|Lixinwu發表于 06-28 07:31首先要問,這個圖是裝配體,還是零件?無論是裝配體組合加工,或是零件加工,這都是一種混蛋的圖,為什么,您自己好好看一遍<br>
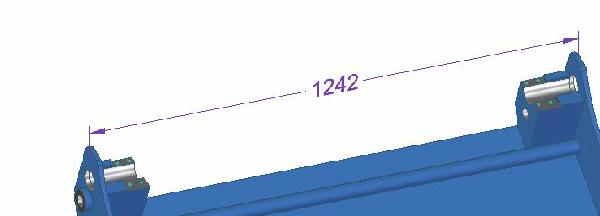
|遠祥發表于 06-27 21:06兩半孔的間距是多少?如果相差太遠,很難一刀作出。
|未來第一站發表于 06-27 22:25你要定制可以正反鏜的刀具吧。
|3769發表于 06-28 00:05沒法加工,要拆下來才行
|3769發表于 06-28 00:05沒法加工,要拆下來才行
|wjm98發表于 06-28 09:23具體的尺寸,你需要告訴大家,否則不容易判斷。二樓提到的我贊成,間距太大,超過機床的行程是有些困難。 不過這個也不是大問題,都能想辦法解決,關鍵是看有沒必要這么干,樓上也說是整體焊接件?還是零件裝配的?也要說明,說的詳細點有助于大家幫忙分析。<br>
54mxc 發表于 2020-6-28 09:35
拆下來是個辦法!謝謝
|張zhb發表于 06-28 16:56之前做過臺定尺鋸,軸就是這樣的方案,沒啥啊,在鏜床或龍門轉下角度頭就可以啊...是不是我想的太簡單了......<br>
54mxc 發表于 2020-6-29 15:09
因為說的是一刀走出來,調角度頭是兩刀。
|張zhb發表于 06-30 09:25<br>角度頭轉向是兩刀活???<br>兩半孔間距短可以雙向銑頭......若是兩孔同軸鏜刀桿鏜通,理論上還不如角度頭轉向...<br>經歷過若干類似的工件,半孔沒有壓蓋的,我們的方案是做個工藝壓蓋,加工后去除.<br>
54mxc 發表于 2020-6-30 09:54
角度頭調向的辦法確實很實用,不大清楚這樣加工出的同軸度偏差有多大?請教一下
☆壹旪倁偢☆ 發表于 2020-7-3 09:34
不知道這個能不能行
 ' Q: X8 I) S8 J& `) f B
' Q: X8 I) S8 J& `) f B| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |