機械社區
標題: 你真的了解銑刀結構嗎? [打印本頁]
作者: 一往冇前 時間: 2022-7-15 15:04
標題: 你真的了解銑刀結構嗎?
刀的分類、幾何角度、銑削方式、選用原則以及銑削過程中常見問題的解決方法等方面了解一下。
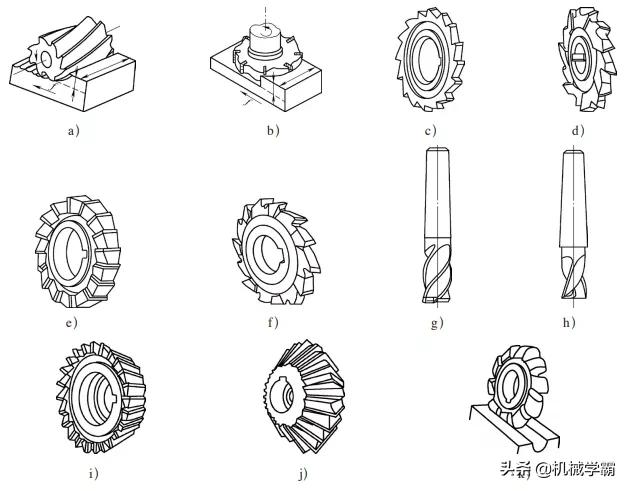
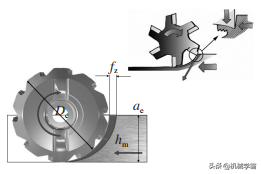
銑刀是用于銑削加工、具有一個或多個刀齒的旋轉刀具。工作時各刀齒依次間歇地切去工件的余量。銑刀主要用于銑削上平面、臺階、溝槽、成形表面加工和切斷工件等工藝。銑刀產品的幾種常見形式如圖4-1所示。
8 z* T+ I1 ~! n# l7 y. n, X& y
: v" x! W; p# y6 J& B圖4-1 銑刀類型
a)圓柱平面銑刀 b)面銑刀 c)槽銑刀 d)兩面刃銑刀 e)三面刃銑刀 f)錯齒三面刃銑刀 g)立銑刀h)鍵槽銑刀 i)單角度銑刀 j)雙角度銑刀 k)成形銑刀
?' X6 |- ^% n6 ^( G' ]; m
一、銑刀的分類
- M1 R6 H4 N9 K! v; g$ p/ K
(一)按功能分類
6 d% S& W/ `0 S! @5 M# ^- N& e
1.圓柱形銑刀 用于臥式銑床上加工平面,刀齒分布在銑刀的圓周上。按齒形分為直齒和螺旋齒兩種。按齒數分為疏齒和密齒兩種。螺旋齒與疏齒銑刀的齒數少,刀齒強度高,容屑空間大,適用于粗加工;而密齒銑刀適用于精加工。
2 A6 c$ p4 w1 r# w. h
2.面銑刀 用于立式銑床、臥式銑床或龍門銑床上加工平面。端面和圓周上均有刀齒。面銑刀也有粗齒和細齒之分,其結構有整體式、鑲齒式和可轉位式三種。
+ D. w" p7 P. S/ d' V& o: o3 b
3.立銑刀 用于加工溝槽和臺階面,刀齒在圓周和端面上,一般工作時不能沿軸向進給。當立銑刀上有通過中心端齒時,可軸向進給。
3 D. c! W- [' g1 E
4.三面刃銑刀 用于加工各種溝槽和臺階面,其兩側面和圓周上均有刀齒。
* R) u& I3 s% b& {+ D9 o
5.角度銑刀 用于銑削成一定角度的溝槽,有單角銑刀和雙角銑刀兩種。
3 E1 p7 s) d0 b9 M6 a
6.鋸片銑刀 用于加工深槽和切斷工件,其圓周上有較多的刀齒。為了減少銑削時的摩擦,刀齒兩側有15′~1°的副偏角。
: A' z0 ~0 `7 L( z, B# I# P# L
7.模具銑刀 模具銑刀用于加工模具型腔或凸模成形表面。模具銑刀是由立銑刀演變而成的,按工作部分外形可分為圓錐形平頭、圓柱形球頭、圓錐形球頭三種。硬質合金模具銑刀用途非常廣泛,除可銑削各種模具型腔外,還可代替手用銼刀和砂輪磨頭清理鑄、鍛、焊工件的飛邊,以及對某些成形表面進行光整加工等。該銑刀可裝在風動或電動工具上使用,生產率和壽命比砂輪和銼刀提高數十倍。
% ^3 `0 n5 H {- U( G
8.齒輪銑刀 按仿形法或無瞬心包絡法工作的切齒刀具,根據形狀的不同分為盤形齒輪銑刀和指形齒輪銑刀兩鐘。
5 N+ t7 L0 M# F4 N- t# ~
9.螺紋銑刀 通過三軸或三軸以上聯動加工中心實現銑削螺紋的刀具。此外,還有鍵槽銑刀、燕尾槽銑刀、T形槽銑刀和各種成形銑刀等。
. s' i- O+ T+ j G% K3 J. a
(二)按產品結構分類
2 k0 T8 c! H! C [" t' X) R
1.整體式 刀體和刀齒制成一體。
9 ]4 t9 |, x7 h. q+ Z9 \& n
2.整體焊齒式 刀齒用硬質合金或其他耐磨刀具材料制成,并釬焊在刀體上。
7 \# x( O# r! f- e! \
3.鑲齒式 刀齒用機械夾固的方法緊固在刀體上。這種可換的刀齒可以是整體刀具材料的刀頭,也可以是焊接刀具材料的刀頭。刀頭裝在刀體上刃磨的銑刀稱為體內刃磨式銑刀;刀頭在夾具上單獨刃磨的稱為體外刃磨式銑刀。
4 g% l- l, }0 Q' u! W- p
二、銑刀的幾何角度
) H0 D) G$ I3 [
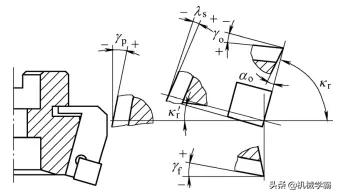
銑刀的種類、形狀雖多,但都可以歸納為圓柱銑刀和面銑刀兩種基本形式,每個刀齒可以看作是一把簡單的車刀,所不同的是銑刀回轉、刀齒較多。因此只通過對一個刀齒的分析,就可以了解整個銑刀的幾何角度。以面銑刀為例來分析銑刀的幾何角度。面銑刀的標注角度如圖4-2所示。面銑刀的一個刀齒,相當于一把小車刀,其幾何角度基本與外圓車刀相類似,所不同的是銑刀每齒基面只有一個,即以刀尖和銑刀軸線共同確定的平面為基面。因此面銑刀每個刀齒都有前角、后角、主偏角和刃傾角四個基本角度。
' H9 G" o; d6 a( N j/ o3 L
(1)前角γο:前面與基面之間的夾角,在正交平面中測量。
; a* n. V. z. _( K- {
(2)后角αo:后面與切削平面之間的夾角,在正交平面中測量。
( k. {! f* M8 g! m( P$ V, ]
(3)主偏角κr:主切削平面與假定工作平面間的夾角,在基面中測量。
! z% @0 x; ]/ n' H" d
(4)刃傾角λs:主切削刃與基面之間的夾角。
5 f" y9 H3 ]7 X+ u6 h' g5 y$ M
面銑刀在主剖面系中的有關角度如見圖4-2所示,在設計、制造、刃磨時,還需要進給、背吃刀量剖面系中的有關角度,還有徑向前角γf和軸向前角γp。
 ( c; ?4 J9 C6 u* i/ t
( c; ?4 J9 C6 u* i/ t
: e3 `% t4 C7 u9 w3 P- `
圖4-2 面銑刀的幾何角度
+ G' d5 u( W' U( L9 M
三、銑削方式
$ i6 z& R% Z- C. {# Q
(一)端銑的銑削方式
0 e: a2 L$ B0 ?% W9 W' B6 O
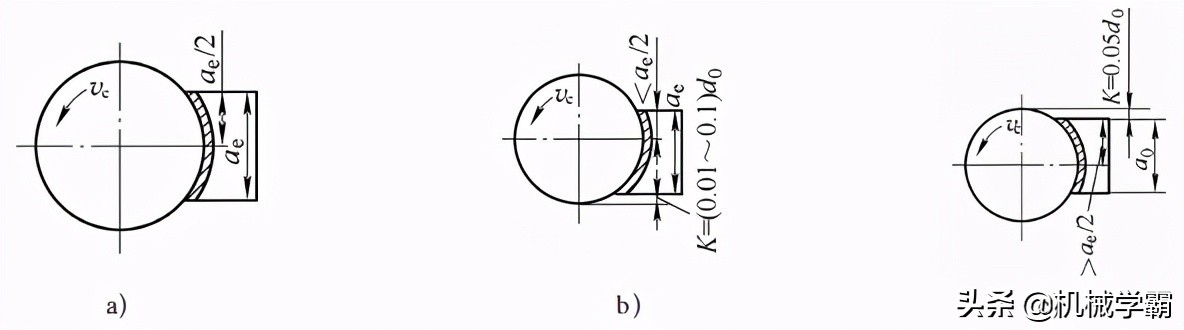
用面銑刀加工平面時,依據銑刀與工件加工面相對位置(或稱吃刀關系)的不同可分為三種銑削方式:對稱銑、不對稱逆銑和不對稱順銑,如圖4-3所示。
 ' b: C+ [; l" F" f
' b: C+ [; l" F" f
2 r9 L' S' e- v7 ]$ |圖4-3 端銑的三種銑削方式
a)對稱銑 b)不對稱逆銑 c)不對稱順銑
! @* t0 Z- [( S' ~9 n
1.對稱銑 銑刀軸線位于銑削弧長的對稱中心位置,即切入、切出時切削厚度相同時為對稱銑。這種銑削方式具有較大的平均切削厚度,在用較小的每齒進給量銑削淬硬鋼時,為使刀齒超越冷硬層切入工件,應采用對稱銑削。
Q( O0 U' w: g9 V
2.不對稱逆銑 切入時切削厚度小于切出時切削厚度為不對稱逆銑。銑削碳鋼和一般合金鋼時,采用這種銑削方式,可減小切入時的沖擊,使硬質合金面銑刀的使用壽命提高一倍以上。
8 G) f! Q4 ?. ]7 a. L
3.不對稱順銑 切入時切削厚度大于切出時切削厚度為不對稱順銑。實踐證明,不對稱順銑用于加工不銹鋼和耐熱合金時,可減少硬質合金的剝落磨損,可提高切削速度40%~60%。
% I r; t- }- M2 b
(二)圓周銑的銑削方式
% F3 e/ v# A4 w* L; H
根據銑削時切削層參數變化規律的不同,圓周銑削有逆銑和順銑兩種形式。逆銑銑削時(見圖4-4),銑刀切入工件時的切削速度方向與工件的進給方向相反,這種銑削方式稱為逆銑。逆銑時,刀齒的切削厚度從零逐漸增大。刀齒在開始切入時,由于切削刃鈍圓半徑的影響,刀齒在工作表面上打滑、產生擠壓和摩擦,使這段表面產生嚴重的冷硬層。至滑行到一定程度時(即切削厚度≥切削刃鈍圓半徑),刀齒才能切入工件。下一個刀齒切入時,又在冷硬層上擠壓、滑行,使刀齒容易磨損,同時使工件表面粗糙度值增大。此外,逆銑加工時,當接觸角大于一定數值時,垂直銑削分力向上,容易使工件的裝夾松動而引起振動。
 2 X4 g8 K* m: Q2 Z7 F
2 X4 g8 K* m: Q2 Z7 F
0 H% Z h5 h) t: P/ F圖4-4 圓周銑的逆銑
& u$ A# A8 \- h) ]% i: H! W# k Y
順銑銑削時如圖4-5所示,銑刀切入工件時的切削速度方向與工件的進給方向相同,這種銑削方式稱為順銑。順銑時,刀齒的切削厚度切入時最大,而后逐漸減小,避免了逆銑切入時的擠壓、滑擦和啃刮現象,而且刀齒的切削距離較短。銑刀磨損較小,壽命可比逆銑時高2~3倍,已加工表面質量也較好。特別是銑削硬化趨勢強的難加工材料效果更明顯。前面作用于切削層的垂直分力始終向下,因而整個銑刀作用于工件的垂直分力較大,將工件始終壓緊在夾具上,避免了工件的振動,安全可靠。
+ }$ j( I" K2 n/ a
. Q: Y: y9 u* ^7 d) T圖4-5 圓周銑削的順銑
* b: L' w$ z; v n" J e( h
四、銑刀選擇的通用原則
" T. K+ O: @# W6 h- |/ c: l
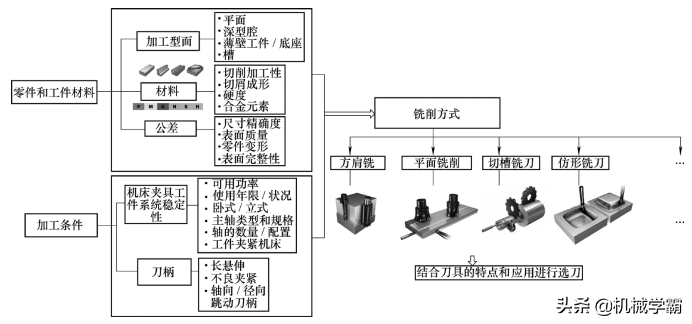
1.銑刀的選擇流程 一般考慮以下幾個方面進行選擇(見圖4-6):
( }# J( t' @" Z
(1)零件形狀(考慮加工型面):加工型面一般可為平面、深型、腔槽和螺紋等,不同加工型面使用的刀具不同,例如圓角銑刀可銑削凸曲面,但不能銑削凹曲面。
1 r. f" q& P/ L7 V: y
(2)材料:考慮其切削加工性、切屑成形、硬度和含有的合金元素等方面。刀具生產廠家一般將材料分為鋼、不銹鋼、鑄鐵、有色金屬、高溫合金、鈦合金和硬質材料。
0 r C6 D( { ~4 D/ p" k$ A" |9 z# i
(3)加工條件:加工條件包括機床夾具工件系統穩定性刀柄裝夾情況等。
. S' P( R1 {& W1 Q
, [ Y0 I, t& N- _4 O圖4-6 刀具選擇流程圖
' _# ^8 h% c- G. f; L+ ^
(4)機床-夾具-工件系統穩定性:這需要了解機床的可用功率、主軸類型和規格、機床已使用的年限等,并且要結合刀柄長懸伸量及其軸向/徑向圓跳動情況。
% M* Q/ R7 I4 M( l: v q( {
(5)加工類別及子類別:這包含方肩銑削、平面銑削、仿形銑削等需要結合刀具的特點應用進行選刀。
N8 |: V1 t6 n8 I3 R
2. 銑刀幾何角度的選擇
4 {/ T1 o7 M: S. ]& [% w
(1)前角的選擇。銑刀的前角應根據刀具和工件的材料確定。銑削時常有沖擊,故應保證切削刃有較高的強度。一般情況下銑刀前角小于車刀切削前角;高速鋼比硬質合金刀具要大;另外,在銑削塑性材料時,由于切削變形較大,應取較大的前角;銑削脆性材料時,前角應小些;在加工強度大、硬度高的材料時,還可采用負前角。前角的具體數值如表4-1所示。
9 n1 C L1 X- h$ K/ p2 T% @& j/ g5 ?
表4-1 銑刀前角的參考值 [ 單位:(°)]
 & [' @, V0 J0 r y3 x8 o
& [' @, V0 J0 r y3 x8 o
" o, U4 e' z7 j# M1 V0 T% i(2)刃傾角的選擇。立銑刀和圓柱銑刀的外圓螺旋角β就是刃傾角λ s。這使刀齒可以逐漸的切入和切出工件,提高銑削的平穩性。增大β,可以使實際前角增大,切削刃鋒利,同時也使切屑易于排出。對于銑削寬度較窄的銑刀,增大螺旋角β的意義不大,故一般取β=0或較小的值。螺旋角β的具體數值如表4-2所示。
7 z/ c4 {8 v% q1 a' d! [* v& w2 f
表4-2 銑刀外圓螺旋角參考值 [單位:(°)]
 . ]3 [( X Y) ^9 N8 @1 r+ W" k
. ]3 [( X Y) ^9 N8 @1 r+ W" k
, M% N" [0 X. Q. ?9 d5 F; \$ a; E4 j/ `
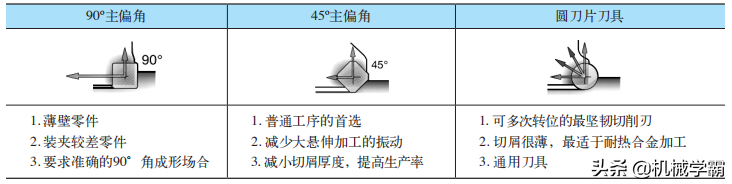
(3)主偏角與副偏角的選擇。面銑刀主偏角的作用及其對銑削過程的影響,與車刀主偏角在車削中的作用和影響相同。常用的主偏角有45°、60°、75°、90°,工藝系統的剛性好,取小值;反之,取大值,主偏角選擇如表4-3所示。副偏角一般為5°~10°。圓柱銑刀只有主切削刃,沒有副切削刃,因此沒有副偏角,主偏角為90°。
/ _6 s2 X: M3 k% E4 \
表4-3 主偏角的選擇
 - Z5 G5 u! j$ i' B. @# n
- Z5 G5 u! j$ i' B. @# n
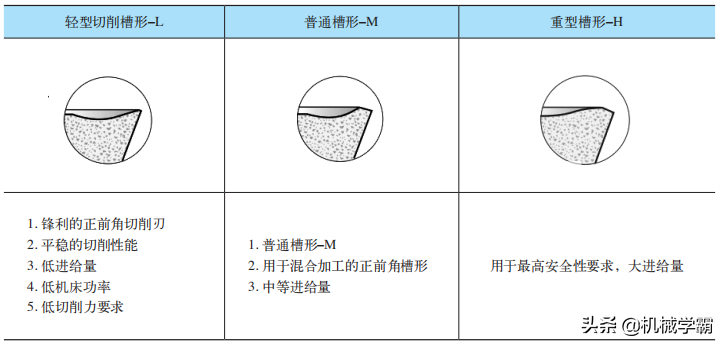
! k8 o3 u1 j" }% F3.刀片槽形的選擇 銑刀刀片槽形的選擇(見表4-4)對于斷屑、已加工表面的表面性能、表面質量等有重要意義。
6 h1 l+ z$ F/ z$ o/ _7 L
表4-4 刀片槽形的選擇
- Z A( u4 D1 P0 H* h& I+ p2 D: b7 G4 H. y! B5 F
4.齒數的選擇 銑刀齒數的選擇(見表4-5)主要考慮的是齒距的疏密程度,齒距的疏密對加工表面質量、排屑和刀齒耐沖擊程度等有重要影響。
0 F# p6 o" P3 r' ]% }
表4-5 齒數的選擇

4 R8 C1 ?( u! q! p T
; H0 l" ?2 d3 L9 c9 K! N8 ?五、銑削過程中常見問題的解決方法
1 E5 a- I) ~1 K( M7 _
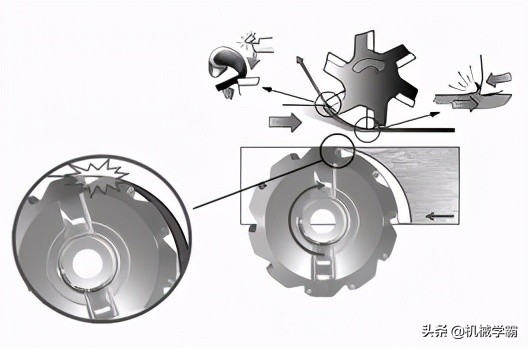
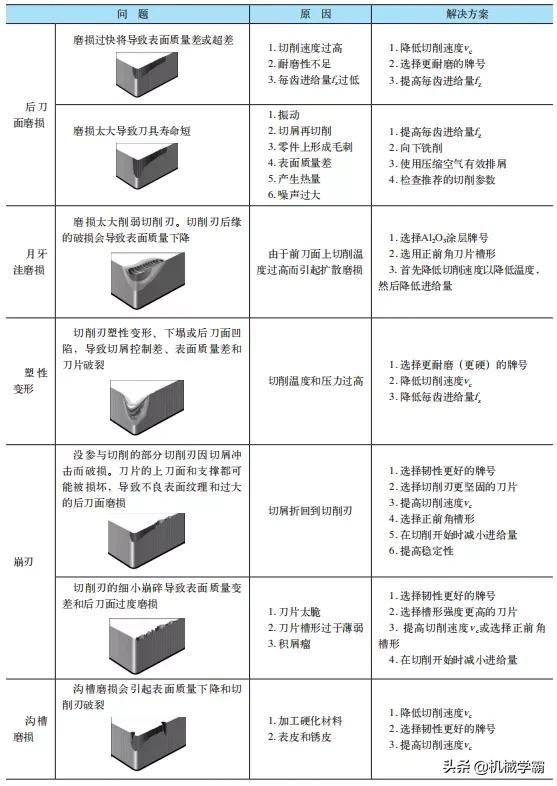
在銑削加工過程中,由于工件材料、切削參數和刀具幾何參數等因素的影響,常出現刀具磨損、崩刃和積屑瘤等現象。如表4-6所示為幾種常見問題的解決方法。
' `2 e, J. b! }6 K' @6 r# o
表4-6 銑削過程中常見問題的解決方法
# C. k2 Q' u) r7 @8 Z' ]
9 X0 ~ U f' @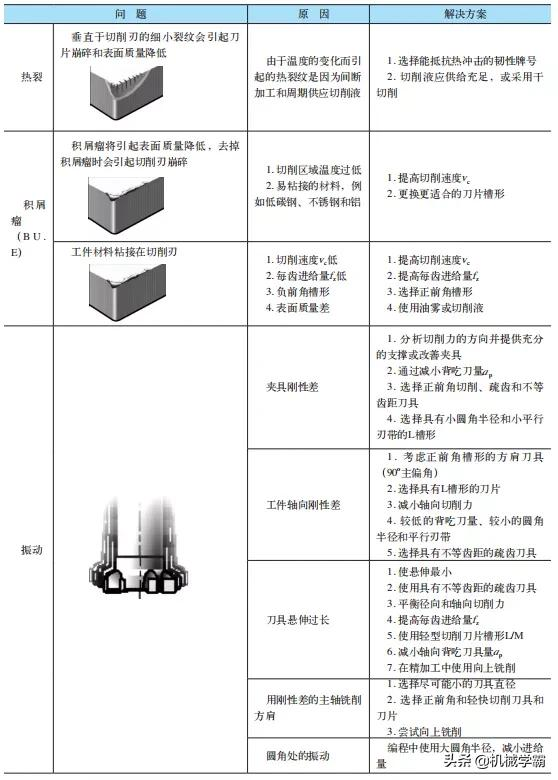
m4 d0 X1 [! O/ J' H
( B- B" Z- k* n3 ~6 O& k' l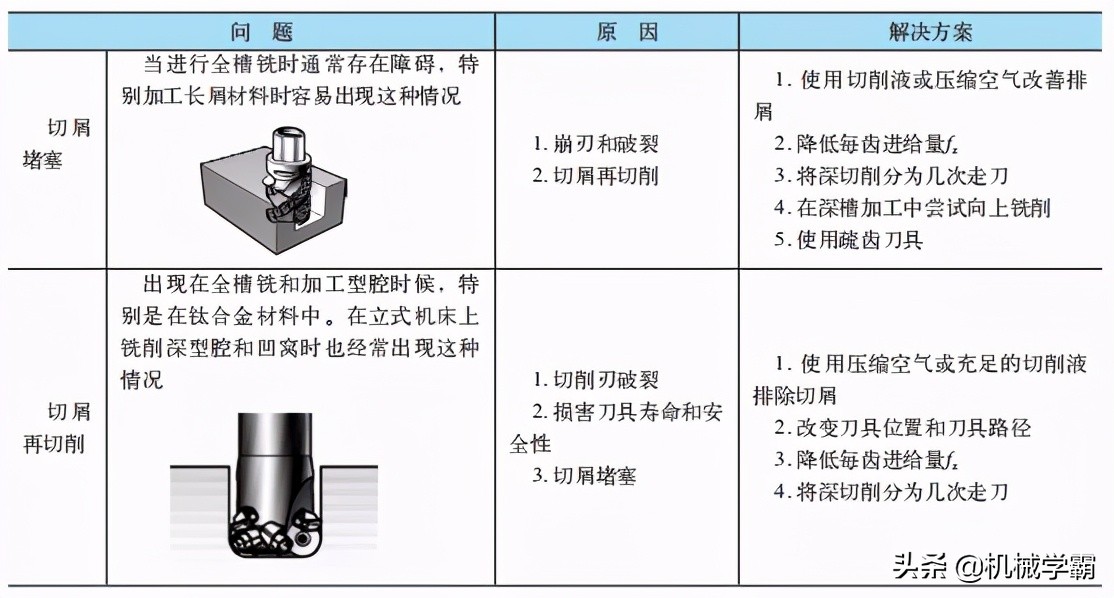
9 h) W+ G' {$ @! {4 D _0 F: Q+ G5 @( E, O5 P: Q
END
5 Q( R* d5 {. b3 ?: ]
作者: sfcp 時間: 2022-7-15 16:46
牛牛牛
作者: dtltc123 時間: 2022-7-16 08:33
夠詳細了
作者: zhuxiaoma 時間: 2022-7-16 09:27
好東西
作者: 樾爸爸 時間: 2022-7-16 11:44
真詳細 感謝樓主
作者: 非標刀具定制 時間: 2023-1-13 13:36
相當專業
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |