機械社區(qū)
標(biāo)題: 下半部分來啦丨彈簧分料裝配擺盤機分析--后半部分 [打印本頁]
作者: 每次一例 時間: 2020-6-22 22:20
標(biāo)題: 下半部分來啦丨彈簧分料裝配擺盤機分析--后半部分
上周發(fā)了彈簧裝配擺盤機的上半部分,這篇文章咱們就繼續(xù)來聊這個設(shè)備的下半部分,廢話不多說,咱就直接進入正題。(上半部分沒看的,可以戳這個鏈接設(shè)備篇丨彈簧分料裝配擺盤機分析--前半部分)
還是先把整個設(shè)備的工序圖放一下:
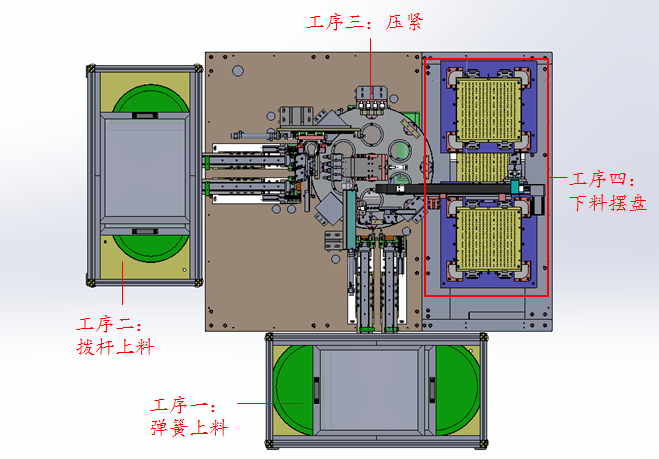
上一篇文章中,分析了工序一和工序二,接下來就在這篇文章中將工序三和工序四以及其他的小工序分析完。
工序三:壓緊
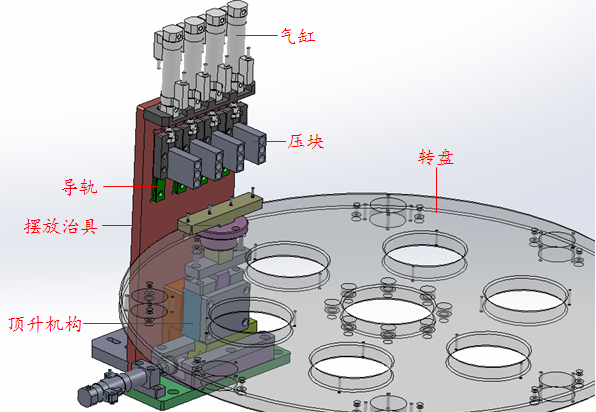
這個工序比較簡單,主要起到的作用就是將撥桿和彈簧進行二次壓緊。
一、首先還是來說一下這個工序的工作步驟:
1、轉(zhuǎn)盤帶動擺放治具旋轉(zhuǎn)到位后,頂升機構(gòu)向上,頂起產(chǎn)品擺放治具;
2、然后氣缸伸出,帶動壓塊沿著導(dǎo)軌向下,將彈簧和撥桿壓緊。
二、以上就是工作步驟,下面再來說一下這個工序的機構(gòu):
1、關(guān)于頂升機構(gòu),其實在工序二中已經(jīng)分析過了,所以這里就不啰嗦了(如果有還沒看的,戳頂上的鏈接就可以了);
2、氣缸+壓塊這個機構(gòu)就更簡單了,大家一看就明白,但是可能有人會有疑問:為什么這里要用四個氣缸帶動壓塊,而不用一個氣缸帶動四個壓塊,一樣可以起到壓緊作用?
其實是因為每個彈簧和撥桿裝配后的高度都不一定一樣,如果壓塊用一個氣缸帶動上下,那么就可能會導(dǎo)致有的壓的很緊,有的沒有壓緊,所以采用四個氣缸分別帶動壓塊壓緊裝配體,就可以避免這個問題。(當(dāng)然,這是我個人的想法,如果不對,也歡迎大家在評論區(qū)指出)
工序四:下料擺盤
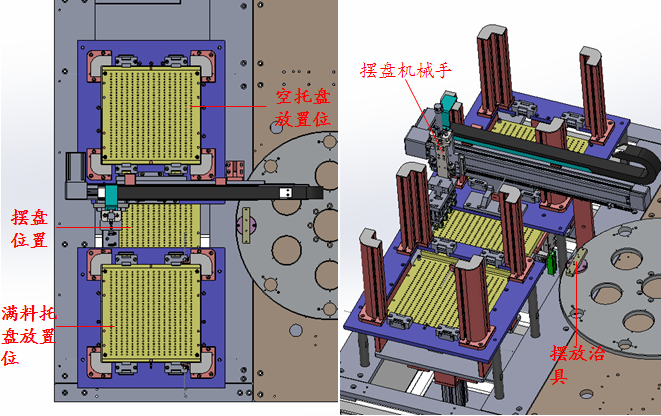
一、首先還是來說一下這個工序的工作步驟:
1、人工將一摞空托盤放在空托盤放置位;
2、然后托盤移位機構(gòu)將空托盤向擺盤位置移動,同時將擺了料的托盤向滿料托盤放置位移動;
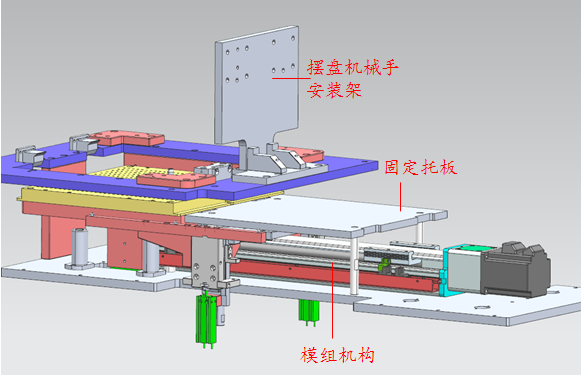
3、而擺盤機械手的擺盤動作,就比較簡單了,就是由機械手每次抓取四個產(chǎn)品擺放到托盤上。
二、關(guān)于結(jié)構(gòu),把這個工序分成兩個,一是托盤自動分盤/碼盤機構(gòu);二是擺盤機械手。
1、托盤自動分盤/碼盤機構(gòu)
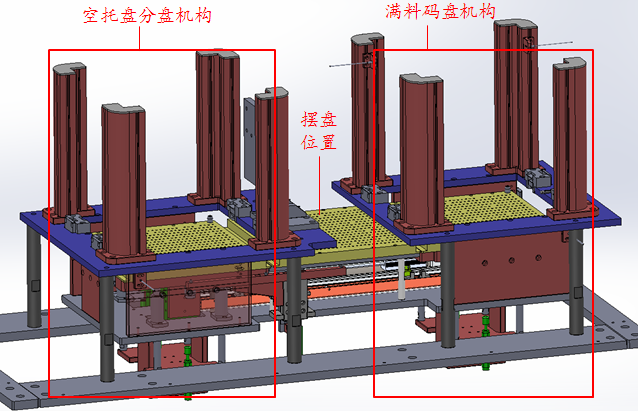
這個部分的機構(gòu)比較多,為了說的更詳細點,就把它再分為三個機構(gòu):
1) 空托盤分盤機構(gòu);2)擺盤位置;3)滿料碼盤機構(gòu)
1)空托盤分盤機構(gòu)
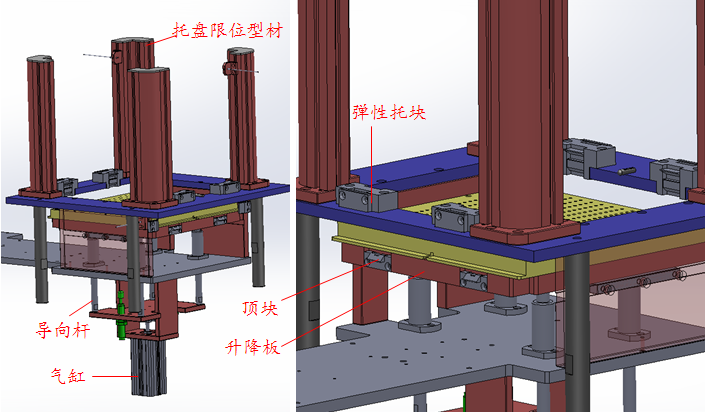
我們先來介紹一下這個機構(gòu)每個組件的名稱,然后用圖片的方式敘述它的工作原理和步驟:
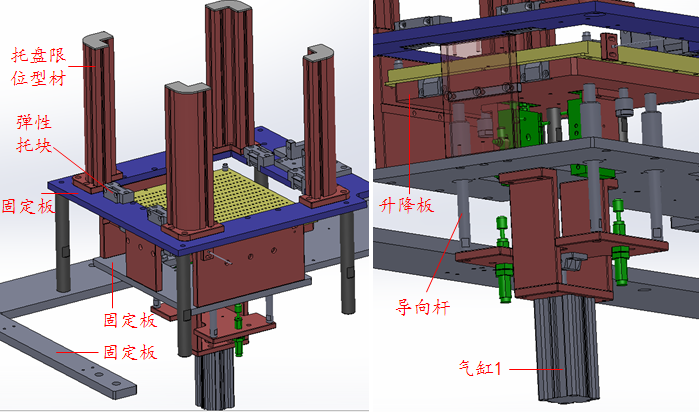
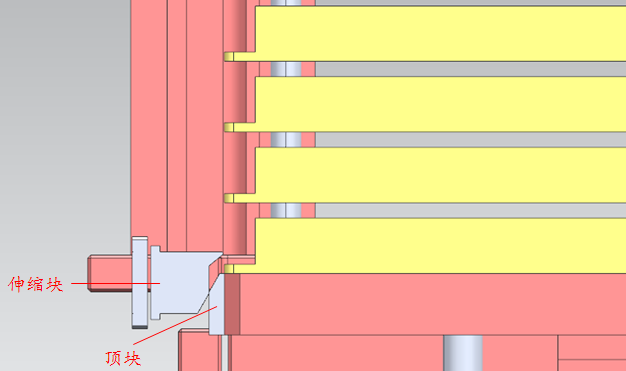
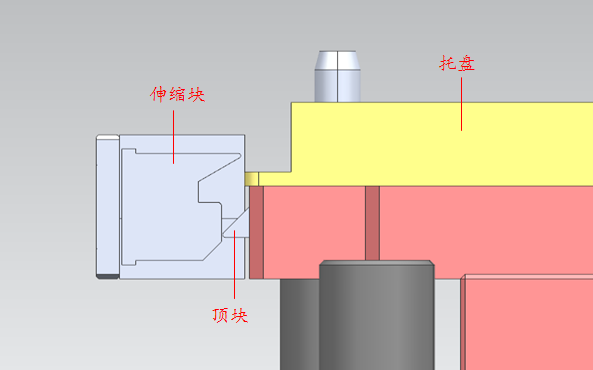
因為上圖中的板有點多,所以我把固定板(也就是固定不動的板)標(biāo)注出來了,下面再來看一下彈性托塊和升降板的細節(jié)圖:
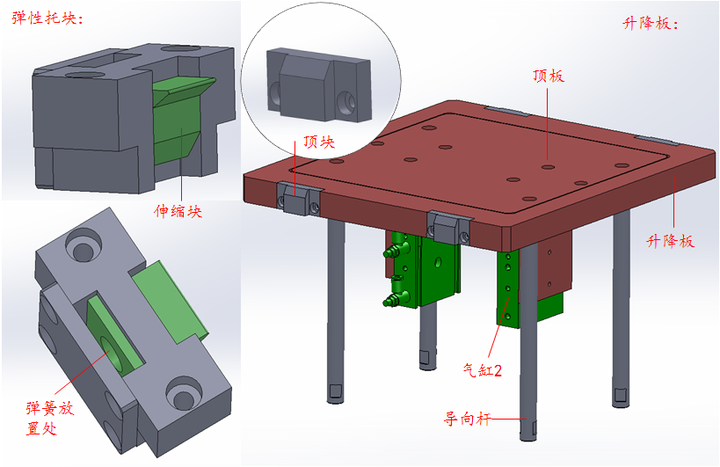
彈性托塊:在伸縮塊后面的孔內(nèi)是放置一個彈簧的,當(dāng)升降板向上時,頂塊會頂住伸縮塊縮回去;同樣,當(dāng)升降板降下來時,由于彈簧作用,伸縮塊復(fù)位。
升降板:
氣缸1可以帶動升降板上下運動,而氣缸2固定在升降板上,可以推動頂板上下運動。
這個機構(gòu)的部分組件介紹完后,下面就開始來說一下它的工作順序:
① 人工將空托盤如下放在托盤限位型材內(nèi),同時由彈性托塊托住它們:
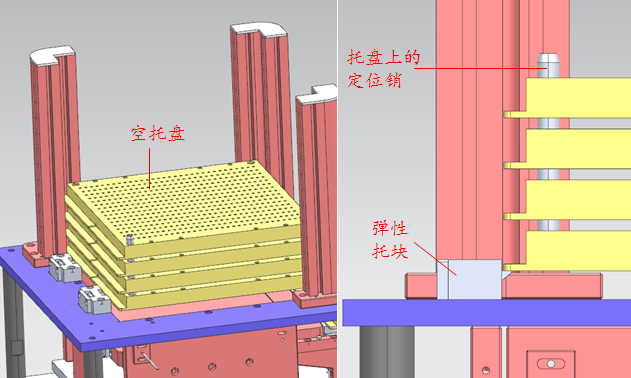
② 氣缸2伸出,將頂板升起來;然后氣缸1開始將升降板頂起來,直到頂塊將彈性托塊中的伸縮塊頂回去:
在這個機構(gòu)中,之所以加一個氣缸2將托盤頂起來,是因為無法保證4個伸縮塊在縮回時是同時進行的,這樣就會導(dǎo)致托盤掉下來時發(fā)生傾斜。
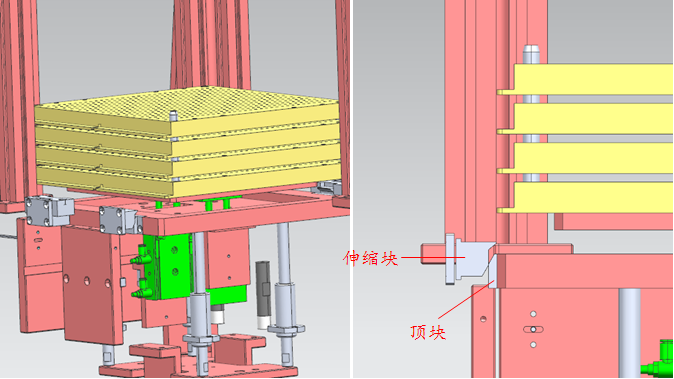
③ 這時氣缸2降下,將托盤放到升降板上,狀態(tài)如下:
④ 氣缸1開始降下,這時頂塊會跟隨升降板一起降下,而沒有了頂塊的壓力,伸縮塊在彈簧作用下又回復(fù)了原位,從而可以托住倒數(shù)第二個托盤,以上動作就是分盤機構(gòu)取最下層空托盤的過程。
2)擺盤位置
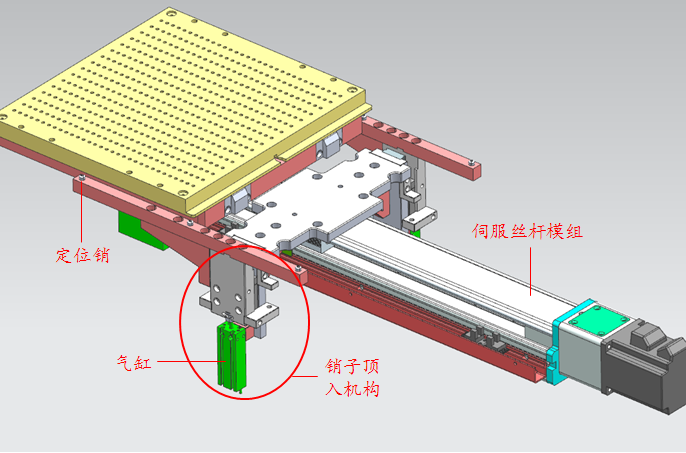
將空托盤取下來后,就需要將它移動到擺盤位置了,這時候就用到了模組機構(gòu),從上圖可以看到,銷子頂入機構(gòu)位于兩側(cè),然后固定在伺服模組上。
銷子頂入機構(gòu)是由氣缸帶動定位銷組成的。下面來說一下整個模組機構(gòu)的工作原理:
① 氣缸推動定位銷插入托盤下面的孔中;
② 然后模組帶動銷子頂入機構(gòu)開始向著右側(cè)移動;
③ 從而將托盤挪到固定托板上。
我們可以看到,其實擺盤位置處的托盤上方是被擋了一部分的:
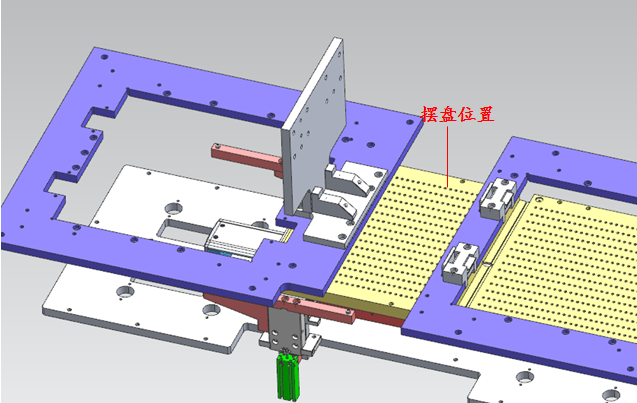
所以在擺盤過程中,模組機構(gòu)在移動托盤時,是以步進方式進行的,也就是當(dāng)擺盤位置擺滿后,模組帶動托盤向前拉動一段距離;然后回去,等下次擺滿后再拉動一段距離。
3)滿料碼盤機構(gòu)
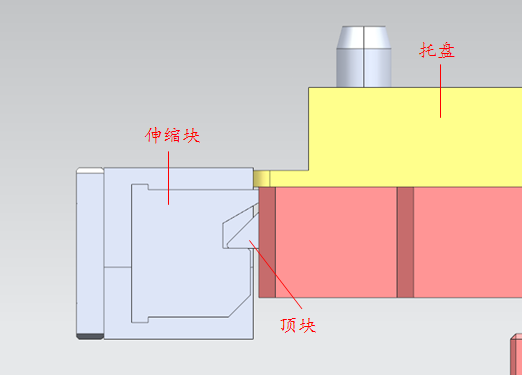
再來看一下彈性托塊和頂塊的細節(jié)圖:
彈性托塊:
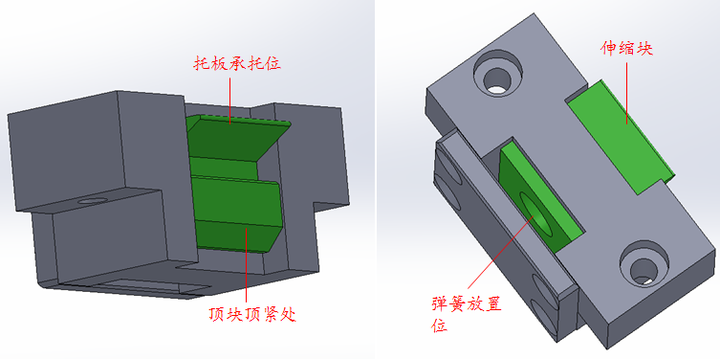
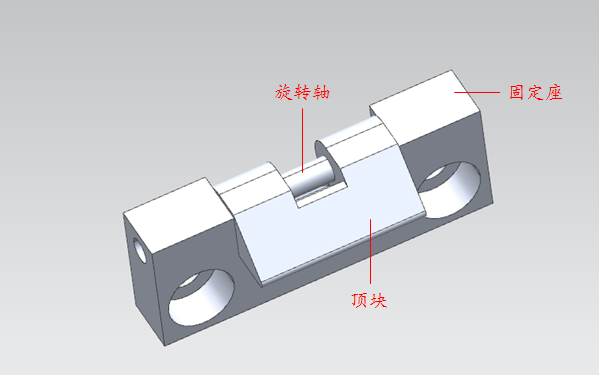
頂塊:從下圖可以看到,頂塊在向下運動時,是會繞著旋轉(zhuǎn)軸旋轉(zhuǎn)的。
這個工位叫碼盤機構(gòu),顧名思義就是將擺滿產(chǎn)品的托盤碼垛起來,下面我們就來看一下它的工作原理:
① 托盤移動到升降板上后,氣缸推動向上,當(dāng)頂塊剛接觸伸縮塊時狀態(tài)如下:
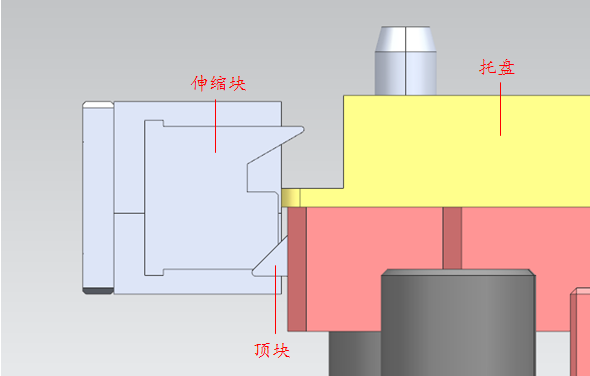
② 氣缸繼續(xù)向上頂,頂塊將伸縮塊壓回去:
③ 氣缸上升到最高點,頂塊會卡進伸縮塊上的槽里面,這時伸縮塊會在彈簧作用下復(fù)位(注意這個時候托盤已經(jīng)被伸縮塊托住了):
④ 前面我們看到頂塊在向下時,是會旋轉(zhuǎn)的,所以這時氣缸縮回,升降板就帶著頂塊一起降下了。
以上就是碼盤機構(gòu)的動作過程,接下來我們就來看最后一個擺盤機械手:
2、擺盤機械手
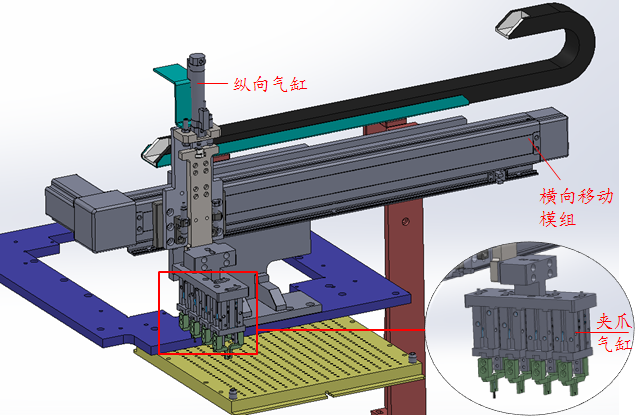
這個機構(gòu)其實就比較簡單了:橫向移動模組用的是同步帶輪機構(gòu),關(guān)于它的傳動原理本身比較簡單,而且我們在其他文章里也介紹過了,所以就不啰嗦了;而縱向就是一個氣缸推動著4個夾爪氣缸沿著導(dǎo)軌上下運動。
除了工序三和工序四,其實轉(zhuǎn)盤上還有一個工位是用于吹氣的:
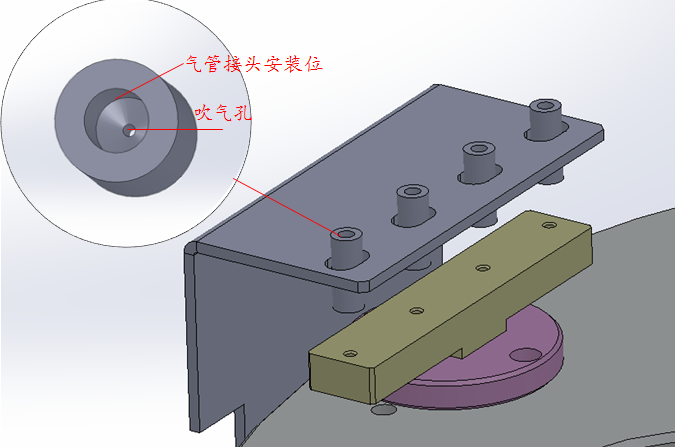
它的作用是吹一下治具上的產(chǎn)品擺放孔,防止里面有鐵屑之類的東西。
OK了,以上就是彈簧分料裝配擺盤機的下半部分,這個設(shè)備的分析到此也就完結(jié)了。看
關(guān)于這個設(shè)備的模型,在上半部分文章的最后有下載方式,戳下面的鏈接翻到最后就可以看到了。
設(shè)備篇丨彈簧分料裝配擺盤機分析--前半部分
作者: 譬如朝露 時間: 2020-6-22 22:42
給個建議,能不能講解時把時序排下,就是比如轉(zhuǎn)盤旋轉(zhuǎn)到位多長時間,頂升向上多長時間,是順序進行?還進并行?還是轉(zhuǎn)多長時間后再頂升
作者: 殺豬的爺們 時間: 2020-6-23 08:29
謝謝分享
作者: 遠祥 時間: 2020-6-23 21:38
感謝樓主的分享!
作者: 冷月梧桐 時間: 2020-6-23 22:13
理想很豐滿,現(xiàn)實很骨感。這臺設(shè)備看著高大上,實際根本不好用
作者: zhaojunxian 時間: 2020-6-24 08:25
感謝分享
作者: zhouiissyu 時間: 2020-6-24 15:21
感謝分享
作者: bianjiawei001 時間: 2020-6-25 13:49
不錯
作者: 王宏安75 時間: 2020-6-27 22:56
太硬核了
作者: 每次一例 時間: 2020-6-28 22:24
來公眾號還有更硬核的
作者: 南部之星666 時間: 2020-6-29 13:10
公眾號是什么
| 歡迎光臨 機械社區(qū) (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |