久久久国产一区二区_国产精品av电影_日韩精品中文字幕一区二区三区_精品一区二区三区免费毛片爱
<strike id="iysww"></strike>
<rt id="iysww"><delect id="iysww"></delect></rt>
<button id="iysww"><source id="iysww"></source></button>
<code id="iysww"></code>
<rt id="iysww"><delect id="iysww"></delect></rt>
<rt id="iysww"><tr id="iysww"></tr></rt>
機械社區
標題:
薄壁零件熱套變形問題
[打印本頁]
作者:
admin5993
時間:
2020-4-2 21:31
標題:
薄壁零件熱套變形問題
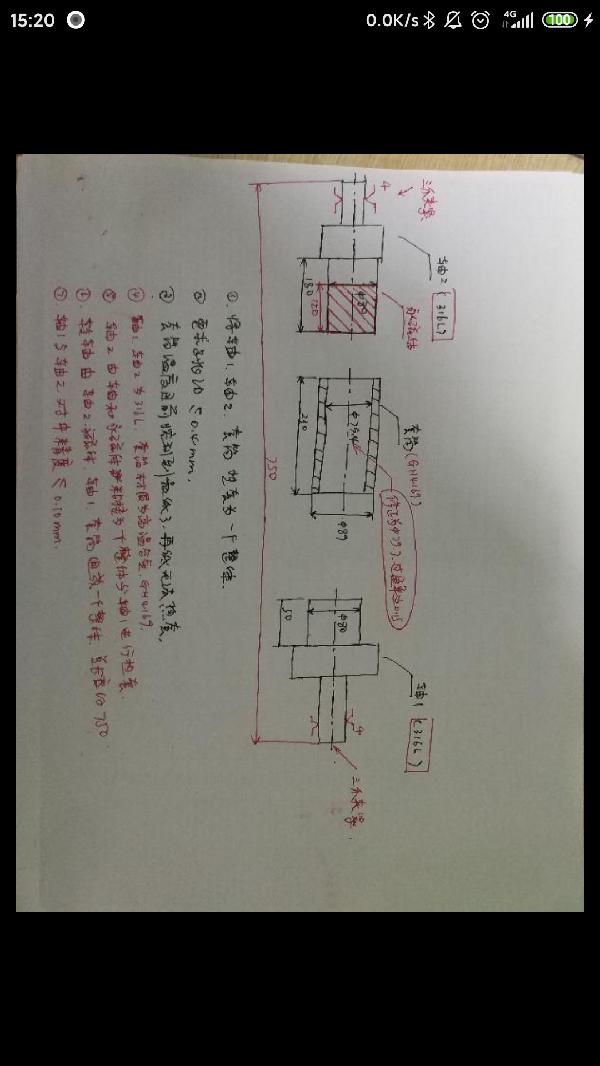
長230的一個厚度5mm的薄壁零件,需要將一根軸套入薄壁零件內孔中,要求熱套后薄壁零件外圓與軸的外圓同軸度控制0.4 現在熱套后怎么都是0.7-0.9之間 找不到原因,求求大神指點。
對大家提出的疑問進行了更新,現在存在的問題就是局部變形比較大,電機軸為永磁電機轉軸,目前的工藝路徑就是熱套,看還有沒有更優的工藝探討下。
忘了補充,套筒同軸度0.05以內
作者:
gaxisjtu
時間:
2020-4-2 21:35
上圖啊
作者:
曉昀
時間:
2020-4-2 22:56
問題是不是出在軸1和軸2裝進薄壁套內,兩軸的端面與中心線不垂直?為什么裝進套內的軸長度要設計成50+180呢?為什么兩個不做成等長?
作者:
魍者歸來
時間:
2020-4-2 23:01
為什么不是熱套之后再加工?表面有涂覆其他材料?
作者:
科技的瘋狂
時間:
2020-4-3 08:02
那就冷裝唄
作者:
2011ayoon
時間:
2020-4-3 08:23
熱套后加工比較可行,如果非要熱套,那么把套內徑稍微加大點,感覺好像套變形量太大了
作者:
時間不多多益善
時間:
2020-4-3 08:48
把軸凍一凍 變形量是不是就小了
作者:
耳總不是胖聰
時間:
2020-4-3 09:13
軸80 孔79.4,單邊過盈量30絲,熱裝能套上去嗎?加熱到多少度?
作者:
零分貝大衛
時間:
2020-4-3 14:37
軸80/孔79.4,從何而來?
作者:
liuyunokkook
時間:
2020-4-3 16:27
根據你這圖紙來看,兩端軸材質和中間套材質不同吧,中間套材質不是45鋼把,這么大過盈量熱套以前做過一種純鋁的管能達到。內孔精加工沒有,兩端軸的長度是多少,套進去后兩端是否固定冷卻,還是套完就放一邊了。整體加熱,過盈量要這么大的話變形也大,加熱后是否有檢測內孔橢圓度和套的直線度。
作者:
長江無縫鋼管
時間:
2020-4-3 16:29
你這個熱漲的比例也太大了、一般H7/u6就很好了。哪有那么大范圍
作者:
liuyunokkook
時間:
2020-4-3 16:30
我現在的一種45鋼產品過盈量10到15絲熱套后軸的小頭打表跳動有超過1mm的,小頭較長。
作者:
liuyunokkook
時間:
2020-4-3 16:35
軸2止口180長,是軸2要比軸1長很多嗎?
作者:
靜待瓜熟
時間:
2020-4-3 17:14
本帖最后由 靜待瓜熟 于 2020-4-3 17:18 編輯
原因分析:
1. 套筒的內外圓加工的同軸度控制在多少?軸的臺階外圓同軸度控制在多少?
2. 套筒的端面與中心垂直度保證了嗎?以及軸的配合外圓及端面的垂直度保證了嗎?
3. 裝配到位了嗎?
4. 材料耐溫性能怎樣?變形?
作者:
韓寒11
時間:
2020-4-3 21:12
薄壁件加熱后變形嚴重,導致同軸度太大
作者:
xuanyi0110
時間:
2020-4-4 09:54
外徑留量,軸端做中心孔 熱裝后 精加工一下
作者:
遠祥
時間:
2020-4-5 12:20
薄壁零件變形會比較大,特別是溫差比較大的地方。
作者:
jay123486
時間:
2020-4-7 11:01
不是很懂啊,不過還是說一下吧
1、你這軸1和軸2是否同心,可否整體加工后再切斷;
2、整體裝配后可否再上床子加工一刀,或者差距不大的話干脆用砂紙打磨一下;
作者:
admin5993
時間:
2020-4-8 21:40
頂一頂
作者:
admin5993
時間:
2020-4-9 07:06
頂一頂 請大家指教
作者:
洪流機械
時間:
2020-4-9 08:05
兩個軸的形位公差你標注的多少,{80+150(=,》,《)230},如果這樣我覺這里對實際裝配影響會比較大。
這兩個軸式一起加工切斷的嗎,如果是的話我覺得問題可能出在你熱裝的時候了,
作者:
admin5993
時間:
2020-4-10 15:23
我搞不懂為什么我更新了最新的圖紙看不到了
作者:
wjp696
時間:
2020-4-10 22:57
薄壁件熱裝后,會發生變形,變形原因,1.過盈量 2.加熱
最好的方式是留量,熱裝后再組加工至要求尺寸,同軸度即可保證。
歡迎光臨 機械社區 (http://www.ytsybjq.com/)
Powered by Discuz! X3.5