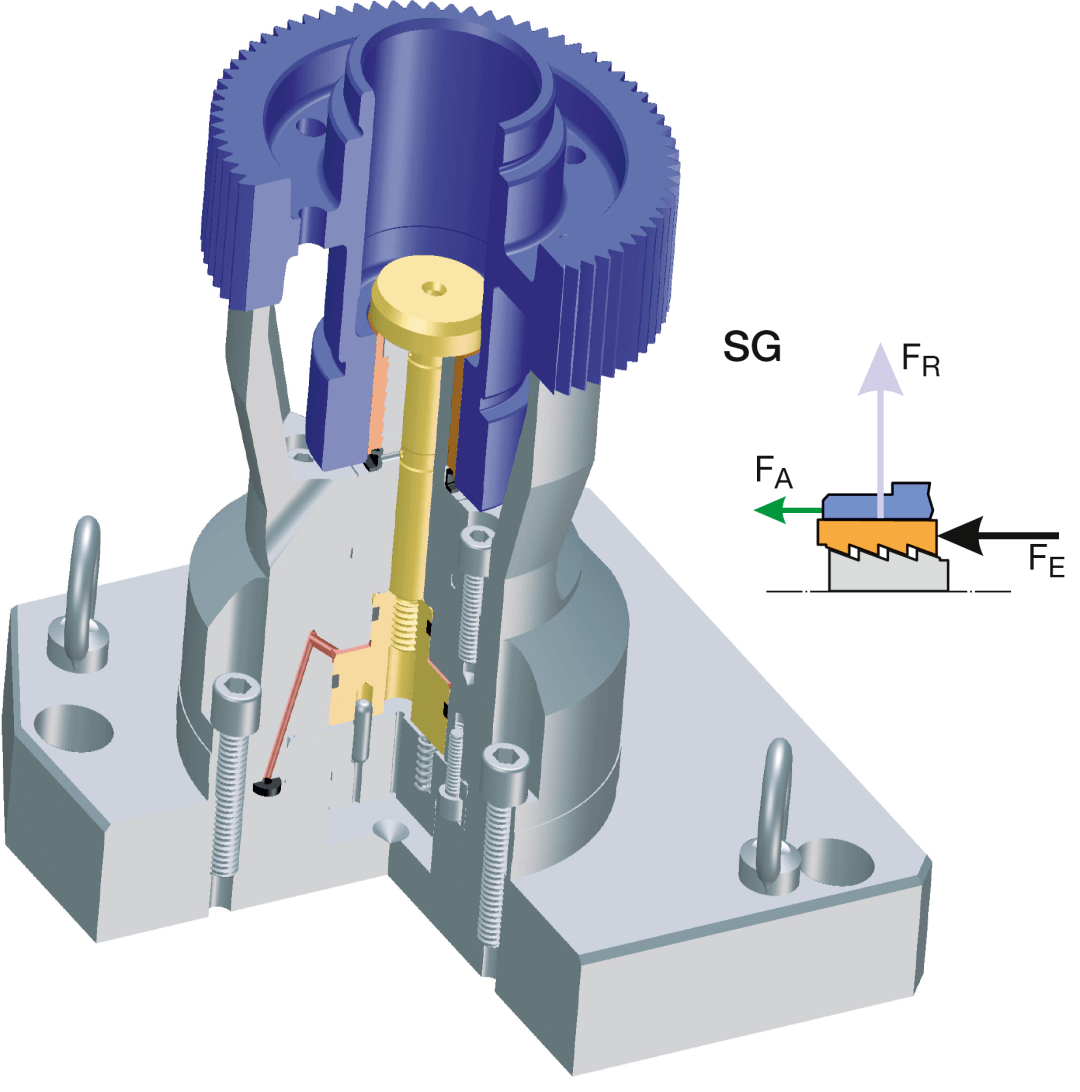
鉆孔是一種旋轉切削的加工工藝。刀具的轉軸和被加工孔的中心是在軸向是完全吻合的,且與刀具在軸向的進給方向是一致的。切削運動的主軸應于刀具保持一致,和進給運動方向無關。
& [' M" c1 c( R. ^8 y. ]
7 T' f& u+ ]5 x7 O
使用SG夾具系統進行鉆孔加工的案例:
. j$ n! k. ]( O' {! X& z
% t8 d% T/ C! r
% [/ P( k8 ]7 A% w; I1 a# P( s+ \
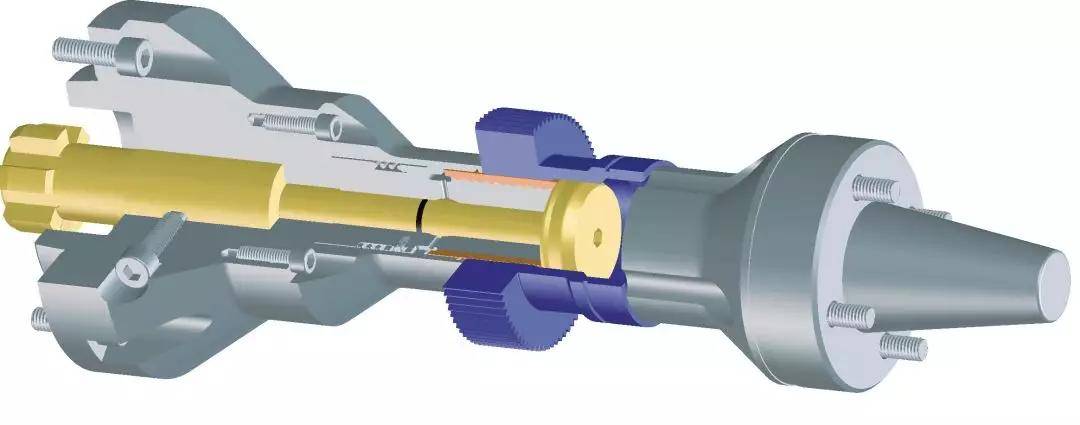
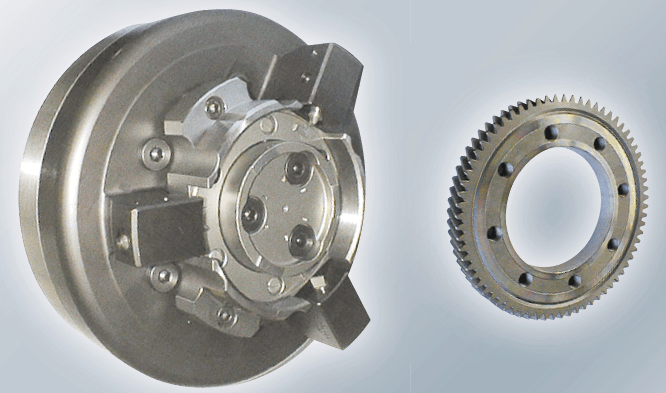
九、內孔研磨6 K8 Y! z* W3 y _
內孔研磨是一種無定形切削角度的機械加工工藝。比較其他的切削加工工藝,研磨對硬質金屬具有很高的尺寸和成形精度,尺寸精度(IT 5—6),很小的震紋痕高質量的表面精度(Rz = 1-3μm)等優點。
& m! `' d, S$ u
# @ V9 m. H3 ^! n
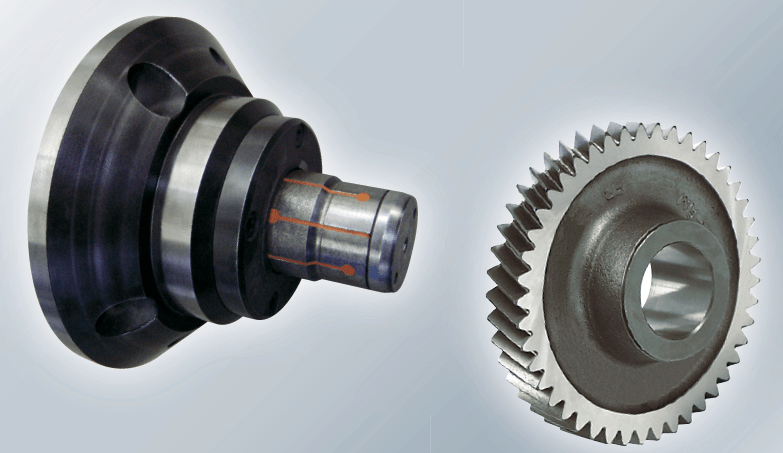
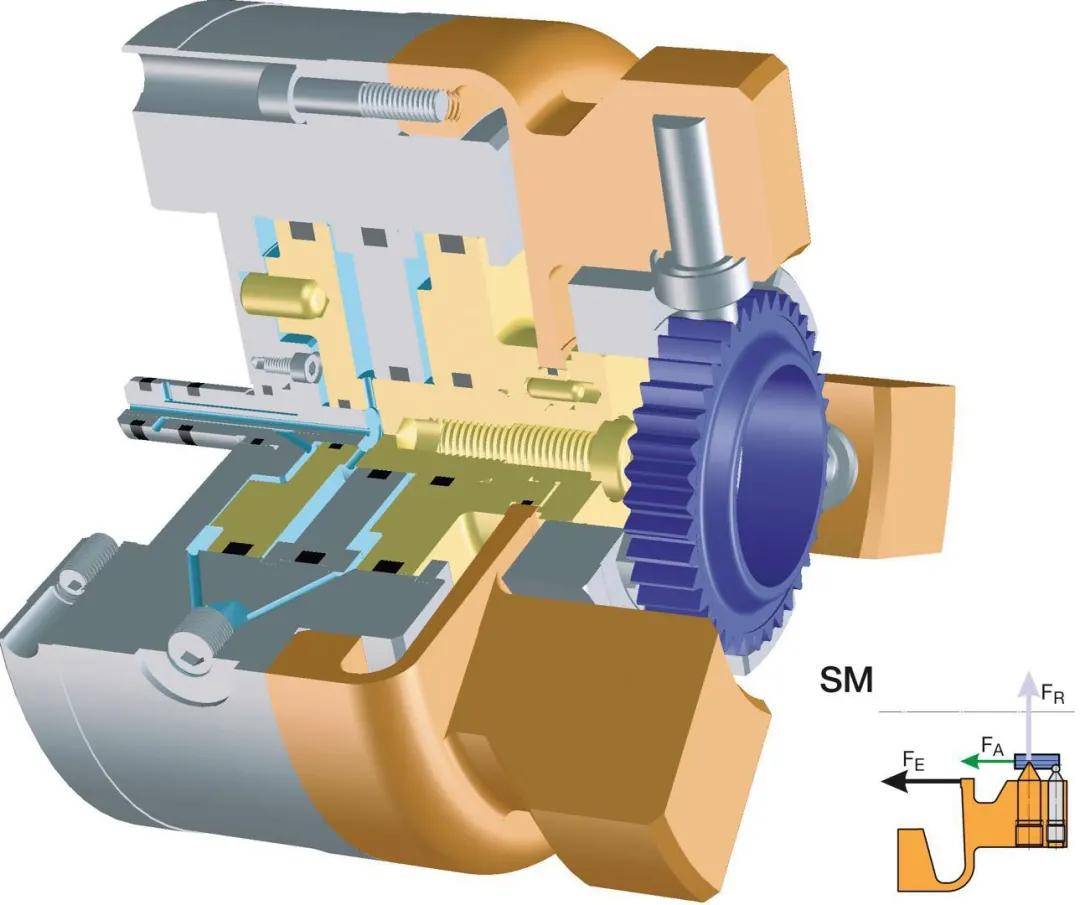
使用薄膜夾持SM系統進行內孔研磨加工案例:
9 }! P n. X4 ^5 C8 y" c
5 N4 I/ {1 ~4 L' o8 e/ N
/ d* `$ o6 e& o7 ~9 B. E, h
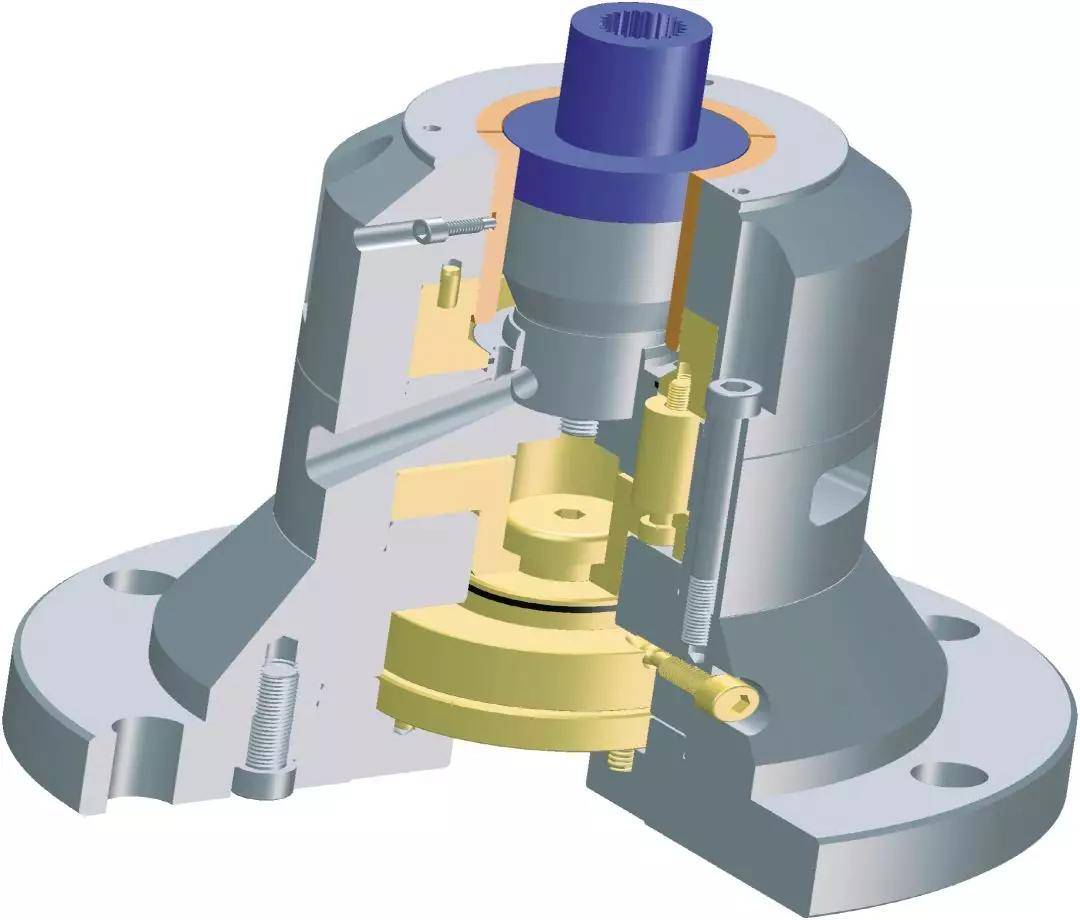
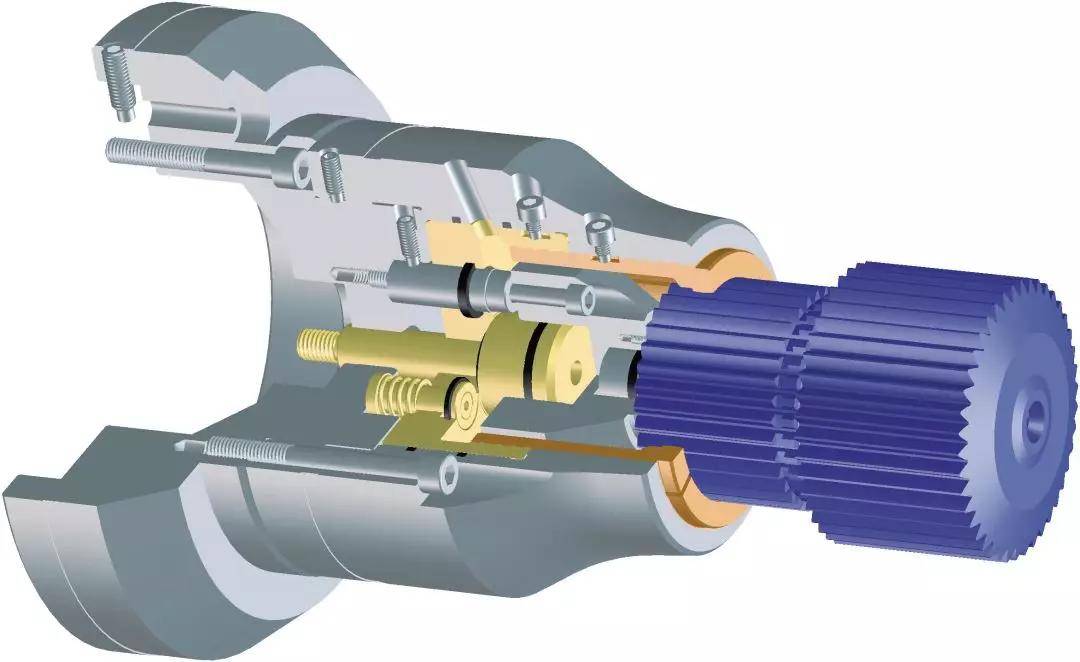
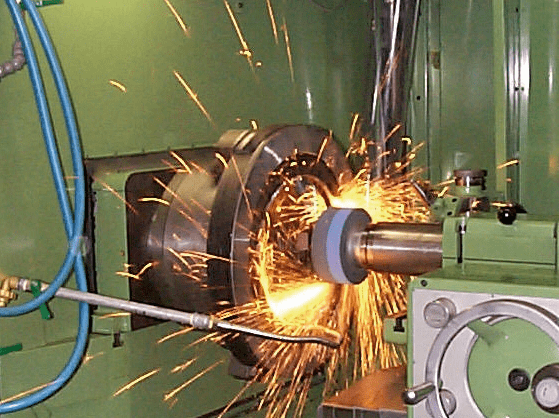
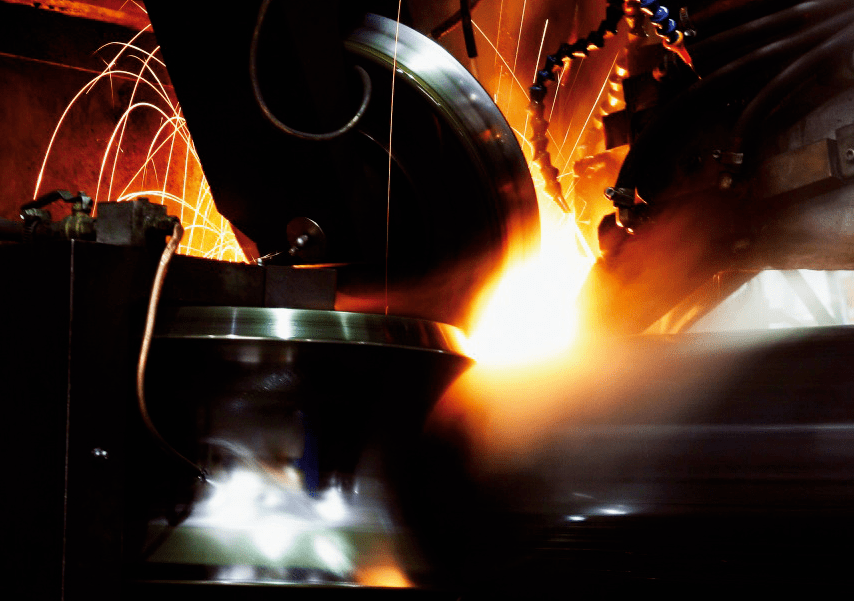
十、電容放電焊接8 S" E* w9 e3 a& i# u0 q
電容放電焊接屬于電阻焊接加工工藝。電容放電焊接通過很快的電流增加,相當短的焊接時間,及很高的焊接電流來實現。因此,電容放電焊接具有很多優點。對于日益增長的能源價格,電容放電焊接的經濟性和高效性顯得尤為重要。
; j( L7 G3 H( U! \. E
1 M0 n, I9 s& ]7 l' @; \7 [7 d
使用焊接夾具系統進行電容放電焊接案例:
. `$ u6 A' W+ I- ], m+ Y
# n# l4 Y+ Y. p' Z: g
# L" ]+ C$ y ~
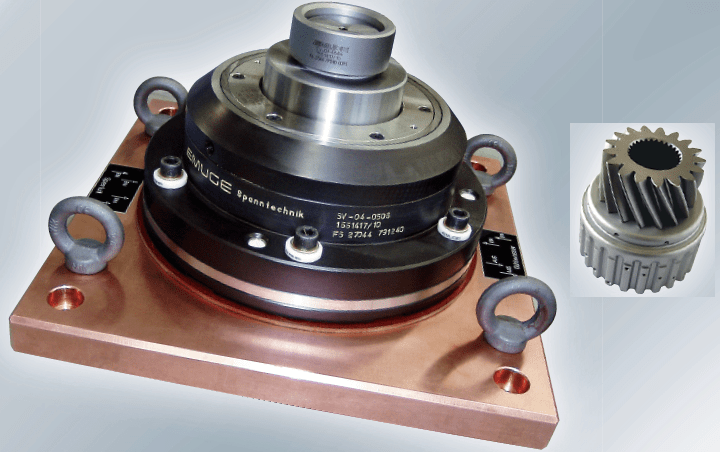
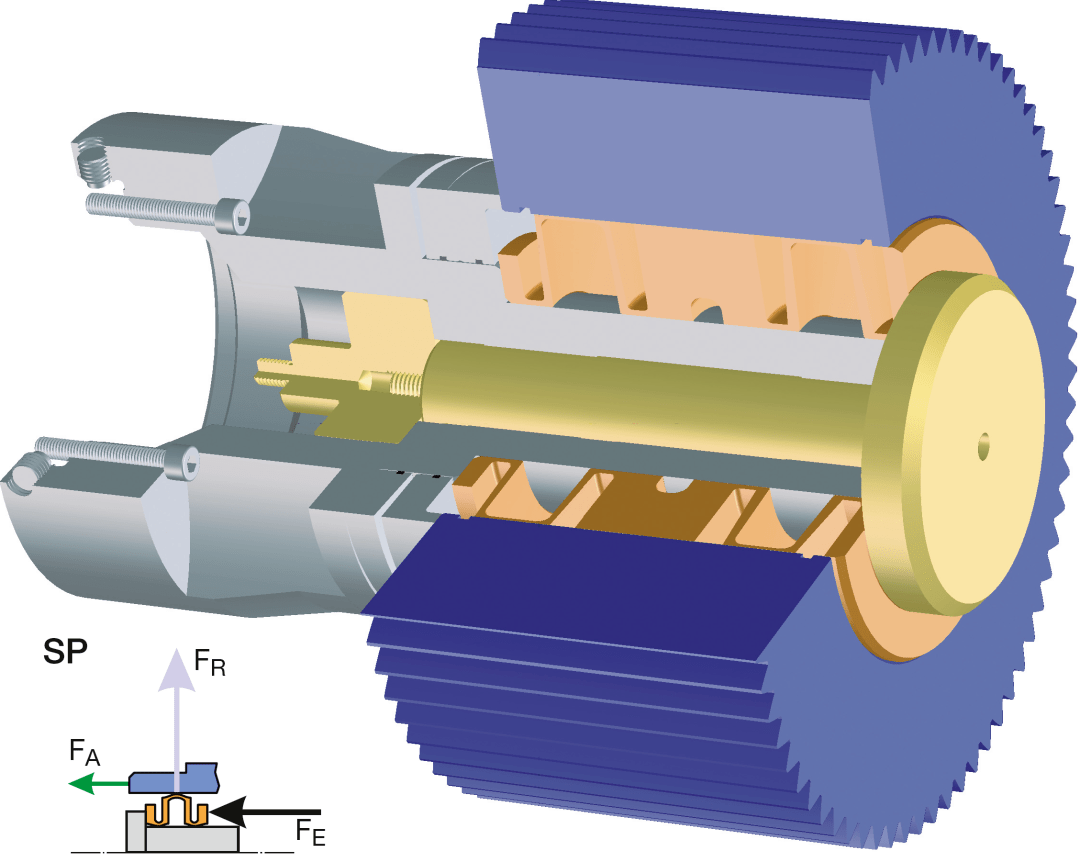
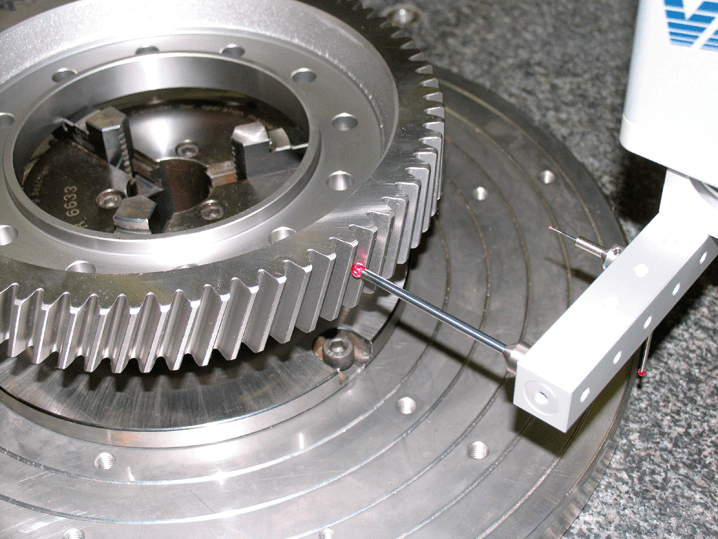
十一、測量
5 b. S, \7 K& H齒輪的檢測時非常廣泛的,其必須根據齒輪的不同形式來進行調整。在齒輪的測量中,通過長度,角度的測量,以及特殊的齒輪工藝測量,來確定齒輪的各個不同重要參數。
0 Z1 L1 l: Z6 X8 T' u! ^+ Z8 S
' c4 r5 i# R$ ^9 E5 h
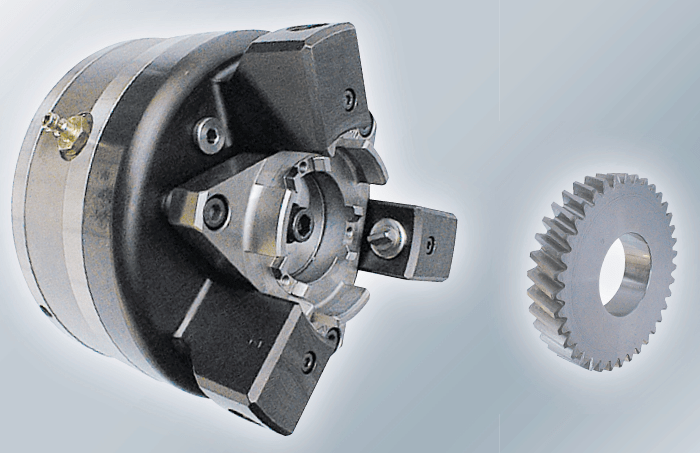
使用法蘭式SP夾具系統測量案例:
8 A8 S# c: A3 N9 n4 i$ n1 W3 n
- `; w' w) A! W0 \( Z$ }
6 X8 H) v! i2 v2 S: X( q
0 O2 X; q1 e) I. C% r d8 w& O% h% r: S$ u, W
5 e: h K* Z4 v4 E0 E, J" ]
作者: 林希9527 時間: 2022-8-13 17:23
排版編輯的不太好,一眼看過去不太明白
作者: twsxr 時間: 2023-5-29 12:50
點贊
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |