機械社區
標題: 沖壓件設計及表面處理,很好的總結文章 [打印本頁]
作者: 一往冇前 時間: 2022-7-1 13:24
標題: 沖壓件設計及表面處理,很好的總結文章
沖壓件的基本成型工藝沖壓件成形原理:沖壓是靠壓力機和模具對板材、帶材、管材和型材等,施加外力,使之產生塑性變形或分離,從而獲得所需形狀和尺寸的工件(沖壓件)的成形加工方法。
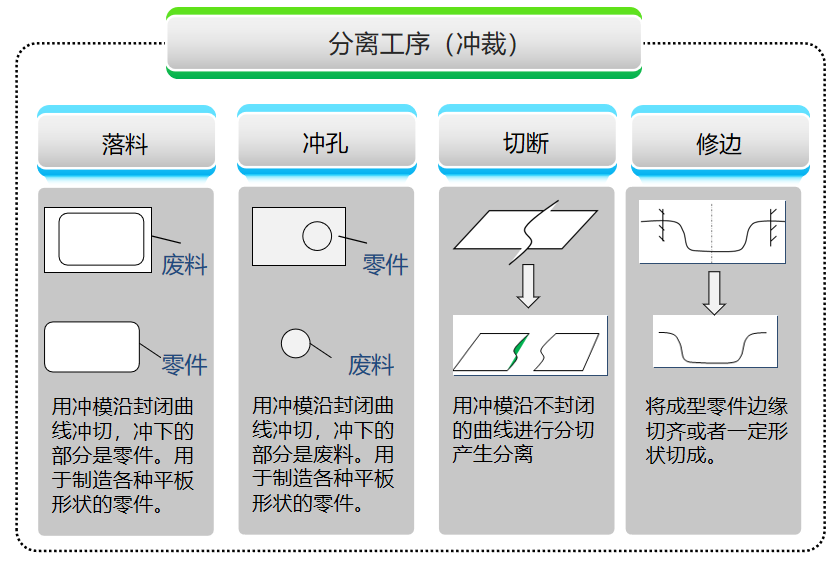
工藝分類:沖壓主要是按工藝分類,可分為分離工序和成形工序兩大類。
分離工序(沖裁工序):其目的是使沖壓件沿一定輪廓線從板料上分離,同時保證分離斷面的質量要求。分離工序:沖裁(落料、沖孔)、剪切、切口、切邊、剖切。
 - Y5 X# q w0 v& Y6 m
- Y5 X# q w0 v& Y6 m
1 x5 _6 a; Q1 J) ~: s) F, [
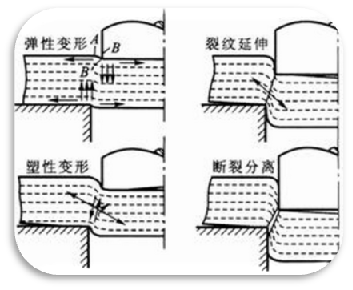
沖裁時板料的變形過程
變形過程:
模具間隙正常時,金屬材料的沖裁過程可分三個階段:
1)彈性變形階段
板料產生彈性壓縮,彎曲和拉伸等變形。材料在受到外力作用時產生變形或者尺寸 的變化,而 且能夠恢復的變形叫做彈性變形。
2)塑性變形階段
板料的應力達到屈服極限,板料開始產生塑性剪切變形。是指材料在外力作用下產而在外力去除后不能恢復的那部分變形。
3)斷裂分離階段
已成形的裂紋沿最大應變速度方向向材料內延伸,呈楔形狀發展
9 V: z: [/ r! N l0 Y, Q6 c* i+ W
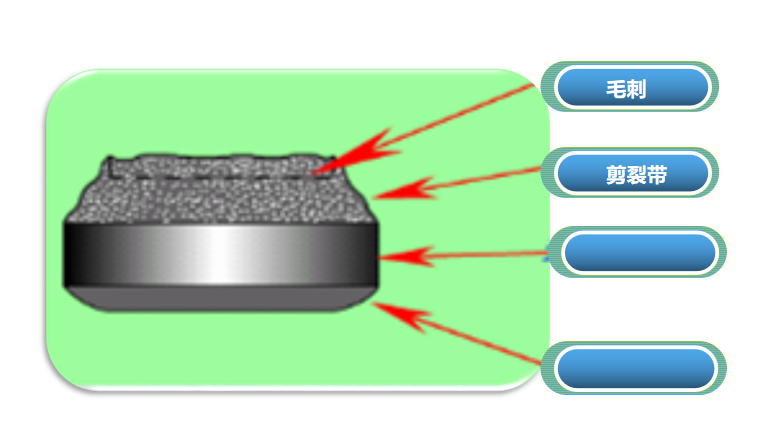
& p& g* u) M4 I% u3 [1 L2 @沖裁后板料斷面分為四個部分
3 Z. q5 u7 q( ~) ^- u+ |8 F, U$ x2 k
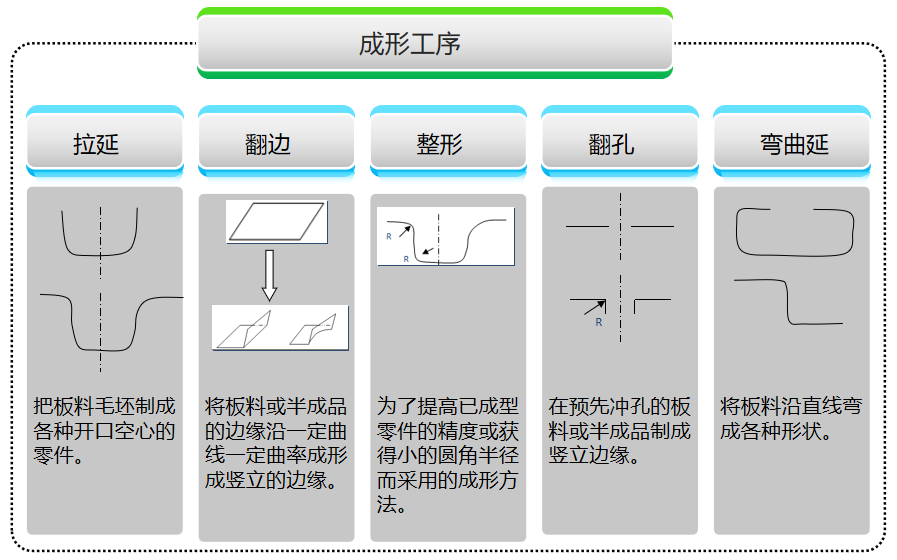
成形工序:是使板料在不破壞的條件下發生塑性變形,制成所需形狀和尺寸的工件。
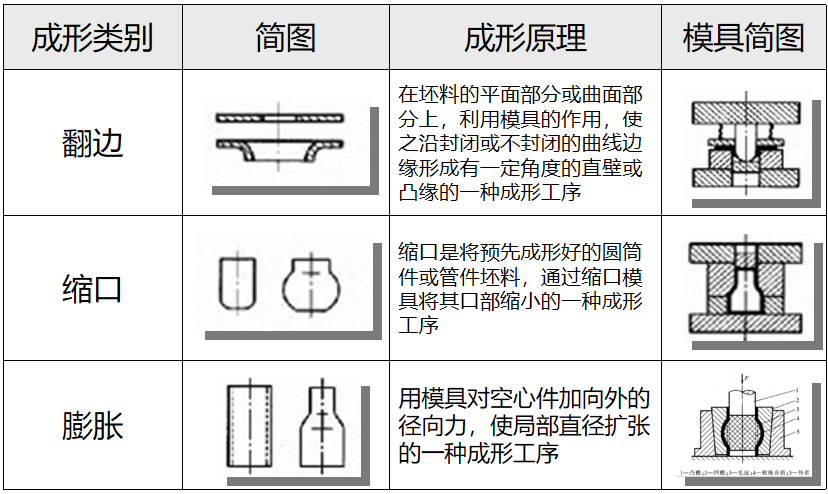
成形工序:彎曲、卷圓、扭曲、拉深、變薄拉深、翻邊(孔的翻邊、外緣翻邊)、縮口、擴口、起伏、卷邊、漲形、旋壓、整形、校平、壓印、擠壓(正擠壓、反擠壓、復合擠壓)。
 2 @2 m3 H& z# }0 @2 l2 S7 }% N
2 @2 m3 H& z# }0 @2 l2 S7 }% N
; D8 N% t4 y0 K沖壓件設計注意事項沖裁沖壓件的沖壓工藝性
1).沖裁件的形狀和角度:沖裁件的形狀設計應盡可能簡單、對稱,使排樣時廢料最少。沖裁件拐角應避免銳角,宜有適當的圓角
: z( A& Z: G% k$ N: w8 X' D& e/ U: D* y1 b- P5 {8 N
2).沖孔最小孔徑 (沖孔時孔徑不宜太小)最小尺寸如下表
' v+ G; e: v- i7 p$ `4 f5 v; K7 }) g" `- r1 j v7 |' D
沖裁件的結構尺寸(如孔徑、孔距等)必須考慮材料的厚度。
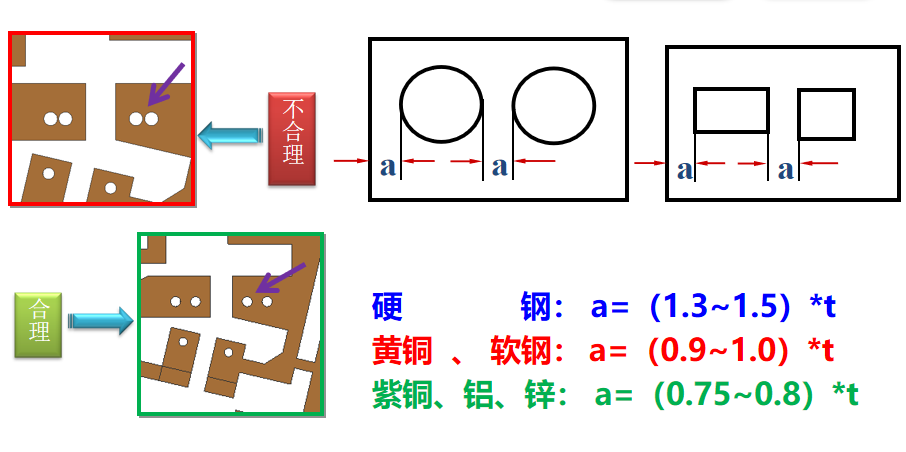
3). 最小孔間距 和孔邊距
沖裁件的孔與孔之間、孔與邊緣之間的距離不應過小。
8 w. ^$ K& e! T& o- I0 F
0 ^$ p0 t. E+ [% Z5 W6 h% |4). 凸出懸臂和凹槽的最小寬度
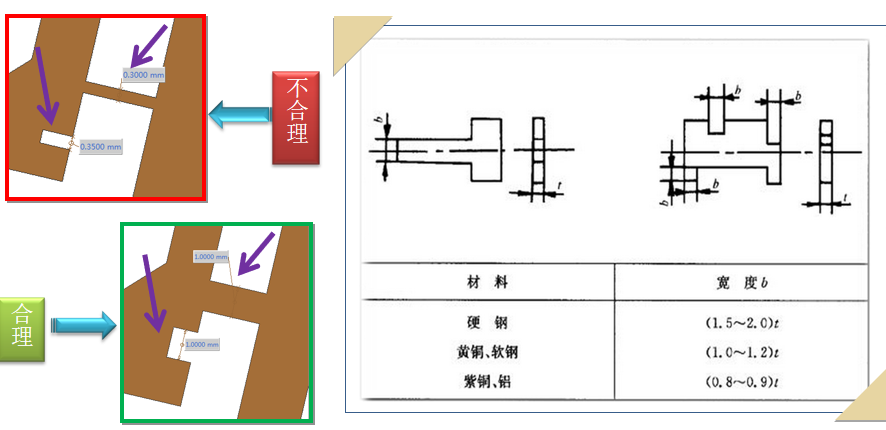
& s( S1 n: i& H& m7 K6 a6 H2 d. L1 V# b
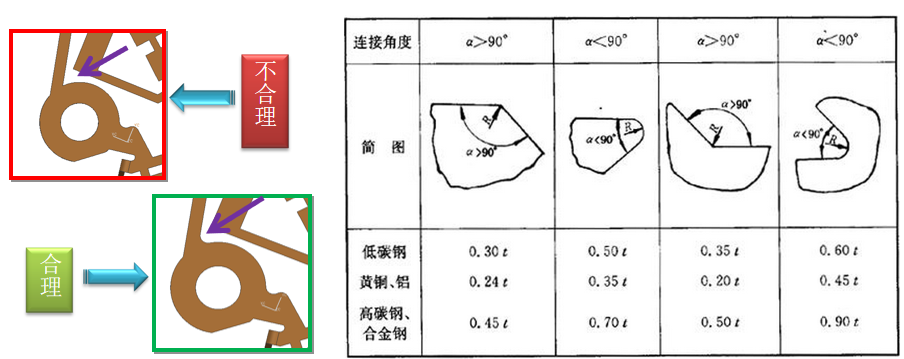
彎曲件的沖壓工藝性
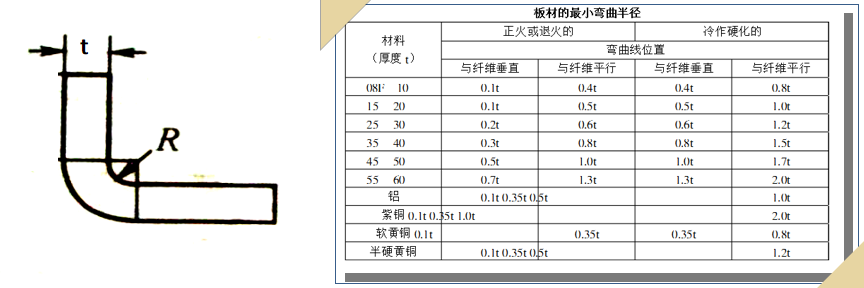
1).材料彎曲時,彎曲圓角當超過材料的極限強度時,就會產生裂縫和折斷,應避免過小的彎曲圓角半徑
2)R角的設定最好不要大于其自身1.5倍材料厚度。因為R角過大彎曲過后其回彈也很大。
0 N' G( ~* X& E4 j! ~. l; e: S' M1 B. B1 P# f! D
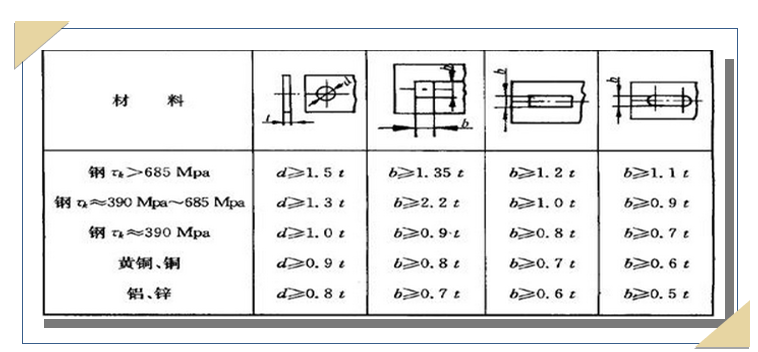
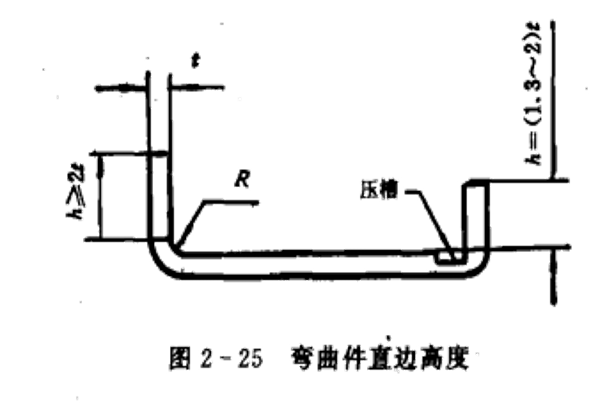
3).彎曲件的彎曲高度不要太長,同時H也不可以過小,特別是材料t>2mm的時候h過小(切記),會使彎曲困難,很難得到形狀準確的零件。
彎曲件彎角成90°時,為了便于成形應使彎曲件直邊高度h>2t,當h=1.3t-2t時,應使R≈0或采用壓凹槽等彎曲方法,見下圖。
 B: m$ Z# q" i
B: m$ Z# q" i
3 R1 X! A7 ?/ j4 L7 b! A+ z
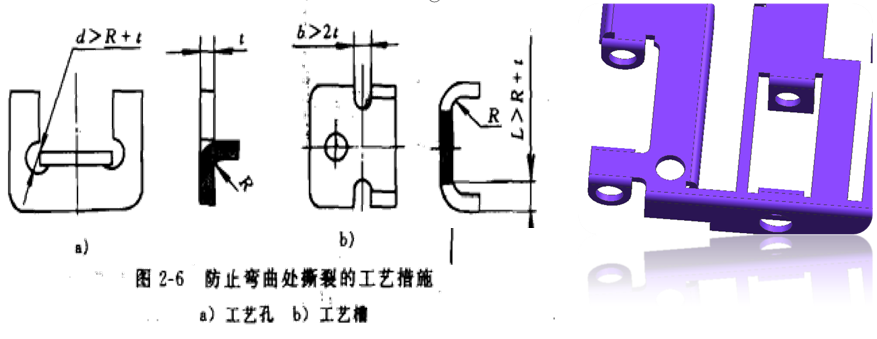
4). 彎曲件的彎曲線盡量不要設計在寬度突變的地方(如下圖),以避免撕裂。
如果非要設計在寬度突變的地方,可以在寬度突變處預先沖好工藝孔或工藝槽 。
: [( P4 b! r$ e/ K- W$ a, R. F# y
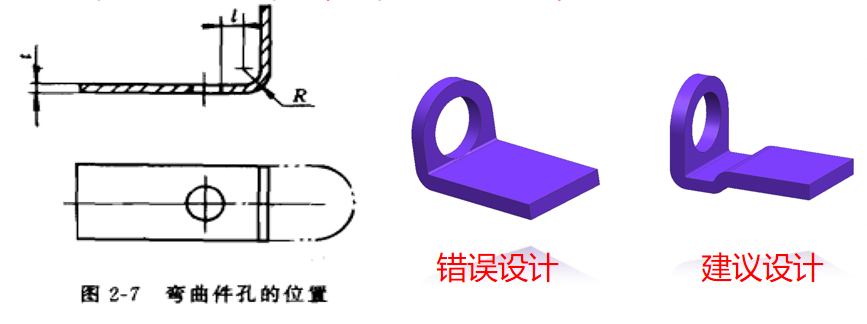
6 Z0 K( A% U1 T- h/ M5 `5).對于有孔的彎曲件,如果孔位于彎曲的附近,彎曲的時候會使孔變形。
解決措施:使這些孔分布在變形區域之外。
如下圖對于彎曲件,從孔邊到彎曲半徑R中心的距離取為:當t<2mm的時,l≥t;當t≥2mm的時,l≥2t。
 9 A# f; m$ w' N( N6 X4 s
9 A# f; m$ w' N( N6 X4 s
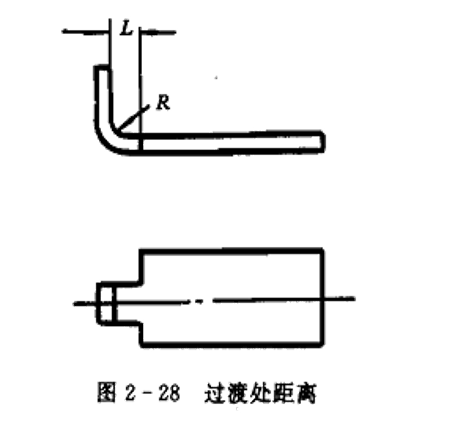
2 V: n7 U7 w. Q' ^( y8 e+ ]6).當彎曲件由寬、窄兩部分組成時,過渡處距離L≥R,見下圖。
5 ^# ?. P# A1 L, n$ _
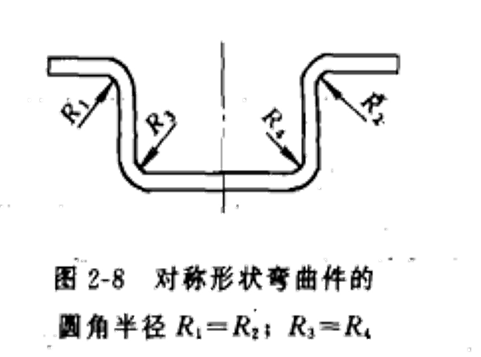
) @( [% i% H% {6 E, c4 \* f: a7).對稱件的彎曲,左右彎曲半徑應該一致,以便保證彎曲過程中的受力平衡,以防止在彎曲過程中產生滑動,見下圖。
 " z9 c% `9 e' W- b8 Q% F. N d
" z9 c% `9 e' W- b8 Q% F. N d
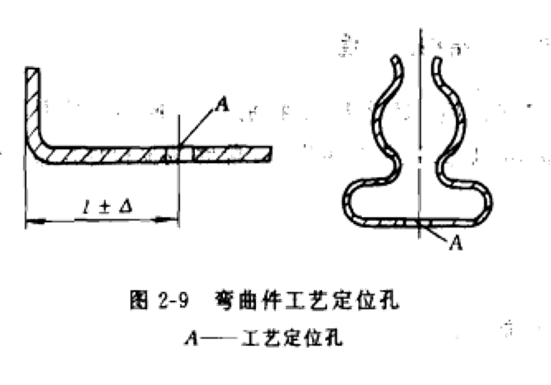
3 n* J' f: x9 Q' ?- p8).在設計彎曲件的時候,由于彎曲的形狀和整體沖壓件的形狀不規則,所以,就要在沖壓件上設計基準孔或基準邊以及標注公差的一些基準。
如:面、邊、孔等,但是盡量不要把基準設定在很難測量的地方如:空間的圓心、很難判定的元素等,見下圖。
3 u7 K3 u' ]- g
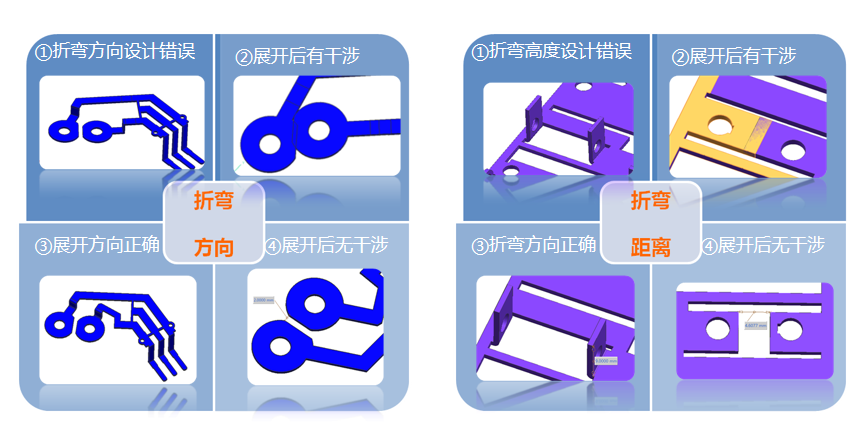
8 `3 `7 t9 w( u, x2 b9).在設計彎曲件的時候,要考慮折彎前材料展開長度(方向)是否有足夠的空間(兩片之間距離>t)
 . `( F, o+ ] x! b7 X
. `( F, o+ ] x! b7 X
/ r1 h$ u' s& N- r
拉伸件的沖壓工藝性
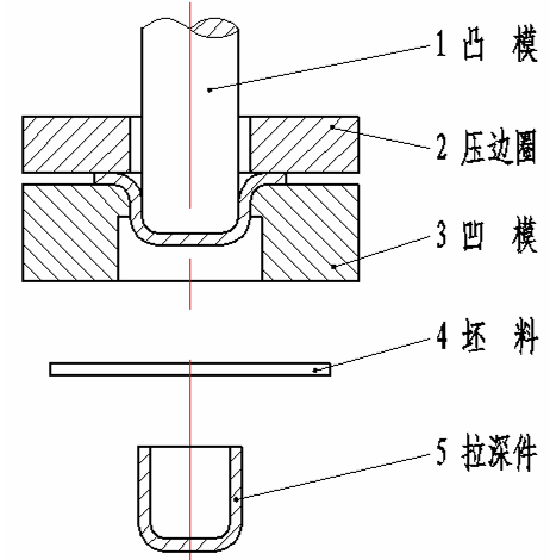
1)拉深概念
利用模具將平板毛坯沖壓成各種開口的空心零件,或將已制成的開口空心件壓制成其他形狀和尺寸空心件的一種沖壓加工方法。
' B0 V$ I9 |1 M
. }6 R1 K: K0 V; }0 ]& f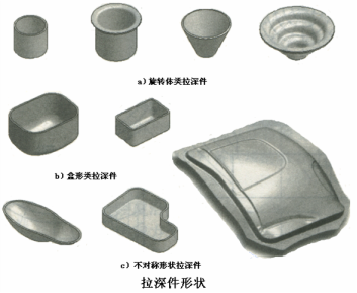
1 l1 U: S" C, h5 D4 \' b7 H: s( |. B$ p1 m( v, B2 W Z& j
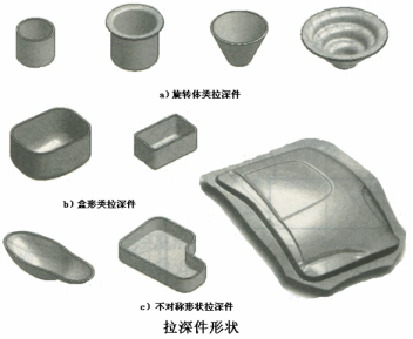
拉深工藝分類
1)按壁厚變化情況分:
① 一般拉深(工件壁厚不變)
② 變薄拉深(工件壁厚變薄)
2)按使用的毛坯的形狀分:
① 第一次拉深(使用平板毛坯)
② 以后的各次拉深(以開口空心件為毛坯)
/ T; }6 \5 @8 t- P: P4 R( y; Q
5 K0 b0 @' S) F0 e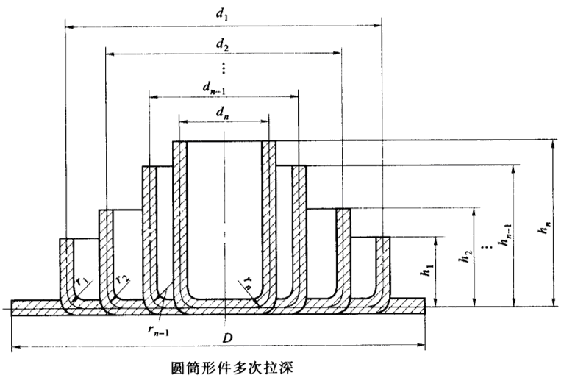
( y# X; K- O+ ]9 W
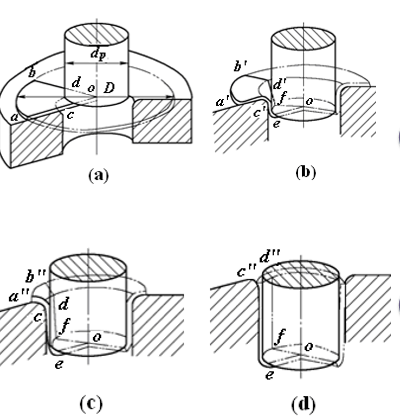
& ^. F7 W! x% @3)拉深變形過程:
 9 E2 x- |8 A& s3 T1 a& ]
9 E2 x- |8 A& s3 T1 a& ]
# O2 d. b, U6 D9 [+ m7 |& S! c
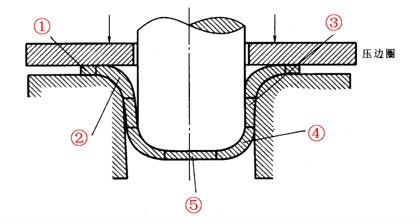
4)拉深過程中毛坯各部分變化 :
① 平面凸緣部分(主要變形區)
② 凹模圓角部分(過渡區)
③筒壁部分(變形區)
④ 凸模圓角部分(過渡區)
⑤ 筒底部分(小變形區)
 7 G: O3 T. c' X; R+ V
7 G: O3 T. c' X; R+ V
* Y6 C3 t5 }* k6 e' T6 P
縮孔、翻邊、膨脹的成形介紹
$ ^: G6 T: F+ X1 m9 p! M% O6 z2 \& D
沖壓件結構設計要點
1、避免直角,圓弧過渡
2、孔與孔,孔與邊,孔與彎曲處之間有足夠距離
3、彎曲半徑不能過小,折彎高度適宜
4、薄板可以通過加強筋方式提高剛度和強度
5、注意板料的纖維方向
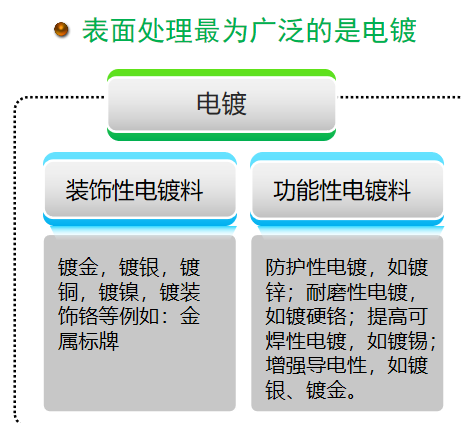
沖壓件的表面處理沖壓產品的表面處理包括電鍍(鋅﹑鎘﹑銅﹑鉻﹑錫﹑鎳﹑金﹑銀等)、靜電涂噴、噴漆、電泳、絲網印刷等處理方式。應用比較廣泛的有噴塑、噴漆、發黑、電泳、鍍鋅、鍍鎳等
2 g; J) n8 [- F. i3 d+ G* W0 F' V0 i
電鍍
鍍層金屬或其它不溶性材料做陽極,待鍍的工件做陰極,鍍層金屬的陽離子在待鍍工件表面被還原形成鍍層。為排除其它陽離子的干擾,且使鍍層均勻、牢固,需用含鍍層金屬陽離子的溶液做電鍍液,以保持鍍層金屬陽離子的濃度不變。電鍍的目的是在基材上鍍上金屬鍍層,改變基材表面性質或尺寸。電鍍能增強金屬的抗腐蝕性(鍍層金屬多采用耐腐蝕的金屬)、增加硬度、防止磨耗、提高導電性、潤滑性、耐熱性和表面美觀。

- ^# }5 r2 K. Y7 F! e$ P9 V& ~& Q V& r! C6 B
電泳
電泳是電泳涂料在陰陽兩極。施加于電壓作用,帶電荷之涂料離子移到陰極,并與陰極表面所產生之堿性作用形成不溶解物,沉積于工作表面。
電泳表面處理工藝的特點:
電泳漆膜具有豐滿、均勻、平整、光滑的優點,電泳漆膜的硬度、附著力、耐腐、沖擊性能、滲透性能明顯優于其它涂裝工藝

o0 J1 Q& B2 T; d/ g: @4 d' @; E' Z: `, Y
發黑
鋼制件的表面發黑處理,也有被稱之為發藍的,其原理是將鋼鐵制品表面迅速氧化,使之形成致密的氧化膜保護層,提高鋼件的防銹能力。發黑處理現在常用的方法有傳統的堿性加溫發黑和出現較晚的常溫發黑兩種

o, W3 I+ G' q! B/ @7 z
# e' h' r1 n" X" h鍍鋅、錫
鍍鋅、錫是指在金屬、合金或者其它材料的表面鍍一層鋅以起美觀、防銹等作用的表面處理技術。現在主要采用的方法是熱鍍鋅。

, h4 c, V. n: ~9 _& q+ l. f8 V/ @
磷化
磷化是一種化學與電化學反應形成磷酸鹽化學轉化膜的過程,所形成的磷酸鹽轉化膜稱之為磷化膜。磷化的目的主要是:給基體金屬提供保護,在一定程度上防止金屬被腐蝕;用于涂漆前打底,提供漆膜層的附著力與防腐蝕能力;在金屬冷加工工藝中起減摩潤滑使用
 ' `! l O# k$ A
' `! l O# k$ A
/ w& L9 Q* L& Y j# e9 \# _5 ^ O噴涂
利用壓力或靜電力將油漆或粉末附著在工件表面,使工件有防腐蝕和外觀裝飾作用。

: ^$ W2 D. s3 C- n( F4 e/ t6 M2 \
烤漆
在基材上打上底漆、面漆,每上一遍漆,都送人無塵恒溫烤房,烘烤。
鈍化
其鈍化的機理可用薄膜理論來解釋,即認為鈍化是由于金屬與氧化性質作用,作用時在金屬表面生產一種非常薄的、致密的、覆蓋性能良好的、牢固地吸附在金屬表面上的鈍化膜。這層膜成獨立相存在,通常是氧化金屬的化合物、它起著把金屬與腐蝕介質完全隔開的作用,防止金屬與腐蝕介質接觸,從而使金屬基本停止溶解形成鈍化態達到防腐蝕的作用
本文參考來源于:華德控股集團 精密注塑技術部
: c- V4 y7 C* v' W1 i5 O1 W& ]2 y
作者: 大白小白 時間: 2022-7-1 20:46
謝謝分享
作者: 祥偉88 時間: 2022-7-11 11:47
好東西
作者: 328Feng_328 時間: 2022-7-11 19:40
前來學習學習,感謝大俠分享
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |