機械社區
標題: 焊接缺陷及其產生的原因 [打印本頁]
作者: 曉昀 時間: 2019-10-10 09:35
標題: 焊接缺陷及其產生的原因
本帖最后由 曉昀 于 2019-10-12 23:01 編輯 ! q; e! A$ T Y9 H9 l1 p1 \
# i3 f- g, o4 b0 N
焊接缺陷按其在焊縫中的位置,可分為內部缺陷和外部缺陷兩大類。/ v5 l4 [$ D; [' g2 k
9 `1 _! q, s& E. d4 O/ H 外部缺陷位于焊縫的外表面,直接就能看到。外部缺陷主要包括焊縫尺寸不符合要求、咬邊、焊瘤、塌陷、表面氣孔、表面裂紋、燒穿等。1 h7 z" f' n% T& p7 T6 z. m
* A1 T' C, L6 ~1 U% I 內部缺陷主要包括未焊透、內部氣孔、內部裂紋、夾渣等。內部缺陷位于焊縫內部須用無損探傷法或用破環性試驗才能發現。 P2 h+ Z3 r3 a" h. F V& F; p
/ n) `% F" O7 }4 O) z( U" y4 {
焊接缺陷產生原因5 ?' S% M' [- ^/ M
~% H* n" o+ }% v$ L9 }2 H" m
1、咬邊
: y* a1 z/ N5 ~7 h3 g2 ?
# K& s' o$ C. A' k9 I& Y; R[attach]491002[/attach]
N. q& ?% ?* Z( ]1 I# E& l+ f
# V7 Y K, v" p* U* S9 ^& g8 q& ]8 p1 v+ W: R5 {+ V8 E( @1 I n
% ^$ A2 `/ E- Z: S. k( @& O( X焊接時,焊縫兩側與母材金屬交界處形成的凹槽稱為咬邊(或咬肉)。咬邊會使母材金屬的有效截面減少,減弱了焊接接頭的強度,同時在咬邊處容易應力集中,承載后有可能在咬邊處產生裂紋,甚至引起結構的破環。
6 ~ {) x/ T' z' ^ K, L. f2 o2 K: F- r% r$ j
產生咬邊的原因是操作工藝不當、焊接規范選擇不正確,如焊接電流過大,電弧過長,焊條角度不當等。$ | v# a H# B) U# Z; W
: Z' e9 y" h: x* E, U9 z2、焊瘤0 G. O+ s4 T" M3 K9 I. J# V1 k
2 |% P. n, [& ?[attach]491003[/attach]
7 f1 J2 V, c6 B0 K$ w* |
6 D$ s- D- M* D9 e5 X
1 b' }* V/ T+ g; @' n# O7 J焊接過程中,熔化金屬流淌到焊縫之外未熔化的母材上所形成的金屬瘤即為焊瘤。焊瘤不僅影響焊縫外觀美觀,而且焊瘤下面常有未焊透缺陷,易造成應力集中。焊縫間隙過大、焊條位置和運條方法不正確、焊接電流過大或焊接速度太慢等均會引起焊瘤的產生。3 f |8 E) Y: t
/ H" ^% x' n+ X3、燒穿
# O i0 _# H) O
6 g3 m+ b! g' x; T# Q[attach]491004[/attach]2 D( i- R! j4 o! `/ l* [
: G8 J$ k- N9 y! ~8 @
( a# P+ }+ i- Z4 c4 i. m焊接過程中,熔化金屬自坡口背面流出,形成穿孔的缺陷稱為燒穿。
1 n) t9 F2 @7 z, E) v! q/ k( }( E* n9 }* e/ K/ Z
產生燒穿的主要原因是焊接電流過大,焊接速度太慢,當裝配間隙過大或鈍邊太薄時也會發生燒穿現象。
* W/ k+ v, I* N* P' z& |# o. b- M. m( `
4、未熔合0 F) |, W9 j" S+ ?2 I9 l
9 p' a( \- M# I" L% ^
[attach]491005[/attach]& ~( _+ I! }/ l P& z4 o
5 O: b" X( V, _, W9 k# b& F6 a2 M
& O& [ y8 w" Z! W
未熔合指焊接時,焊道與母材之間或焊道與焊道之間未完全熔化結合的部分;或指點焊時母材與母材之間未完全熔化結合的部分。. e1 j( q; K7 u
, @2 A* o6 o% q; r4 Q產生未熔合的原因有,焊接線能量太低;電弧發生偏吹;坡口側壁有銹蝕和污物;焊層清渣不徹底等。, {# T# O4 F5 p- l9 _5 ?
) P/ ]4 [8 C# j1 E/ M5、凹坑、塌陷及未填滿) V, T; m" {/ D7 m& _3 z& j
0 Z/ {; \) f& p" {! v I[attach]491006[/attach]
, c% _1 Q- e! P& y+ U2 Y; y/ u
+ ?) h& R; `4 z* V- u
凹坑指在焊縫表面或焊縫背面形成的低于母材表面的局部低洼部分。3 S- e0 a+ m% C# F# v: O. m" s
8 i0 ]6 M* R, ^$ q2 r& H) G, d/ z& o7 ]2 K' r
塌陷指單面熔化焊時,由于焊接工藝不當,造成焊縫金屬過量透過背面,使焊縫正面塌陷,背面凸起的現象。由于填充金屬不足,在焊縫表面形成的連續或斷續的溝槽,這種現象即未填滿。5 `0 x" G3 l& r* C4 P( R; l% A( r; ?
/ V1 [/ q2 S4 l# b! e
6、夾渣
9 Q# C) o/ \3 [( N7 J B* R) q( N1 S3 j) g& h
[attach]491007[/attach]6 ]" W& v' l, b" v) q2 W3 ~1 P
+ ]' n6 r. g* @, ]9 ]. P
9 g$ ]; R s! b5 g8 z焊后殘留在焊縫中的熔渣稱為夾渣。
8 u& e# l4 m0 \ _" L! D- ?
1 O2 j; |2 s3 `! G+ u: L- b產生夾渣的原因很多,如焊件邊緣及焊層、焊道之間清理不干凈;焊接電流太小,致使熔化多屬凝固速度加快,熔渣來不及浮出;運條不當,熔渣與鐵水分離不清,阻礙了熔渣上浮;焊件及焊條的化學成分不當;熔池內含氧、氮成份過多等。
! E( E' Y3 u; ]+ l* ]% L& [+ G# R9 P( w p6 R) Q2 k
7、氣孔
& p P" s; Z! H+ n5 w, p4 ]( j$ W! Q5 C6 Y
 & N3 ]. u5 J z3 X# I$ s
& N3 ]. u5 J z3 X# I$ s
3 x, }, j+ v3 M: r# M: [* Q* ]( M, q6 q# v
0 M* s0 p: r# R( U' C% w+ g( g* t( X% ~" _7 q8 H
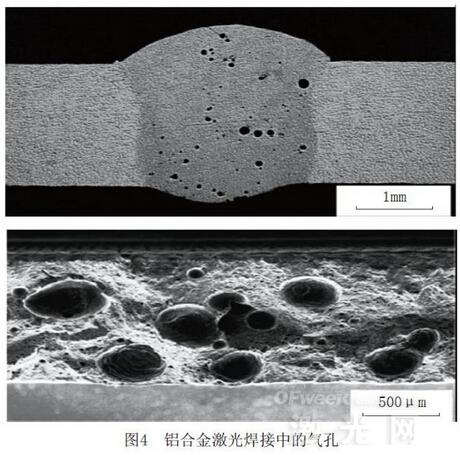
焊接時,熔池中的氣泡在凝固時未能逸出而殘留下來所形成的空穴稱為氣孔。氣孔可分為密集氣孔、條蟲狀氣孔和針狀氣孔等。焊縫中形成氣孔的氣體主要是氫氣、氮氣和一氧化碳等。! L3 ?* e$ X- L' c
1 ?7 G( w" Y& _' C氣孔對焊縫的性能有較大的影響,它不僅使焊縫的有效面積減小,使焊縫的機械性能下降,而且破壞了焊縫的致密性,容易造成泄漏。
2 {3 b" ?! y. F; W+ X; `
2 ^- a( L* F o5 g0 j; @% u造成氣孔產生的原因有,焊接過程中焊接區的良好保護受到破壞;母材焊接區和焊絲表面有油污、鐵銹和吸附水的污染物;焊條受潮,烘焙不充分;焊接電流過大或過小、焊接速度過快;焊接電弧過長、電弧電壓偏高。- P% H$ A( C* C: ^3 \. P
3 q4 P. ]" @( [! I8、裂紋0 h3 ~/ k- K3 S* g
, N" R3 Y# o' y2 t- p/ ]0 y[attach]491009[/attach], t, B9 g4 T: m9 ]/ U B3 `2 v
* g" v1 y6 _9 V1 z0 M8 ^
形成焊接裂紋的溫度可分為熱裂紋和冷裂紋,根據裂紋發生的位置可分為焊縫金屬中的裂紋和熱影響區的裂紋。在焊接過程中,焊縫和熱影響區金屬冷卻到固相線附近的高溫區產生的焊縫裂紋稱為熱裂紋;焊接接頭冷卻到較低溫度時產生的焊接裂紋稱為冷裂紋。# a1 T" j( Y6 D9 I5 a
8 x( I" c, `/ @' O9 t
焊接裂紋是最危險的焊接缺陷,嚴重地影響著焊接結構的使用性能
# d/ T, J- G. A/ S+ H" Q) C. q8 p/ M
- K& c) z1 l( b9 d/ `和安全可靠性。裂紋除了降低焊接接頭的強度外,還因裂紋末端有一個尖銳的缺口,將引起嚴重的應力集中,促使裂紋的發展和破壞。1 U9 n' i& h" f( l5 A
: H0 \. {% ^+ T6 P% w3 r; R+ J7 t w+ D$ R0 U: _! z
作者: wuxianzhou100 時間: 2019-10-18 21:25
謝謝分享。謝謝樓主。
作者: 瑞香 時間: 2019-10-25 10:04
謝謝分享,謝謝樓主
作者: 請叫我Mr_Su 時間: 2019-11-24 08:20
謝謝樓主分享
作者: 那一抹星空 時間: 2019-12-2 17:56
謝謝分享
作者: wuxianzhou100 時間: 2019-12-7 23:25
總結的比較直觀、充分,是很好的學習資料,謝謝分享。
作者: 邢云鶴 時間: 2019-12-19 16:42
好東西- ?' V: P' y/ ?+ _8 E2 Z
作者: 品茶論劍 時間: 2019-12-19 22:08
謝謝樓主分享
作者: Libra10 時間: 2019-12-22 13:40
謝謝樓主分享
3 b6 o' R& G/ o# G6 O5 I- x% N
作者: 18236976272 時間: 2019-12-27 14:50
感謝樓主分享
作者: gaxisjtu 時間: 2020-2-16 14:12
謝謝樓主分享
作者: 小王05 時間: 2020-2-27 14:01
youxiu
作者: 小王05 時間: 2020-2-27 14:02
keyi
作者: 小王05 時間: 2020-2-27 15:09
好好
作者: 小王05 時間: 2020-2-27 15:10
優秀
作者: 小王05 時間: 2020-2-27 15:11
優秀
作者: 小王05 時間: 2020-2-27 15:28
好好
作者: 小王05 時間: 2020-2-27 15:30
好好
作者: 小王05 時間: 2020-2-27 15:31
好好
作者: 小王05 時間: 2020-2-27 15:40
好好
作者: 小王05 時間: 2020-2-27 15:41
優秀
作者: 小王05 時間: 2020-2-27 15:46
優秀、、、
作者: 小王05 時間: 2020-2-27 15:47
哈哈
作者: 大熊貓1008 時間: 2020-3-30 08:42
謝謝分享,謝謝樓主
& v( e F* ]( i. ~6 D$ U# r1 W1 F- e
作者: 月孤塵 時間: 2020-4-8 14:32
學習了!
作者: 大熊貓1008 時間: 2020-4-15 14:08
7 i; c8 f& R! `' V. a4 S
感謝樓主分享
作者: 戰狼zl 時間: 2020-6-6 17:20
" I& F0 v0 n, [% Q感謝樓主分享
作者: 斯文未遂 時間: 2020-6-29 10:00
很好的資料
作者: 妙戈 時間: 2020-10-13 11:28
mark
作者: jim1818718 時間: 2020-10-13 14:31
謝謝LZ分享
作者: 古木逢春 時間: 2020-10-14 14:20
謝謝分享
作者: lgh999111 時間: 2020-10-22 17:22
未熔合的圖片錯了吧,應該是裂紋
作者: 品茶論劍 時間: 2020-11-24 21:53
謝謝分享。謝謝樓主。
作者: left80455 時間: 2020-11-25 19:02
謝謝
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |