|
|
|
|
<kbd id="11166"><tt id="11166"></tt></kbd>
|
|
|
|
|
| | 機(jī)械社區(qū)
標(biāo)題: 超強(qiáng)干貨, 安川機(jī)器人模擬量通訊方式 [打印本頁]
作者: 中國機(jī)器人NO1 時間: 2019-10-21 17:19
標(biāo)題: 超強(qiáng)干貨, 安川機(jī)器人模擬量通訊方式
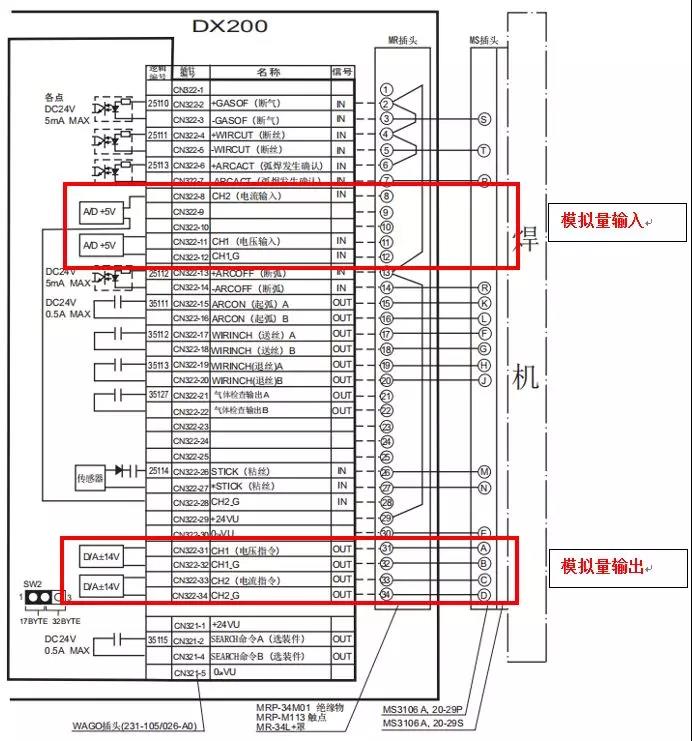
安川機(jī)器人控制柜可以通過選配模擬量通訊基板來實(shí)現(xiàn)模擬量功能,例如DX200控制柜的JANCD-YEW01-E基板,自帶2路模擬量輸入和2路模擬量輸出。
' O6 k" E# I+ O* v0 f3 `( I! x' h CN322
模擬量輸入/輸出
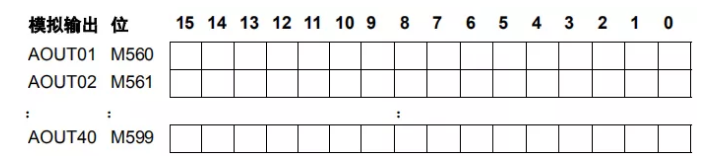
; F S: @* e2 ^1)模擬量輸出寄存器
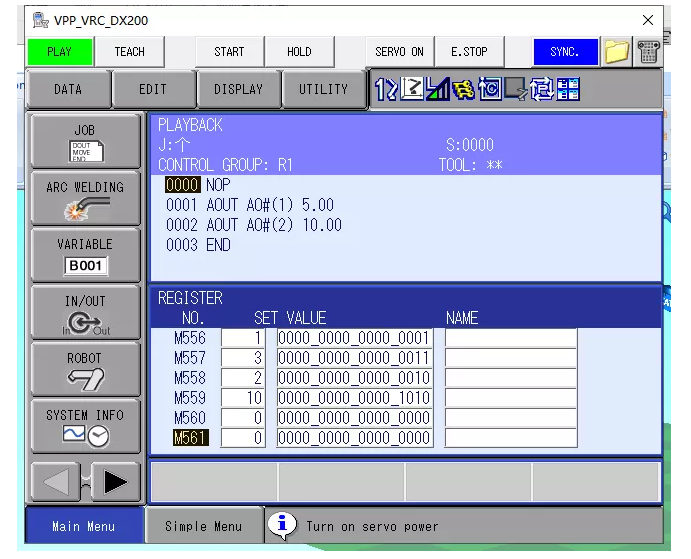
DX200默認(rèn)40個16位的模擬量輸出寄存器(M560~M599)
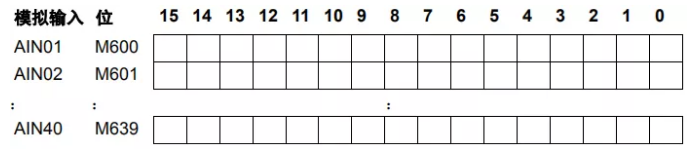
2)模擬量輸入寄存器
DX200默認(rèn)40個16位的模擬量輸入寄存器(M600~M639)
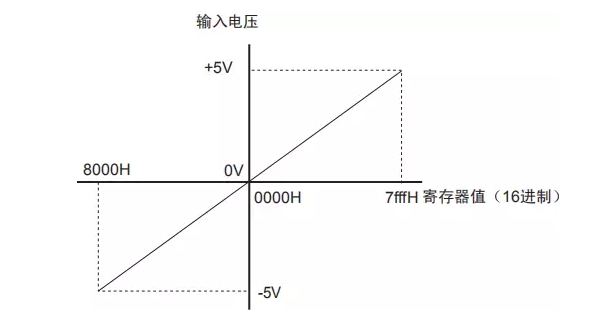
3)輸入端的電壓范圍是-5V到+5V;
每1V的寄存器數(shù)值分辨率是【1V=32767/5=6533】;
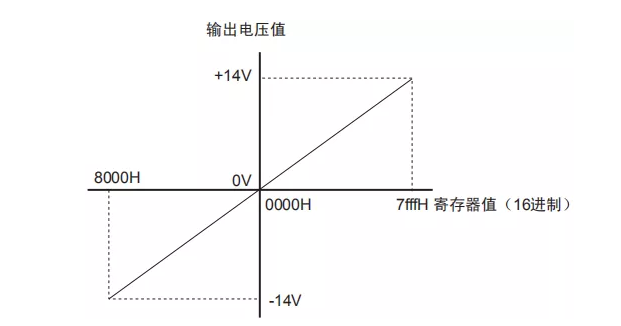
4)輸出端的電壓范圍是-14V到+14V;
3 p. p. K5 o8 h/ Y, Y
每1V的寄存器數(shù)值分辨率是【1V=32767/14=2340】;
5)機(jī)器人程序中使用實(shí)例
運(yùn)行前
運(yùn)行后可以根據(jù)以上程序中的實(shí)例,進(jìn)行編程測試。
, z! {2 V3 N" u4 j' v& A; D F
安川機(jī)器CC-Link基板添加說明
01 機(jī)器人通訊地址說明
機(jī)器人外部I/O分為兩類:
1)、本地硬件IO:
20010 — 20057:40點(diǎn)輸入
30010 — 30057:40點(diǎn)輸出
3 {7 L4 l$ A* G) D
2)、遠(yuǎn)程總線IO:20060 — 21287,30060 —31287
20060 — 20067,30060 —30067:通訊的狀態(tài)信號
20070 — 21287,30070 — 31287:作為通訊地址使用
* d' j* v3 ~/ S/ }- \: M' m
02 常用通訊基板說明
基板分類:不同的通訊方式對應(yīng)不同的基板
( T" u5 L/ a, f* s: ~* A5 ]$ m三菱:常用CC-Link通訊方式
西門子:常用Profibus_DP和Profinet通訊方式
AB:常用Devicenet和Ethernet_IP通訊方式
歐姆龍:常用Devicenet和Ethernet_IP通訊方式
(具體型號可向供應(yīng)商咨詢)
k* W- p. C J: C* s
03 SST-CCS-PCU通訊基板設(shè)定說明
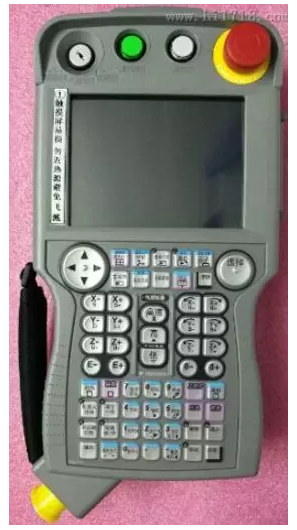
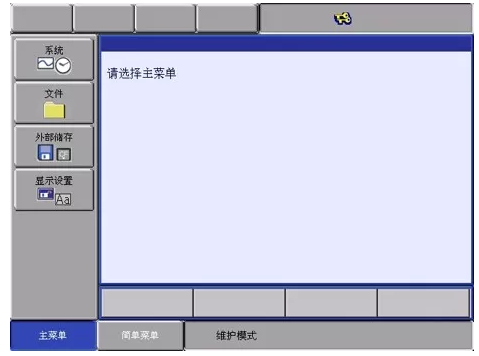
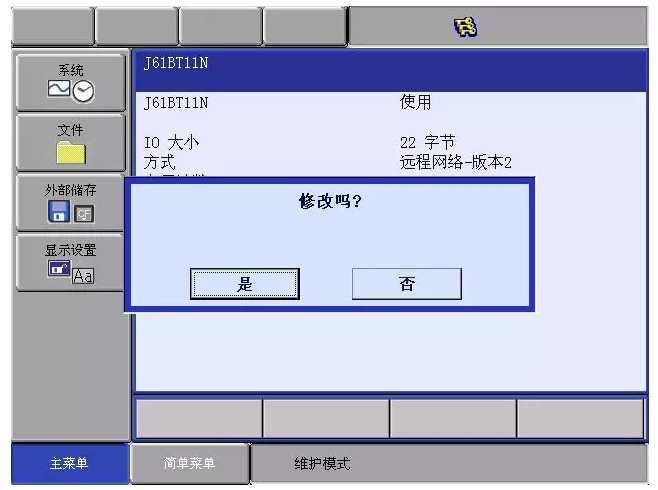
1)、設(shè)置步驟如圖所示,按住“主菜單”開機(jī)進(jìn)入維護(hù)模式;
$ ` I1 U+ h D1 w( L2)、進(jìn)入管理模式;
3)、選擇“設(shè)置”;
4)、選擇“選項(xiàng)基板”;
5)、若為CC-Link基板安裝,對應(yīng)槽號將顯示此基板;
6)、選擇使用,占用站數(shù)選擇“4”,根據(jù)軟件設(shè)置填寫站號;
7)、按下回車鍵,選擇“是”(以下設(shè)置圖片顯示為AB3601,CC-Link與之相同);
8)、按下回車鍵;
9)、按下回車鍵,選擇“是”,設(shè)置完成。
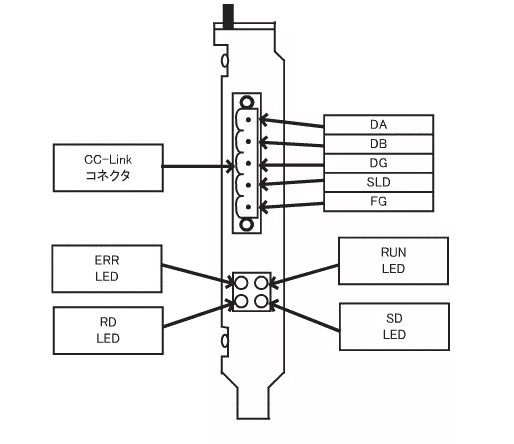
04 SST-CCS-PCU
1)、外觀;
2)、基板接線及指示燈;
安川機(jī)器人急停接線
停按鈕
急停按鈕也可以稱為“緊急停止按鈕”,業(yè)內(nèi)簡稱急停按鈕。顧名思義急停按鈕就是當(dāng)發(fā)生緊急情況的時候人們可以通過快速按下此按鈕來達(dá)到保護(hù)的措施。
在各種工廠里面,一些大中型機(jī)器設(shè)備或者電器上都可以看到醒目的紅色按鈕,標(biāo)準(zhǔn)的應(yīng)該有標(biāo)示與“緊急停止”含義相同的紅色字體。這種按鈕可統(tǒng)稱為急停按鈕。此按鈕只需直接向下壓下。就可以快速的讓整臺設(shè)備立馬停止或釋放一些傳動部位。要想再次啟動設(shè)備必須釋放此按鈕,也就是只需順時針方向旋轉(zhuǎn)大約45°后松開,按下的部分就會彈起。也就是“釋放”了。
關(guān)于急停按鈕的分類
蘑菇頭型
% p+ f& H# G$ j8 Y8 ~
拉桿形
1 }( @5 Y" g2 ^" J5 |9 u b
手柄型
0 M8 j5 G9 Z) ~; l% x/ B/ q; S7 M9 K
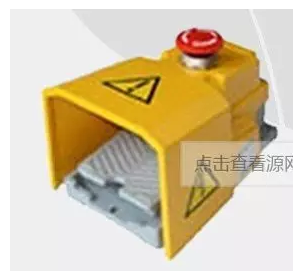
腳踏型
以上的急停按鈕(開關(guān)),院長在諸多客戶現(xiàn)場都見到過,安全對于一線工作者是極其重要的,再次院長也呼吁大家,平時工作一定要注意安全:開開心心工作,平平安安回家。
- C" Y: s/ s8 y
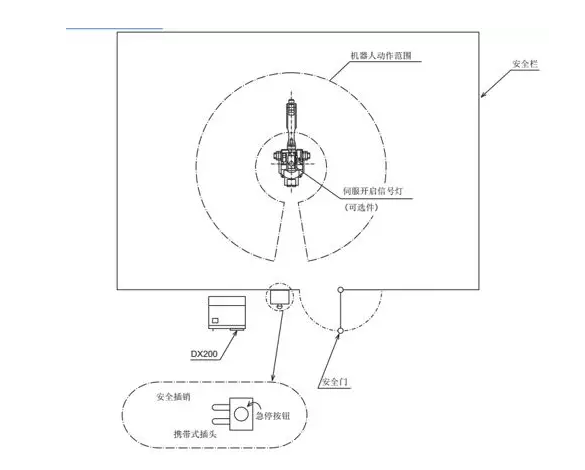
急停位置
; m. B: I7 s& {
主操面板/啟動按鈕/安全門/圍欄內(nèi)部等。
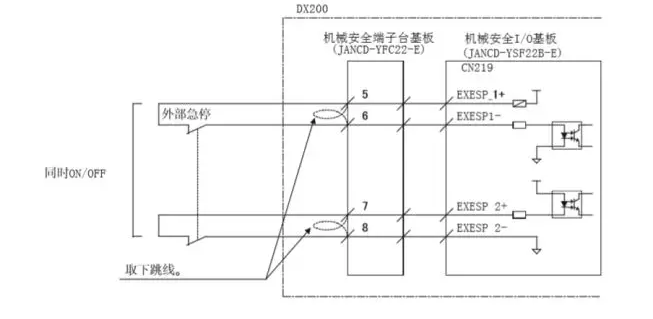
安川DX200控制柜單急停電氣接線
4 }% [$ f$ \- U0 v7 o- }/ ]: M/ ?
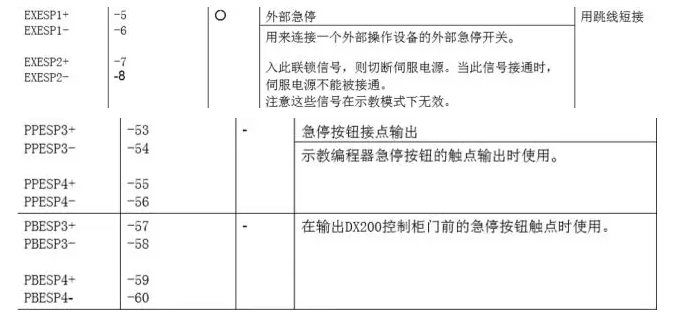
. J4 B, d) {6 w& F* ^* m直接將急停按鈕接在控制柜MXT端子排的5、6、7、8端子上;
根據(jù)GB標(biāo)準(zhǔn):GB16754-2008 電氣接線需要安全雙回路 。
- w6 s; [$ n% |0 w實(shí)操舉例
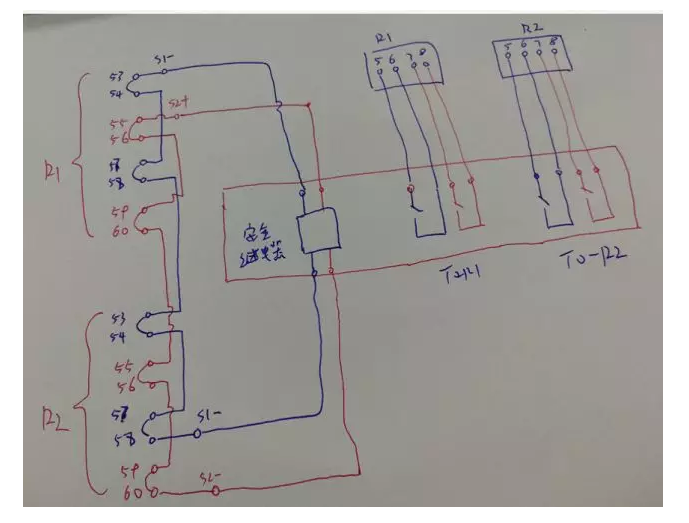
以兩臺控制柜的急停接線為例。
$ M, n0 G$ G t7 T4 e( C
硬件:安全繼電器 / 或者安全PLC。
以下是院長做的實(shí)驗(yàn):
基于安全繼電器的急停示意圖
手圖太丑
大家湊合一下
1 h) {/ @2 z- s5 p
關(guān)于急停按鈕安裝和拆除方法
將操作頭部由面板前插入安裝孔內(nèi),于面板后旋入中座,然后均勻擰緊兩端緊定螺釘(切不可用力過猛),如面板為塑料等其它非金屬,可在面板后墊上一塊安裝板后再安裝,如安裝孔的直徑為25mm時,可在面板后墊上φ25的安裝板后在安裝。
A型按鈕,開關(guān)元件可連同中座一起安裝;
B型按鈕,應(yīng)先卸下開關(guān)元件,再安裝中座。
( M" L9 U- y" b# v注意:
1、如安裝后發(fā)現(xiàn)按鈕有卡滯現(xiàn)象,應(yīng)調(diào)節(jié)中座的兩顆緊定螺釘,保持松緊一致,即可清除。
開關(guān)元件直接扣上即可,頭部的符號片可直接在前部進(jìn)行安裝(一般在出廠時已裝好)
2、安裝完畢后,應(yīng)檢查開關(guān)元件的搭扣是否完全扣入。
3、拆除開關(guān)元件或降壓器:用螺絲刀抬起鎖扣安裝系統(tǒng)的搭扣,即可隨意簡便地拆卸已緊扣安裝的組件。
. O, `, C2 k) c, h/ c8 z6 J1 j
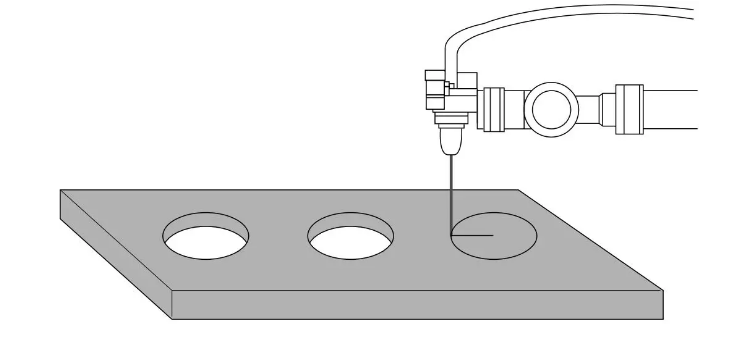
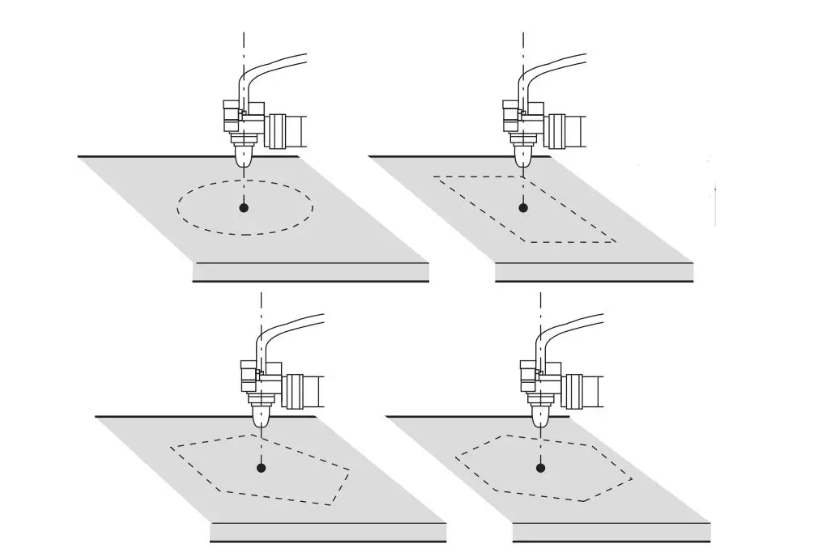
定形切割功能
定型切割動作是指,使用由機(jī)器人夾持的工具(如:激光切割機(jī)、水刀、超聲波刀具等)按照一定形狀切割工件的加工動作。
分類:
定形切割分為圓形、長方形(包含正方形)、橢圓形、五角形、六角形,共計(jì)5種。
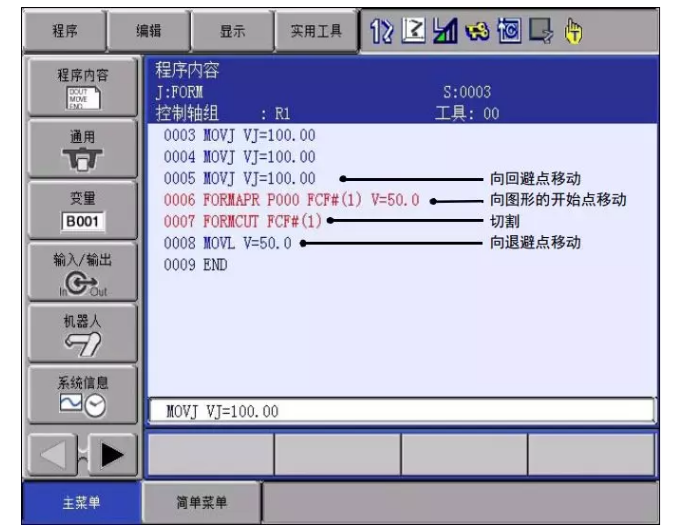
圖形的示教方法:
定型切割功能的示教通過登錄 FORMAPR 命令和 FORMCUT 命令進(jìn)行。FORMAPR 命令是向切割動作開始點(diǎn)移動的命令, FORMCUT 命令是切割動作命令。
在向切割動作開始點(diǎn)移動的步驟中,請移動機(jī)器人軸,通過 FORMAPR 命令登錄定型切割圖形的中心位置。
請?jiān)陂_始切割動作的步驟 (FORMAPR 命令的下一步驟 ) 中登錄 FORMCUT命令。
FORMAPR命令的示教位置:
6 `" J. h3 d6 x0 J! _! i程序展示:
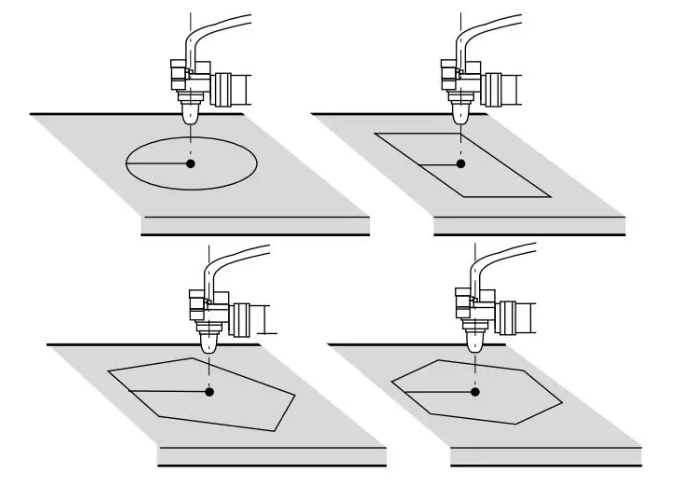
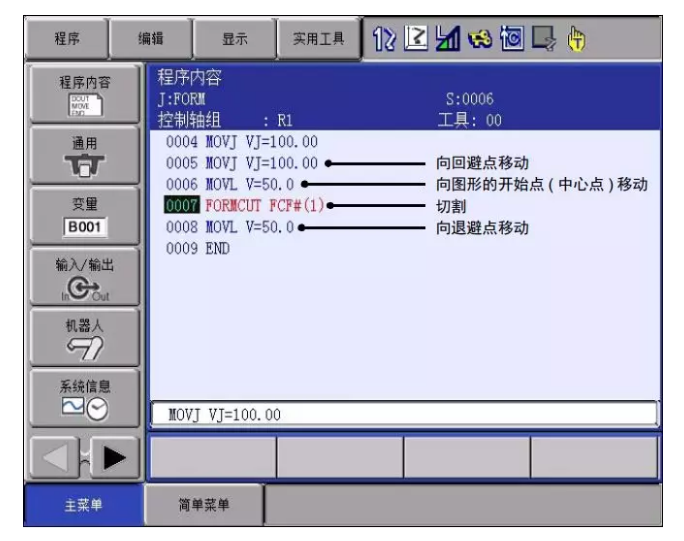
通過將形狀切割文件的 “開始點(diǎn)”設(shè)定為中心點(diǎn)或指定點(diǎn), FORMCUT 命令可以從圖形的中心點(diǎn)或圖形附近的點(diǎn)開始切割動作。
通過再現(xiàn)、試運(yùn)行或同時按下聯(lián)鎖與前進(jìn)以執(zhí)行 FORMAPR 命令的情況下,“開始點(diǎn)”為中心點(diǎn)時機(jī)器人向圖形的中心點(diǎn)移動,“開始點(diǎn)”為指定點(diǎn)時機(jī)器人向圖形附近的點(diǎn)移動。
通過前進(jìn)、后退以執(zhí)行 FORMAPR 命令時,與 “開始點(diǎn)”的設(shè)定無關(guān),向圖形的中心點(diǎn)移動。
) t3 r6 m# t% C% |' ]. k1 t
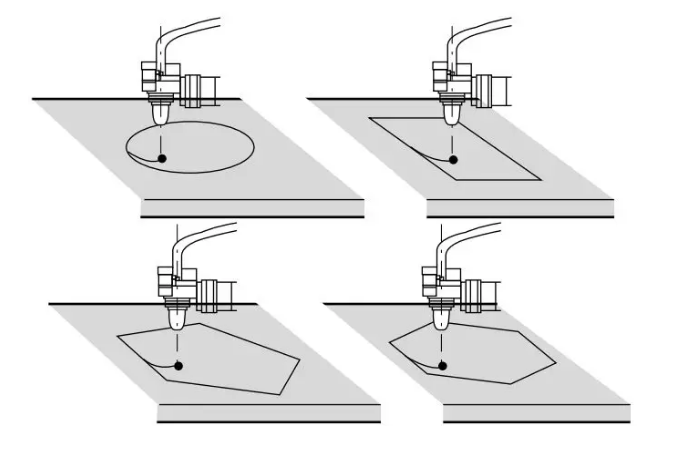
“開始點(diǎn)”為中心點(diǎn)時
“開始點(diǎn)”為指定點(diǎn)時
0 `0 n$ p/ q, b僅當(dāng) “開始點(diǎn)”為中心點(diǎn)時,開始點(diǎn)的位置 ( 圖形的中心點(diǎn) ) 可通過移動命令 (MOVL、 MOVJ 等 ) 而非 FORMAPR 命令進(jìn)行登錄。此時,可以以登錄的位置為中心點(diǎn)執(zhí)行 FORMCUT 命令。
※ 通過將 “開始點(diǎn)”設(shè)定為中心點(diǎn),可以使用包含以往的 FORMCUT 命令的 JOB。以下為 JOB 示例。
( R5 v4 d# w2 c2 C
作者: 未來第一站 時間: 2019-10-21 20:56
感謝分享。
作者: 176387393 時間: 2019-10-22 08:54
謝謝分享
| 歡迎光臨 機(jī)械社區(qū) (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |