焊縫的標注1.焊縫標注方法
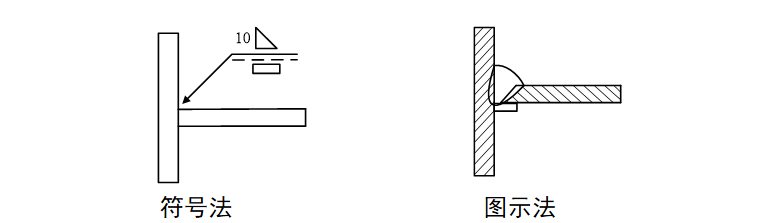
圖樣上焊縫有兩種表示方法,即符號法和圖示法。
 & L" _ Y8 K% j6 }
& L" _ Y8 K% j6 }
* Q! q ~8 N9 B9 @. `, j
焊縫標注以符號標注法為主,在必要時允許輔以圖示法。比如用連續或斷續的粗線表示連續或斷續焊縫;在需要時繪制焊縫局部剖視圖或放大圖表示焊縫剖面形狀;用細實線繪制焊前坡口形狀等等。
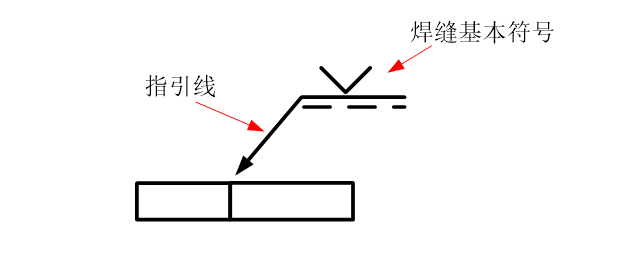
符號標注法:通過焊縫符號和指引線表明焊縫形式的標注方法。
2.符號標注法的要素
焊縫符號標注中有許多要素,其中焊縫基本符號和指引線構成了焊縫的基本要素,屬于必須標注的內容。
除焊縫基本要素外,在必要時還應加注其他輔助要素,如輔助符號、補充符號、焊縫尺寸符號及焊接工藝等內容。
1 O- R! k" e H4 t/ _6 [1 x8 ~: {3 j7 J1 R& k
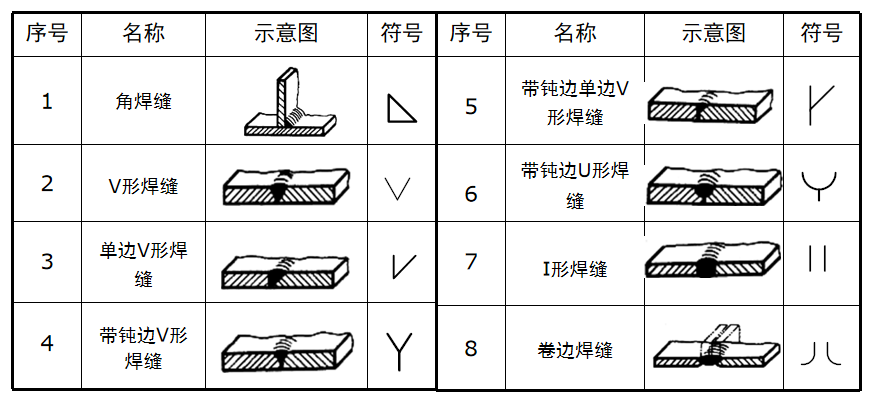
3.焊縫符號及其標注
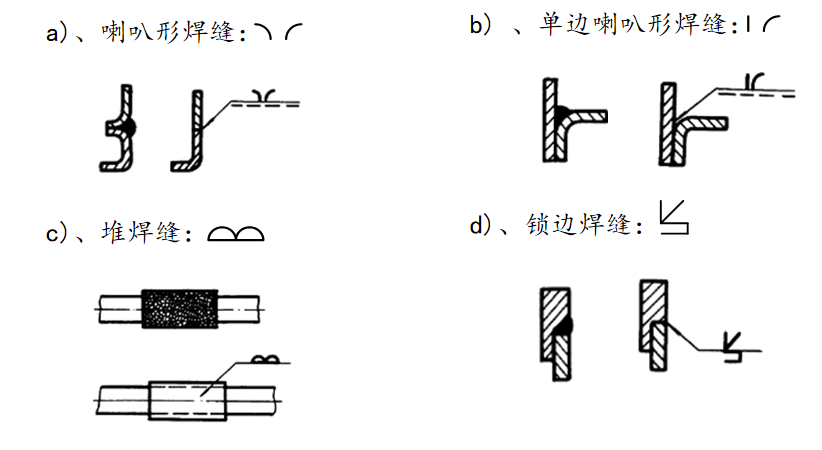
焊縫基本符號是表示焊縫橫斷面形狀的符號,共有13個(詳見GB/324-88),例如:
' ^: M: J. w1 \2 ]* B! B. _9 |# @
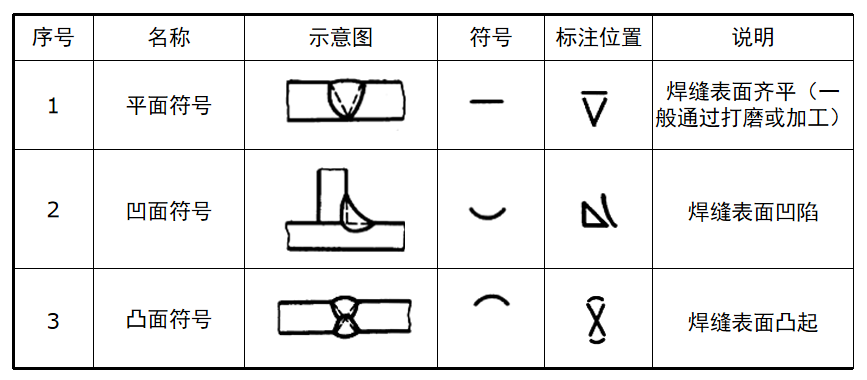
f# w8 E, ^$ k1 ^: h) \+ x: b# O輔助符號是表示焊縫表面形狀特征的符號。不需要確切地說明焊縫的表面形狀時可以不加注輔助符號。輔助符號配置在基本符號固定位置。輔助符號有3個。
 $ z5 @, c7 @4 ]$ j! ?
$ z5 @, c7 @4 ]$ j! ?
+ S" F4 K. ^6 b6 Q% h
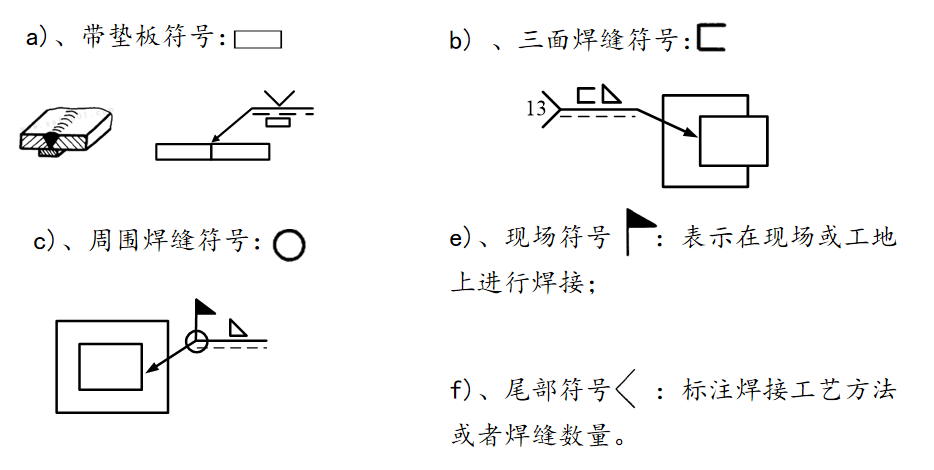
補充符號是為了補充說明焊縫的某些特征而采用的符號,一共有5個。
g# U( i, u Q$ b; u7 ~
2 t+ D: Y2 c" B% `特殊符號是為了滿足某些特殊情況而規定的焊縫符號,共有4個。
 5 s# _0 S. r2 K i3 {1 Z0 F
5 s# _0 S. r2 K i3 {1 Z0 F
! @! c( J# Y4 M( e4.指引線及其標注
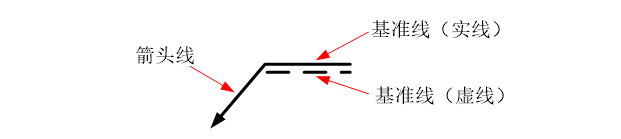
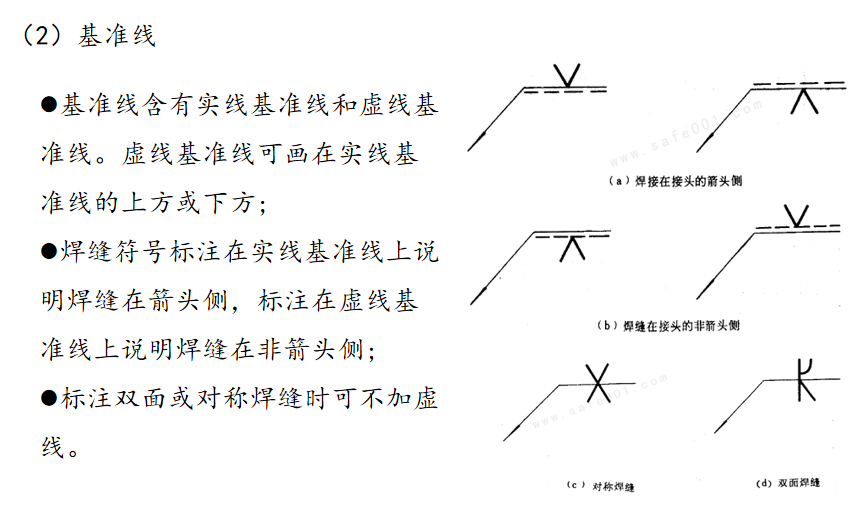
指引線由箭頭線和基準線組成
 + F# v8 J* w% S6 `( T
+ F# v8 J* w% S6 `( T
* g2 g" Z8 [; B b X3 x3 |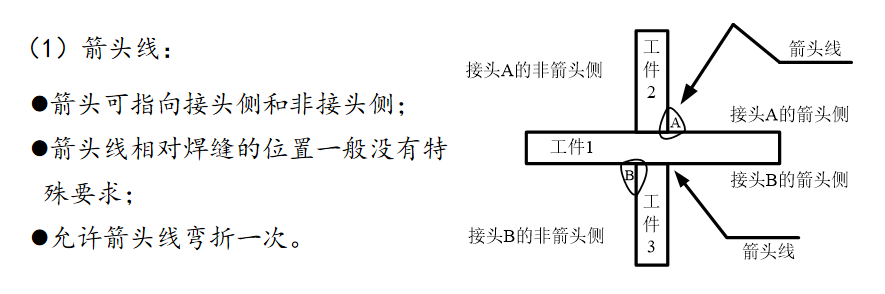
$ S6 v7 C8 {9 _$ E: ^ U5 T3 K2 J2 A$ C% e
! h$ u' [& M' J1 l
' @& Z# [* d, |" q* S3 ^6 I5.焊縫尺寸符號及其標注
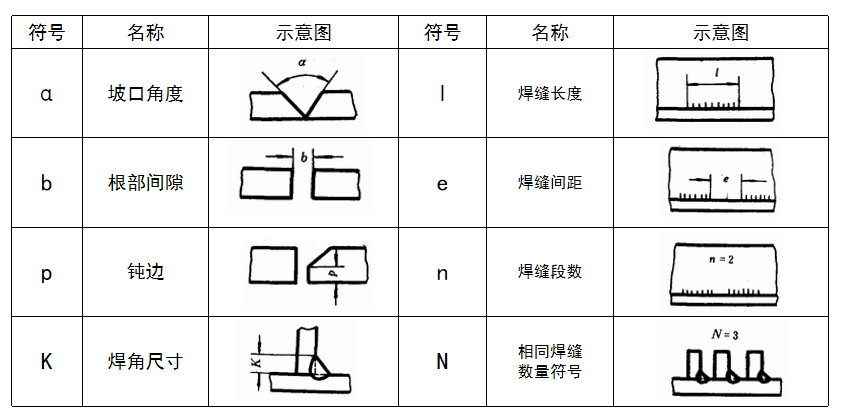
焊縫標注有必要時可附帶有焊縫尺寸符號及數據。焊縫尺寸符號共有16個(詳見GB/324-88),例如:
+ ~1 b: B6 v5 ]. P
4 i8 I) _, u' I1 W' X焊縫尺寸符號及數據的標注原則(如圖):
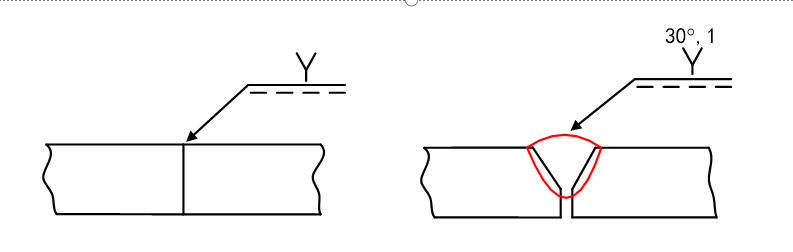
焊縫橫截面上的尺寸標注在基本符號的左側;長度方向的尺寸標在右側;
坡口角度、坡口面角度、根部間隙等尺寸標在基本符號的上側或下側。
相同焊縫數量的符號標在尾部。

. q d9 @8 q- d2 B' D4 D- Z; z5 z0 L1 T6 o
在基本符號的右側無任何標注且又無其他說明時,意味著焊縫在工件的整個長度上是連續的;
在基本符號的左側無任何標注且又無其他說明時,表示對接焊縫要完全焊透。
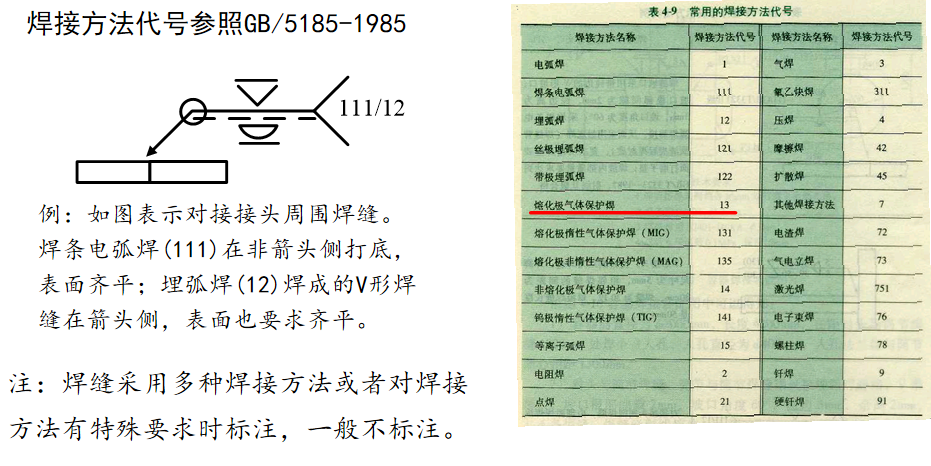
6.焊接方法代號
) Y+ e9 `: S6 X. x ~( `: t7 h" l+ u H" c
7.焊接標注說明
坡口尺寸的標注
對一般焊縫,只標注基本符號,不標注坡口尺寸,坡口尺寸由工藝決定;對有強度、氣密性等要求的焊縫或受結構限定的特殊坡口,應標注坡口尺寸,必要時用圖示法繪制坡口結構圖。
/ F! z" F5 s( {
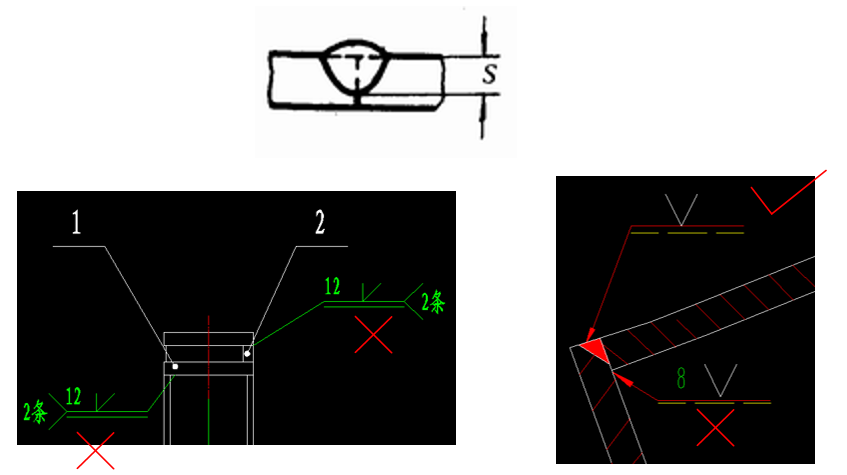
% N; A8 L5 o0 t對接焊縫有效厚度S由工藝保證,焊后無法測量,一般不標注。
 , N/ [0 x% ~) ^' d7 R6 p! a9 w2 }
, N/ [0 x% ~) ^' d7 R6 p! a9 w2 }
( ~+ q1 ]4 [. `3 ? Z3 x- _
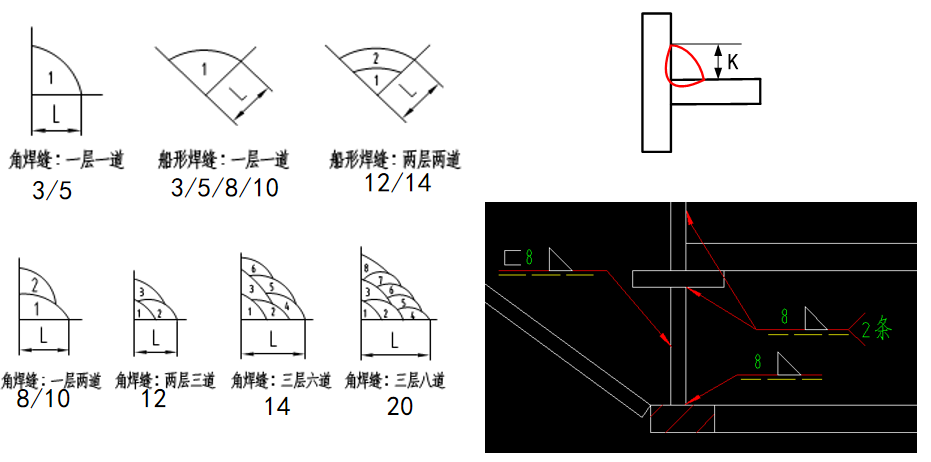
焊腳尺寸K的大小一般為:3、5、8、10、12、14、20
/ R6 T2 Q9 `" E( G0 D. O. f* a+ P7 g# N" m% i+ S# H" j
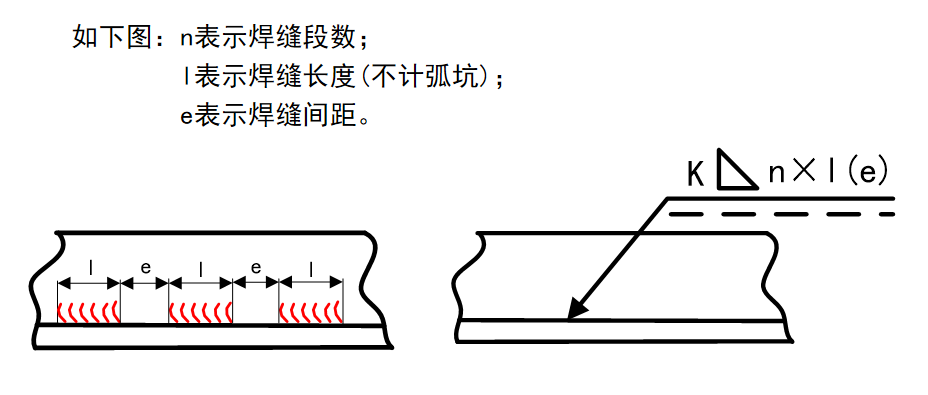
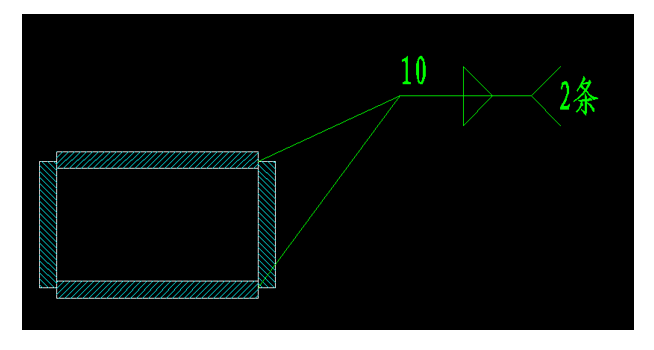
斷續焊縫的標注
8 w8 X# H) F4 V i' V" `
2 Y/ _4 E, c( C% v4 R8 D" s2 Q常見的焊縫標注錯誤
 & a$ A3 Z, U$ E! V, _5 @1 v
& a$ A3 Z, U$ E! V, _5 @1 v
# }; E* j) f9 L) ?5 a+ l {' ^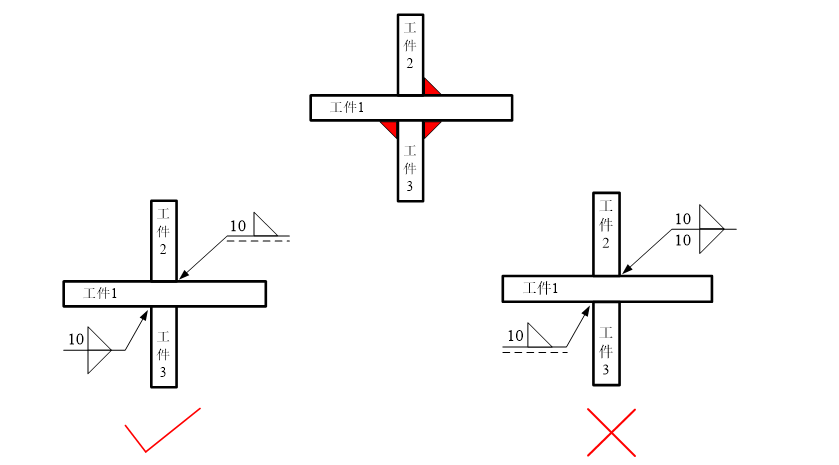 . k8 b8 Q% v. x' R3 R2 a2 \0 h7 c
. k8 b8 Q% v. x' R3 R2 a2 \0 h7 c
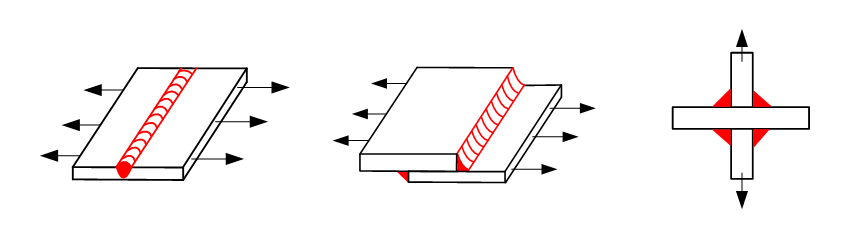
% m D0 E" G/ I8 e# u, S2 q焊縫設計原則在設計焊縫尺寸大小及其接頭形式時,首先要確定是工作焊縫還是聯系焊縫。
工作焊縫:與被連接的元件是串聯的,它承擔著傳遞全部載荷的作用,一旦斷裂,結構就會失效,其應力稱為工作應力。
2 f. f s* x" h- A5 F3 B; v
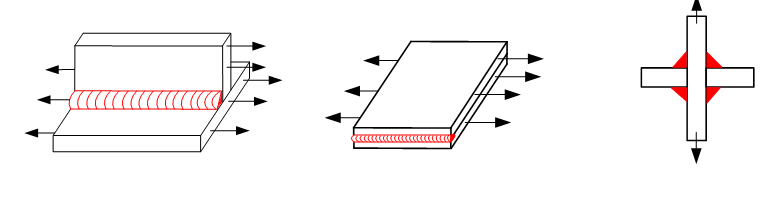
: [/ j/ j# L0 ^& ]9 V聯系焊縫:焊縫與被連接件是并聯的,它傳遞很小的載荷,主要起元件之間的相互聯系的作用,焊縫一旦斷裂,結構不會立即失效,其應力稱為聯系應力。
 ! N$ v( a3 b7 E6 C3 b- N4 C
! N$ v( a3 b7 E6 C3 b- N4 C
* g5 G9 F( J0 D$ x* ]8 K ~( t
- 工作焊縫必須進行焊縫強度計算;
- 聯系焊縫則需考慮經濟性而減小、減短焊縫;
- 具有雙重性的焊縫,既有工作應力又有聯系應力,則只計算工作應力,而不考慮聯系應力;
$ H6 W; B; v- F
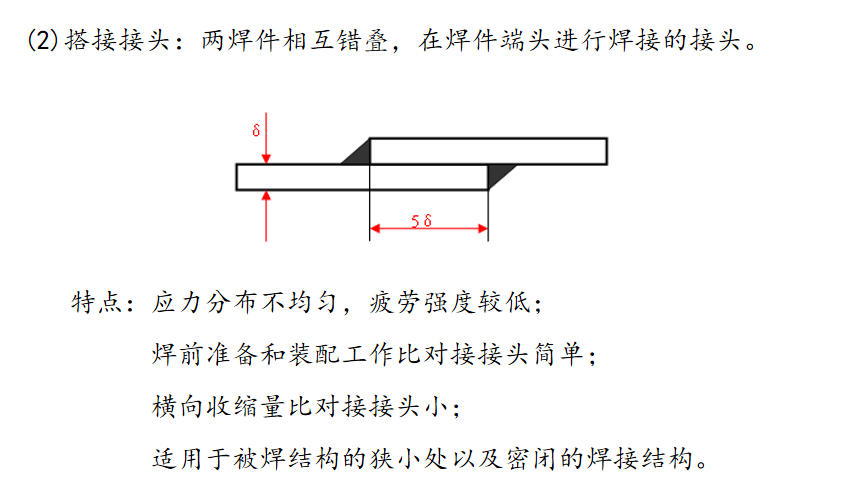
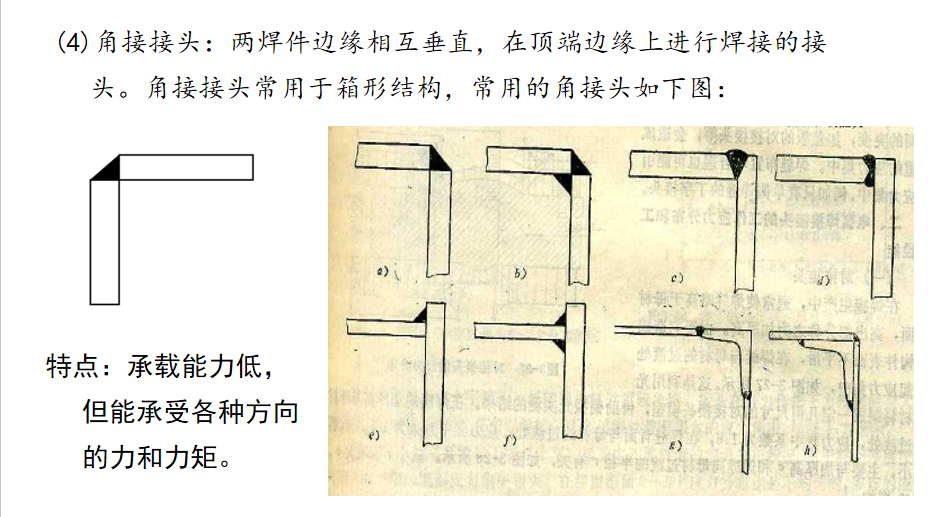
焊接接頭形式可以分為:對接接頭;搭接接頭;T形接頭;角接接頭。不同的接頭形式承載能力和應力分布情況不同。
 6 [; O2 |4 D& b
6 [; O2 |4 D& b
9 R$ Q4 n& ?4 q* L
 9 G! d" o4 ^5 K
9 G! d" o4 ^5 K
1 ^ N9 C8 K" v6 L: S' h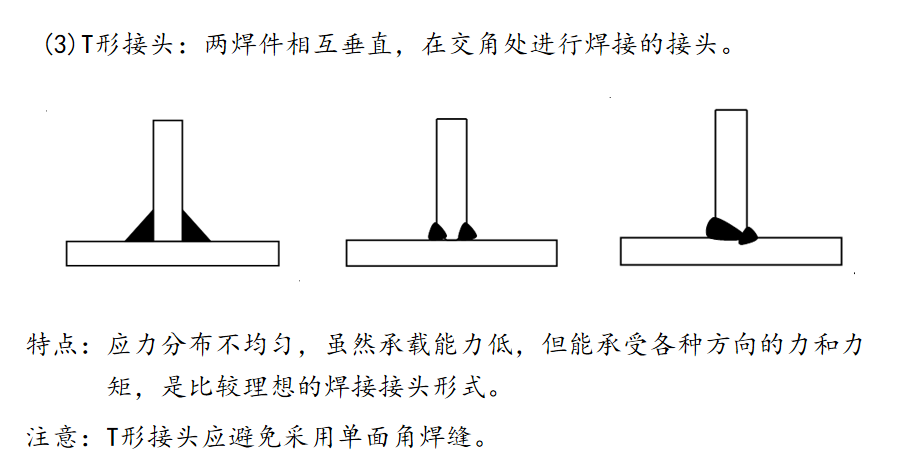 8 c$ u1 x1 f9 A: x% B7 A
8 c$ u1 x1 f9 A: x% B7 A
, H6 d: q/ [& c. C+ s& X" F3 W
 / l, V0 U4 i% B8 f
/ l, V0 U4 i% B8 f
2 E- G7 p8 ?" d
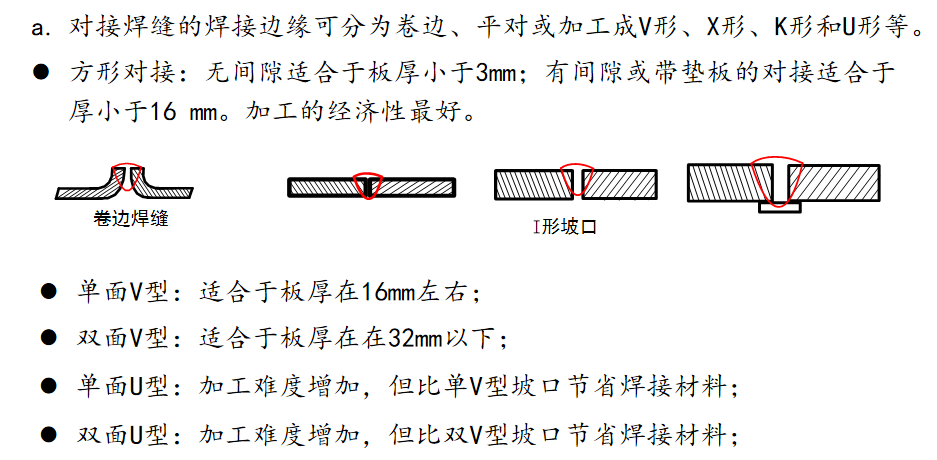
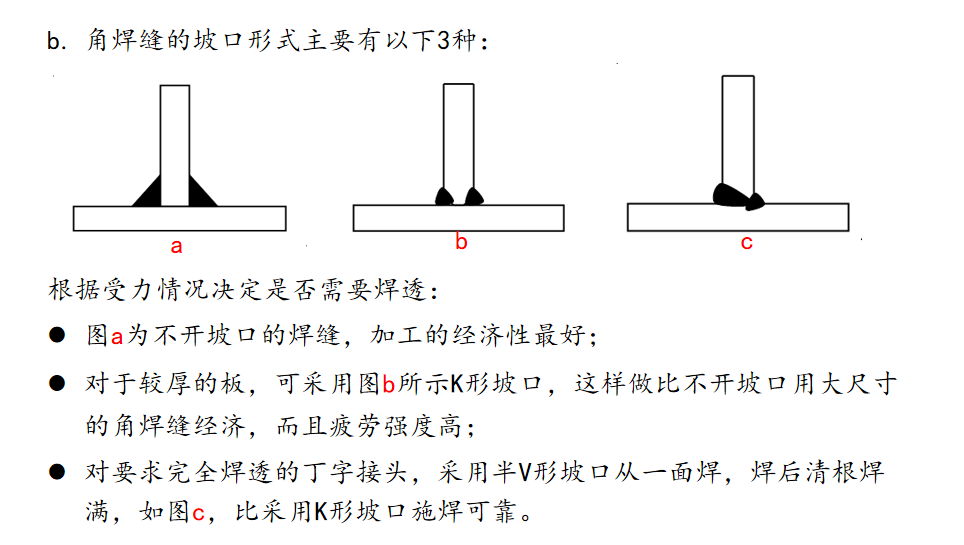
坡口的設計
坡口作用:主要是增大熔深,提高焊縫截面的有效厚度

- y' X4 Q$ h3 M5 w: w2 P( D% c! s
2 x% z: x; h* `2 `3 z坡口形式:
" ?3 T1 P* B9 Y# \, ~' L$ [4 F" z9 g9 ?# J: @2 y j/ K
 5 J9 ?' F5 w5 O3 p! S& h
5 J9 ?' F5 w5 O3 p! S& h
1 @" }0 F' f' L% ^% f
坡口設計原則:
- 經濟性原則:在滿足強度要求的前提下,選擇合理的接頭和坡口,減少焊材的填充量,提高焊接效率。
- 考慮坡口加工:優先選擇便于加工的坡口,如V形、X形。U形和雙U形坡口,加工相對困難。
- 避免焊接缺陷:采用不適當的坡口形式容易產生焊接缺陷。比如:坡口角度過大,致使焊接熱輸入大,工件變形;鈍邊過高,不能完全熔透,殘留的鈍邊即成了缺陷源。
9 C2 K, n' m0 ]! {$ ~
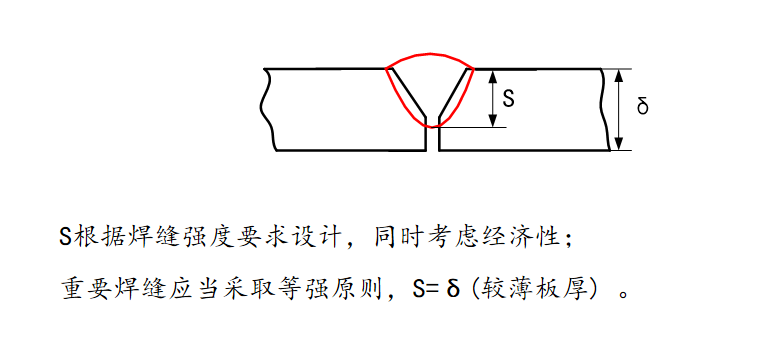
焊縫大小的的設計
對接焊縫的有效厚度S如下圖:
% z7 D9 M/ d8 e7 O- {7 b" ]2 q* z, b1 z- k$ r
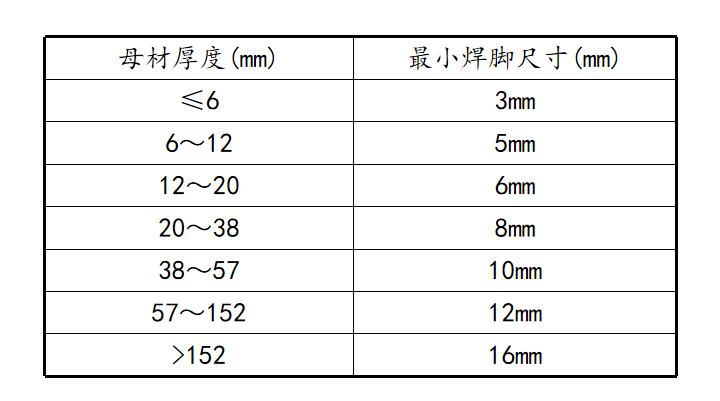
最小焊腳尺寸
`' {( S/ m6 T5 ?& l/ j. C/ f$ H# t: ^3 o% }3 H4 |4 p2 b
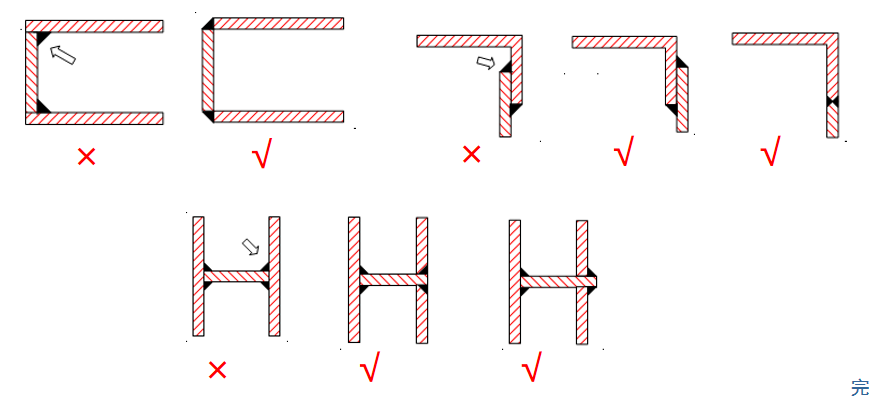
考慮可操作性
接頭位置設計不當,造成焊工無法操作或施焊困難,勢必導致焊接缺陷,為此設計時要考慮操作空間。
0 V8 m1 J7 X/ t9 M5 L( G' ]9 T* Q8 ?8 X
* G4 Q- Q# p7 y