日志
發幾個資料,磨車刀的方法
|
|
一,車刀刃磨操作口訣
var tagarray = ['電機','電池','視頻','航拍','接收機','包郵','DJI','重慶航模','FPV','雕刻機','鳳凰','渦噴','發動機','skymaster','模型','遙控','便宜','圖片','閑置','奕和航模'];var tagencarray = ['%B5%E7%BB%FA','%B5%E7%B3%D8','%CA%D3%C6%B5','%BA%BD%C5%C4','%BD%D3%CA%D5%BB%FA','%B0%FC%D3%CA','DJI','%D6%D8%C7%EC%BA%BD%C4%A3','FPV','%B5%F1%BF%CC%BB%FA','%B7%EF%BB%CB','%CE%D0%C5%E7','%B7%A2%B6%AF%BB%FA','skymaster','%C4%A3%D0%CD','%D2%A3%BF%D8','%B1%E3%D2%CB','%CD%BC%C6%AC','%CF%D0%D6%C3','%DE%C8%BA%CD%BA%BD%C4%A3'];parsetag();
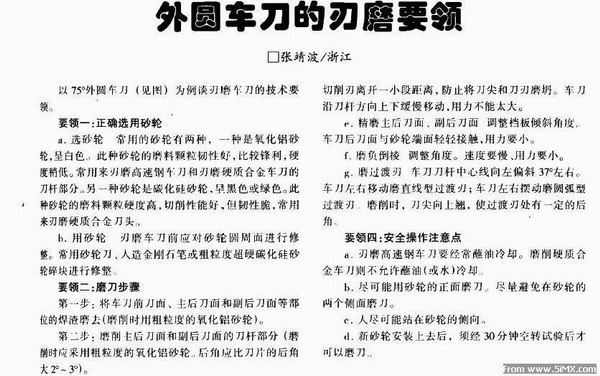
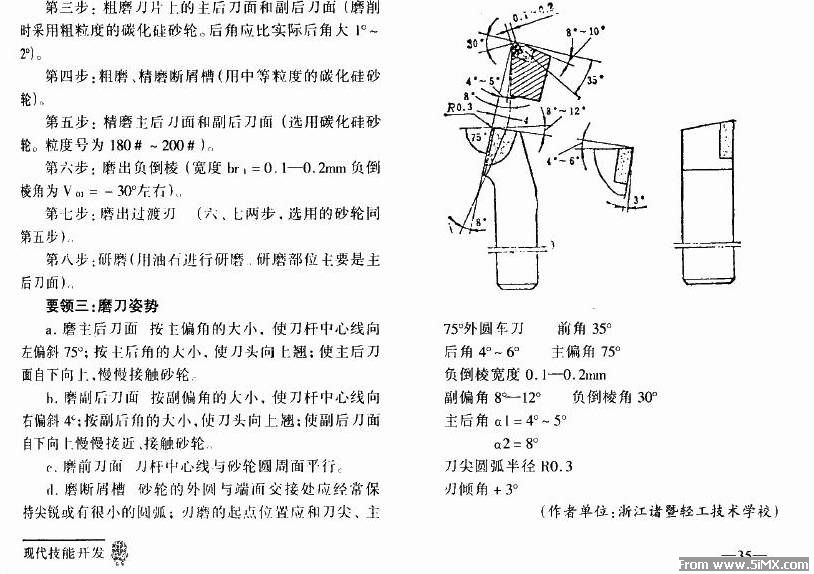
車刀的刃磨是切削加工中一項具有較高技術含 量的基本操作,操作者需要熟悉相關理論知識和刃 磨原理,熟練掌握刃磨方法及操作技巧。為便于初 學者盡快熟悉和記憶車刀刃磨的概念、方法與技巧, 筆者特將相關內容編寫為以下口訣: (1) 常用車刀種類和材料,砂輪的選用 常用車刀五大類,切削用途各不同, 外圓內孔和螺紋,切斷成形也常用; 車刀刃形分三種,直線曲線加復合; 車刀材料種類多,常用碳鋼氧化鋁, 硬質合金碳化硅,根據材料選砂輪; 砂輪顆粒分粒度,粗細不同勿亂用; 粗砂輪磨粗車刀,精車刀選細砂輪。 (2) 車刀刃磨操作技巧與注意事項 刃磨開機先檢查,設備安全最重要; 砂輪轉速穩定后,雙手握刀立輪側; 兩肘夾緊腰部處,刃磨平穩防抖動; 車刀高低須控制,砂輪水平中心處; 刀壓砂輪力適中,反力太大易打滑; 手持車刀均勻移,溫高燙手則暫離; 刀離砂輪應小心,保護刀尖先抬起; 高速鋼刀可水冷,防止退火保硬度; 硬質合金勿水淬,驟冷易使刀具裂; 先停磨削后停機,人離機房斷電源。 (3) 90°、75°、45°等外圓車刀刃磨步驟 粗磨先磨主后面,桿尾向左偏主偏; 刀頭上翹38 度,形成后角摩擦減; 接著磨削副后面,最后刃磨前刀面; 前角前面同磨出,先粗后精順序清; 精磨首先磨前面,再磨主后副后面; 修磨刀尖圓弧時,左手握住前支點; 右手轉動桿尾部,刀尖圓弧自然成; 面平刃直穩中求,角度正確是關鍵; 樣板角尺細檢查,經驗豐富可目測。 | |
| leoxeon
五級士官
|
沙發 大 中 小 發表于 2006-1-8 11:39 只看該作者
  |
|
TOP |

| leoxeon
五級士官
|
藤椅 大 中 小 發表于 2006-1-8 11:46 只看該作者
三,車刀的刃磨及合理使用
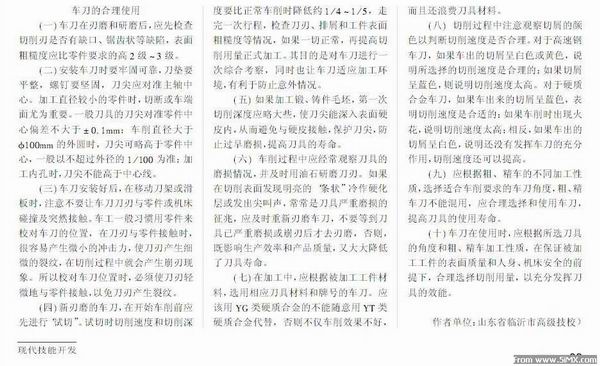
隨著科技的發展,機械刃磨車刀及機 械夾固類不重磨車刀雖然在工廠中得到 廣泛應用,但在技工學校車工專業的生產 實習中,車刀刃磨仍是學生必須掌握的基 本技能之一。各種常用刀具的刃磨練習始 終貫穿整個教學過程。實習指導教師不僅 要根據教學安排教會學生刃磨車刀,而且 還應在生產實習中讓學生掌握對車刀的 正確研磨及合理使用和保護,使學生在生 產實習中不斷積累對車刀刃磨、研磨及合 理使用的經驗,以便將來在工廠的生產實 踐中發揮應有的作用。現以#"(偏刀為例 進行說明。  車刀的刃磨和研磨 (一)刃磨、研磨 預磨刀體部分在刃磨硬質合金切 削角度之前,應先磨去焊渣,并將刀體部 分磨出一個比后角略大!( ) *(的后隙角, 以便刃磨刀具的后角。刃磨刀體部分,應 采用白色氧化鋁砂輪,硬度為中軟,刃磨 時要左右移動,防止刃磨受熱不均而使刀 頭部分產生裂紋。 粗磨(+)以砂輪外圓磨出副偏角 (,!-)和副后角(".-)。(!)以砂輪外圓磨 出主偏角(,!)和主后角(".)。(/)以砂輪 外圓磨出車刀的前面。(*)以砂輪的棱面 磨出斷屑槽,并留出倒棱的寬度。 精磨精磨時砂輪需進行修整,保持 砂輪旋轉的平穩。 (+)以砂輪的外圓分別磨出車刀的 主、副偏角,! 及,!-和主副后角". 及 ".-,保持主切削刃平直光潔。(!)用砂輪 的棱面精磨車刀前角!.。(/)磨出刀尖圓 弧及修光刃。(*)以砂輪的端面磨出主切 削刃上的倒棱。 (二)刃磨時的注意事項 +、必須根據刀具材料決定砂輪種 類。一般刃磨車刀刀體和高速鋼車刀時, 用白色氧化鋁砂輪;刃磨硬質合金車刀 時,用綠色碳化硅砂輪。如果條件允許,在 精磨硬質合金車刀時,可采用金鋼石砂 !、刃磨車刀時手握刀具要平穩,壓力 不能太大,要不斷地作左右或前后移動, 使刀具受熱均勻,防止產生硬質合金刀片 裂紋和高速鋼刀頭燒傷而退火。 /、刃磨硬質合金車刀時,不可把刀頭 部分放入水中冷卻,以防刀片突然冷卻而 碎裂。刃磨高速鋼車刀時,應隨時用水冷 卻,以防車刀過熱退火,降低硬度。 *、刃磨時,車刀高低必須控制在砂輪 水平中心,刃頭略向上翹,否則會出現后 角過大或負后角等缺陷。 0、鎢鈦鈷類硬質合金車刀,因對冷熱 和沖擊的敏感性較強,當環境溫度變化較 大時,也會產生裂紋,如在我國北方的冬 季,如果把磨得很熱的車刀放在冷空氣 中,往往會產生裂紋,最好是進行保溫緩 慢冷卻。 1、刃磨斷屑槽時,由于車刀和砂輪接 觸時容易打滑,必須注意安全。 2、刃磨時,砂輪旋轉方向必須由刃口 向刀體方面轉動,以免造成刀刃呈鋸齒形 缺陷。砂輪要經過嚴格檢查和良好平衡, 裝夾牢固,運轉平衡。 3、砂輪磨削表面須經常修整,使砂輪 沒有明顯的跳動。重新安裝砂輪后,要進 行檢查,經試轉才可使用。 (三)車刀的手工研磨 研磨練習,俗稱“背刀”,也是車工在 刀具方面必須掌握的技術之一。 刃磨過的車刀或使用后的車刀有輕 微磨損現象,可用油石或研磨板研磨刀 面,俗稱“背刀”。 由于一般砂輪機上的砂輪沒有經過 嚴格的平衡,存在較大的振動偏擺,同時 砂輪表面也不夠平整,刃磨過程中用雙手 握著車刀穩定性又較差,因此在刃磨時砂 輪與車刀有微量沖擊現象,刃磨出的刀具 切削刃通常不夠平滑光潔,表面粗糙度較 差。這樣的車刀不僅直接影響被加工零件 的表面粗糙度,而且還降低了車刀的使用 壽命。對于硬質合金車刀,在車削時還容 易產生掉渣和崩刃現象,所以對車刀必須 進行研磨。 車刀研磨時,可用油石或研磨粉進 行。研磨硬質合金車刀時用碳化硼;研磨 高速鋼車刀時用氧化鋁。這里主要講解用 油石研磨車刀的方法。 用油石研磨刀具時,手持油石要平 穩,如下圖所示。油石與刀具接觸的被研 磨表面,要貼平前后刃面沿水平方向平穩 移動,推時用力,回來時不用力。不要上下 方向移動,如圖所示,這樣容易將刀尖磨 鈍,影響切削刃的鋒利。研磨后的車刀將 消除刃磨的殘留痕跡,降低刃面的表面粗 糙度值1 級-2 級。  |
|
TOP |
| leoxeon
五級士官
|
板凳 大 中 小 發表于 2006-1-8 11:48 只看該作者
 |
|
TOP |
|
一,車刀刃磨操作口訣
var tagarray = ['電機','電池','視頻','航拍','接收機','包郵','DJI','重慶航模','FPV','雕刻機','鳳凰','渦噴','發動機','skymaster','模型','遙控','便宜','圖片','閑置','奕和航模'];var tagencarray = ['%B5%E7%BB%FA','%B5%E7%B3%D8','%CA%D3%C6%B5','%BA%BD%C5%C4','%BD%D3%CA%D5%BB%FA','%B0%FC%D3%CA','DJI','%D6%D8%C7%EC%BA%BD%C4%A3','FPV','%B5%F1%BF%CC%BB%FA','%B7%EF%BB%CB','%CE%D0%C5%E7','%B7%A2%B6%AF%BB%FA','skymaster','%C4%A3%D0%CD','%D2%A3%BF%D8','%B1%E3%D2%CB','%CD%BC%C6%AC','%CF%D0%D6%C3','%DE%C8%BA%CD%BA%BD%C4%A3'];parsetag();
車刀的刃磨是切削加工中一項具有較高技術含 量的基本操作,操作者需要熟悉相關理論知識和刃 磨原理,熟練掌握刃磨方法及操作技巧。為便于初 學者盡快熟悉和記憶車刀刃磨的概念、方法與技巧, 筆者特將相關內容編寫為以下口訣: (1) 常用車刀種類和材料,砂輪的選用 常用車刀五大類,切削用途各不同, 外圓內孔和螺紋,切斷成形也常用; 車刀刃形分三種,直線曲線加復合; 車刀材料種類多,常用碳鋼氧化鋁, 硬質合金碳化硅,根據材料選砂輪; 砂輪顆粒分粒度,粗細不同勿亂用; 粗砂輪磨粗車刀,精車刀選細砂輪。 (2) 車刀刃磨操作技巧與注意事項 刃磨開機先檢查,設備安全最重要; 砂輪轉速穩定后,雙手握刀立輪側; 兩肘夾緊腰部處,刃磨平穩防抖動; 車刀高低須控制,砂輪水平中心處; 刀壓砂輪力適中,反力太大易打滑; 手持車刀均勻移,溫高燙手則暫離; 刀離砂輪應小心,保護刀尖先抬起; 高速鋼刀可水冷,防止退火保硬度; 硬質合金勿水淬,驟冷易使刀具裂; 先停磨削后停機,人離機房斷電源。 (3) 90°、75°、45°等外圓車刀刃磨步驟 粗磨先磨主后面,桿尾向左偏主偏; 刀頭上翹38 度,形成后角摩擦減; 接著磨削副后面,最后刃磨前刀面; 前角前面同磨出,先粗后精順序清; 精磨首先磨前面,再磨主后副后面; 修磨刀尖圓弧時,左手握住前支點; 右手轉動桿尾部,刀尖圓弧自然成; 面平刃直穩中求,角度正確是關鍵; 樣板角尺細檢查,經驗豐富可目測。 | |
| leoxeon
五級士官
|
沙發 大 中 小 發表于 2006-1-8 11:39 只看該作者
|
|
TOP |
| leoxeon
五級士官
|
藤椅 大 中 小 發表于 2006-1-8 11:46 只看該作者
三,車刀的刃磨及合理使用
隨著科技的發展,機械刃磨車刀及機 械夾固類不重磨車刀雖然在工廠中得到 廣泛應用,但在技工學校車工專業的生產 實習中,車刀刃磨仍是學生必須掌握的基 本技能之一。各種常用刀具的刃磨練習始 終貫穿整個教學過程。實習指導教師不僅 要根據教學安排教會學生刃磨車刀,而且 還應在生產實習中讓學生掌握對車刀的 正確研磨及合理使用和保護,使學生在生 產實習中不斷積累對車刀刃磨、研磨及合 理使用的經驗,以便將來在工廠的生產實 踐中發揮應有的作用。現以#"(偏刀為例 進行說明。 車刀的刃磨和研磨 (一)刃磨、研磨 預磨刀體部分在刃磨硬質合金切 削角度之前,應先磨去焊渣,并將刀體部 分磨出一個比后角略大!( ) *(的后隙角, 以便刃磨刀具的后角。刃磨刀體部分,應 采用白色氧化鋁砂輪,硬度為中軟,刃磨 時要左右移動,防止刃磨受熱不均而使刀 頭部分產生裂紋。 粗磨(+)以砂輪外圓磨出副偏角 (,!-)和副后角(".-)。(!)以砂輪外圓磨 出主偏角(,!)和主后角(".)。(/)以砂輪 外圓磨出車刀的前面。(*)以砂輪的棱面 磨出斷屑槽,并留出倒棱的寬度。 精磨精磨時砂輪需進行修整,保持 砂輪旋轉的平穩。 (+)以砂輪的外圓分別磨出車刀的 主、副偏角,! 及,!-和主副后角". 及 ".-,保持主切削刃平直光潔。(!)用砂輪 的棱面精磨車刀前角!.。(/)磨出刀尖圓 弧及修光刃。(*)以砂輪的端面磨出主切 削刃上的倒棱。 (二)刃磨時的注意事項 +、必須根據刀具材料決定砂輪種 類。一般刃磨車刀刀體和高速鋼車刀時, 用白色氧化鋁砂輪;刃磨硬質合金車刀 時,用綠色碳化硅砂輪。如果條件允許,在 精磨硬質合金車刀時,可采用金鋼石砂 !、刃磨車刀時手握刀具要平穩,壓力 不能太大,要不斷地作左右或前后移動, 使刀具受熱均勻,防止產生硬質合金刀片 裂紋和高速鋼刀頭燒傷而退火。 /、刃磨硬質合金車刀時,不可把刀頭 部分放入水中冷卻,以防刀片突然冷卻而 碎裂。刃磨高速鋼車刀時,應隨時用水冷 卻,以防車刀過熱退火,降低硬度。 *、刃磨時,車刀高低必須控制在砂輪 水平中心,刃頭略向上翹,否則會出現后 角過大或負后角等缺陷。 0、鎢鈦鈷類硬質合金車刀,因對冷熱 和沖擊的敏感性較強,當環境溫度變化較 大時,也會產生裂紋,如在我國北方的冬 季,如果把磨得很熱的車刀放在冷空氣 中,往往會產生裂紋,最好是進行保溫緩 慢冷卻。 1、刃磨斷屑槽時,由于車刀和砂輪接 觸時容易打滑,必須注意安全。 2、刃磨時,砂輪旋轉方向必須由刃口 向刀體方面轉動,以免造成刀刃呈鋸齒形 缺陷。砂輪要經過嚴格檢查和良好平衡, 裝夾牢固,運轉平衡。 3、砂輪磨削表面須經常修整,使砂輪 沒有明顯的跳動。重新安裝砂輪后,要進 行檢查,經試轉才可使用。 (三)車刀的手工研磨 研磨練習,俗稱“背刀”,也是車工在 刀具方面必須掌握的技術之一。 刃磨過的車刀或使用后的車刀有輕 微磨損現象,可用油石或研磨板研磨刀 面,俗稱“背刀”。 由于一般砂輪機上的砂輪沒有經過 嚴格的平衡,存在較大的振動偏擺,同時 砂輪表面也不夠平整,刃磨過程中用雙手 握著車刀穩定性又較差,因此在刃磨時砂 輪與車刀有微量沖擊現象,刃磨出的刀具 切削刃通常不夠平滑光潔,表面粗糙度較 差。這樣的車刀不僅直接影響被加工零件 的表面粗糙度,而且還降低了車刀的使用 壽命。對于硬質合金車刀,在車削時還容 易產生掉渣和崩刃現象,所以對車刀必須 進行研磨。 車刀研磨時,可用油石或研磨粉進 行。研磨硬質合金車刀時用碳化硼;研磨 高速鋼車刀時用氧化鋁。這里主要講解用 油石研磨車刀的方法。 用油石研磨刀具時,手持油石要平 穩,如下圖所示。油石與刀具接觸的被研 磨表面,要貼平前后刃面沿水平方向平穩 移動,推時用力,回來時不用力。不要上下 方向移動,如圖所示,這樣容易將刀尖磨 鈍,影響切削刃的鋒利。研磨后的車刀將 消除刃磨的殘留痕跡,降低刃面的表面粗 糙度值1 級-2 級。 |
|
TOP |
| leoxeon
五級士官
|
板凳 大 中 小 發表于 2006-1-8 11:48 只看該作者
|
|
TOP |
|
發幾個資料,磨車刀的方法
function copyToClipBoard(){
var clipBoardContent='';
clipBoardContent+=document.title;
clipBoardContent+=window.location;
window.clipboardData.setData("Text",clipBoardContent);
alert("你已復制鏈接及標題,請粘貼到QQ/MSN等發給好友!");
}
一,車刀刃磨操作口訣
var tagarray = ['電機','電池','視頻','航拍','接收機','包郵','DJI','重慶航模','FPV','雕刻機','鳳凰','渦噴','發動機','skymaster','模型','遙控','便宜','圖片','閑置','奕和航模'];var tagencarray = ['%B5%E7%BB%FA','%B5%E7%B3%D8','%CA%D3%C6%B5','%BA%BD%C5%C4','%BD%D3%CA%D5%BB%FA','%B0%FC%D3%CA','DJI','%D6%D8%C7%EC%BA%BD%C4%A3','FPV','%B5%F1%BF%CC%BB%FA','%B7%EF%BB%CB','%CE%D0%C5%E7','%B7%A2%B6%AF%BB%FA','skymaster','%C4%A3%D0%CD','%D2%A3%BF%D8','%B1%E3%D2%CB','%CD%BC%C6%AC','%CF%D0%D6%C3','%DE%C8%BA%CD%BA%BD%C4%A3'];parsetag();
車刀的刃磨是切削加工中一項具有較高技術含 量的基本操作,操作者需要熟悉相關理論知識和刃 磨原理,熟練掌握刃磨方法及操作技巧。為便于初 學者盡快熟悉和記憶車刀刃磨的概念、方法與技巧, 筆者特將相關內容編寫為以下口訣: (1) 常用車刀種類和材料,砂輪的選用 常用車刀五大類,切削用途各不同, 外圓內孔和螺紋,切斷成形也常用; 車刀刃形分三種,直線曲線加復合; 車刀材料種類多,常用碳鋼氧化鋁, 硬質合金碳化硅,根據材料選砂輪; 砂輪顆粒分粒度,粗細不同勿亂用; 粗砂輪磨粗車刀,精車刀選細砂輪。 (2) 車刀刃磨操作技巧與注意事項 刃磨開機先檢查,設備安全最重要; 砂輪轉速穩定后,雙手握刀立輪側; 兩肘夾緊腰部處,刃磨平穩防抖動; 車刀高低須控制,砂輪水平中心處; 刀壓砂輪力適中,反力太大易打滑; 手持車刀均勻移,溫高燙手則暫離; 刀離砂輪應小心,保護刀尖先抬起; 高速鋼刀可水冷,防止退火保硬度; 硬質合金勿水淬,驟冷易使刀具裂; 先停磨削后停機,人離機房斷電源。 (3) 90°、75°、45°等外圓車刀刃磨步驟 粗磨先磨主后面,桿尾向左偏主偏; 刀頭上翹38 度,形成后角摩擦減; 接著磨削副后面,最后刃磨前刀面; 前角前面同磨出,先粗后精順序清; 精磨首先磨前面,再磨主后副后面; 修磨刀尖圓弧時,左手握住前支點; 右手轉動桿尾部,刀尖圓弧自然成; 面平刃直穩中求,角度正確是關鍵; 樣板角尺細檢查,經驗豐富可目測。 | |
| leoxeon
五級士官
|
沙發 大 中 小 發表于 2006-1-8 11:39 只看該作者
|
|
TOP |
| leoxeon
五級士官
|
藤椅 大 中 小 發表于 2006-1-8 11:46 只看該作者
三,車刀的刃磨及合理使用
隨著科技的發展,機械刃磨車刀及機 械夾固類不重磨車刀雖然在工廠中得到 廣泛應用,但在技工學校車工專業的生產 實習中,車刀刃磨仍是學生必須掌握的基 本技能之一。各種常用刀具的刃磨練習始 終貫穿整個教學過程。實習指導教師不僅 要根據教學安排教會學生刃磨車刀,而且 還應在生產實習中讓學生掌握對車刀的 正確研磨及合理使用和保護,使學生在生 產實習中不斷積累對車刀刃磨、研磨及合 理使用的經驗,以便將來在工廠的生產實 踐中發揮應有的作用。現以#"(偏刀為例 進行說明。 車刀的刃磨和研磨 (一)刃磨、研磨 預磨刀體部分在刃磨硬質合金切 削角度之前,應先磨去焊渣,并將刀體部 分磨出一個比后角略大!( ) *(的后隙角, 以便刃磨刀具的后角。刃磨刀體部分,應 采用白色氧化鋁砂輪,硬度為中軟,刃磨 時要左右移動,防止刃磨受熱不均而使刀 頭部分產生裂紋。 粗磨(+)以砂輪外圓磨出副偏角 (,!-)和副后角(".-)。(!)以砂輪外圓磨 出主偏角(,!)和主后角(".)。(/)以砂輪 外圓磨出車刀的前面。(*)以砂輪的棱面 磨出斷屑槽,并留出倒棱的寬度。 精磨精磨時砂輪需進行修整,保持 砂輪旋轉的平穩。 (+)以砂輪的外圓分別磨出車刀的 主、副偏角,! 及,!-和主副后角". 及 ".-,保持主切削刃平直光潔。(!)用砂輪 的棱面精磨車刀前角!.。(/)磨出刀尖圓 弧及修光刃。(*)以砂輪的端面磨出主切 削刃上的倒棱。 (二)刃磨時的注意事項 +、必須根據刀具材料決定砂輪種 類。一般刃磨車刀刀體和高速鋼車刀時, 用白色氧化鋁砂輪;刃磨硬質合金車刀 時,用綠色碳化硅砂輪。如果條件允許,在 精磨硬質合金車刀時,可采用金鋼石砂 !、刃磨車刀時手握刀具要平穩,壓力 不能太大,要不斷地作左右或前后移動, 使刀具受熱均勻,防止產生硬質合金刀片 裂紋和高速鋼刀頭燒傷而退火。 /、刃磨硬質合金車刀時,不可把刀頭 部分放入水中冷卻,以防刀片突然冷卻而 碎裂。刃磨高速鋼車刀時,應隨時用水冷 卻,以防車刀過熱退火,降低硬度。 *、刃磨時,車刀高低必須控制在砂輪 水平中心,刃頭略向上翹,否則會出現后 角過大或負后角等缺陷。 0、鎢鈦鈷類硬質合金車刀,因對冷熱 和沖擊的敏感性較強,當環境溫度變化較 大時,也會產生裂紋,如在我國北方的冬 季,如果把磨得很熱的車刀放在冷空氣 中,往往會產生裂紋,最好是進行保溫緩 慢冷卻。 1、刃磨斷屑槽時,由于車刀和砂輪接 觸時容易打滑,必須注意安全。 2、刃磨時,砂輪旋轉方向必須由刃口 向刀體方面轉動,以免造成刀刃呈鋸齒形 缺陷。砂輪要經過嚴格檢查和良好平衡, 裝夾牢固,運轉平衡。 3、砂輪磨削表面須經常修整,使砂輪 沒有明顯的跳動。重新安裝砂輪后,要進 行檢查,經試轉才可使用。 (三)車刀的手工研磨 研磨練習,俗稱“背刀”,也是車工在 刀具方面必須掌握的技術之一。 刃磨過的車刀或使用后的車刀有輕 微磨損現象,可用油石或研磨板研磨刀 面,俗稱“背刀”。 由于一般砂輪機上的砂輪沒有經過 嚴格的平衡,存在較大的振動偏擺,同時 砂輪表面也不夠平整,刃磨過程中用雙手 握著車刀穩定性又較差,因此在刃磨時砂 輪與車刀有微量沖擊現象,刃磨出的刀具 切削刃通常不夠平滑光潔,表面粗糙度較 差。這樣的車刀不僅直接影響被加工零件 的表面粗糙度,而且還降低了車刀的使用 壽命。對于硬質合金車刀,在車削時還容 易產生掉渣和崩刃現象,所以對車刀必須 進行研磨。 車刀研磨時,可用油石或研磨粉進 行。研磨硬質合金車刀時用碳化硼;研磨 高速鋼車刀時用氧化鋁。這里主要講解用 油石研磨車刀的方法。 用油石研磨刀具時,手持油石要平 穩,如下圖所示。油石與刀具接觸的被研 磨表面,要貼平前后刃面沿水平方向平穩 移動,推時用力,回來時不用力。不要上下 方向移動,如圖所示,這樣容易將刀尖磨 鈍,影響切削刃的鋒利。研磨后的車刀將 消除刃磨的殘留痕跡,降低刃面的表面粗 糙度值1 級-2 級。 |
|
TOP |
| leoxeon
五級士官
|
板凳 大 中 小 發表于 2006-1-8 11:48 只看該作者
|
|
TOP |
|
發幾個資料,磨車刀的方法
function copyToClipBoard(){
var clipBoardContent='';
clipBoardContent+=document.title;
clipBoardContent+=window.location;
window.clipboardData.setData("Text",clipBoardContent);
alert("你已復制鏈接及標題,請粘貼到QQ/MSN等發給好友!");
}
一,車刀刃磨操作口訣
var tagarray = ['電機','電池','視頻','航拍','接收機','包郵','DJI','重慶航模','FPV','雕刻機','鳳凰','渦噴','發動機','skymaster','模型','遙控','便宜','圖片','閑置','奕和航模'];var tagencarray = ['%B5%E7%BB%FA','%B5%E7%B3%D8','%CA%D3%C6%B5','%BA%BD%C5%C4','%BD%D3%CA%D5%BB%FA','%B0%FC%D3%CA','DJI','%D6%D8%C7%EC%BA%BD%C4%A3','FPV','%B5%F1%BF%CC%BB%FA','%B7%EF%BB%CB','%CE%D0%C5%E7','%B7%A2%B6%AF%BB%FA','skymaster','%C4%A3%D0%CD','%D2%A3%BF%D8','%B1%E3%D2%CB','%CD%BC%C6%AC','%CF%D0%D6%C3','%DE%C8%BA%CD%BA%BD%C4%A3'];parsetag();
車刀的刃磨是切削加工中一項具有較高技術含 量的基本操作,操作者需要熟悉相關理論知識和刃 磨原理,熟練掌握刃磨方法及操作技巧。為便于初 學者盡快熟悉和記憶車刀刃磨的概念、方法與技巧, 筆者特將相關內容編寫為以下口訣: (1) 常用車刀種類和材料,砂輪的選用 常用車刀五大類,切削用途各不同, 外圓內孔和螺紋,切斷成形也常用; 車刀刃形分三種,直線曲線加復合; 車刀材料種類多,常用碳鋼氧化鋁, 硬質合金碳化硅,根據材料選砂輪; 砂輪顆粒分粒度,粗細不同勿亂用; 粗砂輪磨粗車刀,精車刀選細砂輪。 (2) 車刀刃磨操作技巧與注意事項 刃磨開機先檢查,設備安全最重要; 砂輪轉速穩定后,雙手握刀立輪側; 兩肘夾緊腰部處,刃磨平穩防抖動; 車刀高低須控制,砂輪水平中心處; 刀壓砂輪力適中,反力太大易打滑; 手持車刀均勻移,溫高燙手則暫離; 刀離砂輪應小心,保護刀尖先抬起; 高速鋼刀可水冷,防止退火保硬度; 硬質合金勿水淬,驟冷易使刀具裂; 先停磨削后停機,人離機房斷電源。 (3) 90°、75°、45°等外圓車刀刃磨步驟 粗磨先磨主后面,桿尾向左偏主偏; 刀頭上翹38 度,形成后角摩擦減; 接著磨削副后面,最后刃磨前刀面; 前角前面同磨出,先粗后精順序清; 精磨首先磨前面,再磨主后副后面; 修磨刀尖圓弧時,左手握住前支點; 右手轉動桿尾部,刀尖圓弧自然成; 面平刃直穩中求,角度正確是關鍵; 樣板角尺細檢查,經驗豐富可目測。 | |
| leoxeon
五級士官
|
沙發 大 中 小 發表于 2006-1-8 11:39 只看該作者
|
|
TOP |
| leoxeon
五級士官
|
藤椅 大 中 小 發表于 2006-1-8 11:46 只看該作者
三,車刀的刃磨及合理使用
隨著科技的發展,機械刃磨車刀及機 械夾固類不重磨車刀雖然在工廠中得到 廣泛應用,但在技工學校車工專業的生產 實習中,車刀刃磨仍是學生必須掌握的基 本技能之一。各種常用刀具的刃磨練習始 終貫穿整個教學過程。實習指導教師不僅 要根據教學安排教會學生刃磨車刀,而且 還應在生產實習中讓學生掌握對車刀的 正確研磨及合理使用和保護,使學生在生 產實習中不斷積累對車刀刃磨、研磨及合 理使用的經驗,以便將來在工廠的生產實 踐中發揮應有的作用。現以#"(偏刀為例 進行說明。 車刀的刃磨和研磨 (一)刃磨、研磨 預磨刀體部分在刃磨硬質合金切 削角度之前,應先磨去焊渣,并將刀體部 分磨出一個比后角略大!( ) *(的后隙角, 以便刃磨刀具的后角。刃磨刀體部分,應 采用白色氧化鋁砂輪,硬度為中軟,刃磨 時要左右移動,防止刃磨受熱不均而使刀 頭部分產生裂紋。 粗磨(+)以砂輪外圓磨出副偏角 (,!-)和副后角(".-)。(!)以砂輪外圓磨 出主偏角(,!)和主后角(".)。(/)以砂輪 外圓磨出車刀的前面。(*)以砂輪的棱面 磨出斷屑槽,并留出倒棱的寬度。 精磨精磨時砂輪需進行修整,保持 砂輪旋轉的平穩。 (+)以砂輪的外圓分別磨出車刀的 主、副偏角,! 及,!-和主副后角". 及 ".-,保持主切削刃平直光潔。(!)用砂輪 的棱面精磨車刀前角!.。(/)磨出刀尖圓 弧及修光刃。(*)以砂輪的端面磨出主切 削刃上的倒棱。 (二)刃磨時的注意事項 +、必須根據刀具材料決定砂輪種 類。一般刃磨車刀刀體和高速鋼車刀時, 用白色氧化鋁砂輪;刃磨硬質合金車刀 時,用綠色碳化硅砂輪。如果條件允許,在 精磨硬質合金車刀時,可采用金鋼石砂 !、刃磨車刀時手握刀具要平穩,壓力 不能太大,要不斷地作左右或前后移動, 使刀具受熱均勻,防止產生硬質合金刀片 裂紋和高速鋼刀頭燒傷而退火。 /、刃磨硬質合金車刀時,不可把刀頭 部分放入水中冷卻,以防刀片突然冷卻而 碎裂。刃磨高速鋼車刀時,應隨時用水冷 卻,以防車刀過熱退火,降低硬度。 *、刃磨時,車刀高低必須控制在砂輪 水平中心,刃頭略向上翹,否則會出現后 角過大或負后角等缺陷。 0、鎢鈦鈷類硬質合金車刀,因對冷熱 和沖擊的敏感性較強,當環境溫度變化較 大時,也會產生裂紋,如在我國北方的冬 季,如果把磨得很熱的車刀放在冷空氣 中,往往會產生裂紋,最好是進行保溫緩 慢冷卻。 1、刃磨斷屑槽時,由于車刀和砂輪接 觸時容易打滑,必須注意安全。 2、刃磨時,砂輪旋轉方向必須由刃口 向刀體方面轉動,以免造成刀刃呈鋸齒形 缺陷。砂輪要經過嚴格檢查和良好平衡, 裝夾牢固,運轉平衡。 3、砂輪磨削表面須經常修整,使砂輪 沒有明顯的跳動。重新安裝砂輪后,要進 行檢查,經試轉才可使用。 (三)車刀的手工研磨 研磨練習,俗稱“背刀”,也是車工在 刀具方面必須掌握的技術之一。 刃磨過的車刀或使用后的車刀有輕 微磨損現象,可用油石或研磨板研磨刀 面,俗稱“背刀”。 由于一般砂輪機上的砂輪沒有經過 嚴格的平衡,存在較大的振動偏擺,同時 砂輪表面也不夠平整,刃磨過程中用雙手 握著車刀穩定性又較差,因此在刃磨時砂 輪與車刀有微量沖擊現象,刃磨出的刀具 切削刃通常不夠平滑光潔,表面粗糙度較 差。這樣的車刀不僅直接影響被加工零件 的表面粗糙度,而且還降低了車刀的使用 壽命。對于硬質合金車刀,在車削時還容 易產生掉渣和崩刃現象,所以對車刀必須 進行研磨。 車刀研磨時,可用油石或研磨粉進 行。研磨硬質合金車刀時用碳化硼;研磨 高速鋼車刀時用氧化鋁。這里主要講解用 油石研磨車刀的方法。 用油石研磨刀具時,手持油石要平 穩,如下圖所示。油石與刀具接觸的被研 磨表面,要貼平前后刃面沿水平方向平穩 移動,推時用力,回來時不用力。不要上下 方向移動,如圖所示,這樣容易將刀尖磨 鈍,影響切削刃的鋒利。研磨后的車刀將 消除刃磨的殘留痕跡,降低刃面的表面粗 糙度值1 級-2 級。 |
|
TOP |
| leoxeon
五級士官
|
板凳 大 中 小 發表于 2006-1-8 11:48 只看該作者
|
|
TOP |
|
發幾個資料,磨車刀的方法
function copyToClipBoard(){
var clipBoardContent='';
clipBoardContent+=document.title;
clipBoardContent+=window.location;
window.clipboardData.setData("Text",clipBoardContent);
alert("你已復制鏈接及標題,請粘貼到QQ/MSN等發給好友!");
}
一,車刀刃磨操作口訣
var tagarray = ['電機','電池','視頻','航拍','接收機','包郵','DJI','重慶航模','FPV','雕刻機','鳳凰','渦噴','發動機','skymaster','模型','遙控','便宜','圖片','閑置','奕和航模'];var tagencarray = ['%B5%E7%BB%FA','%B5%E7%B3%D8','%CA%D3%C6%B5','%BA%BD%C5%C4','%BD%D3%CA%D5%BB%FA','%B0%FC%D3%CA','DJI','%D6%D8%C7%EC%BA%BD%C4%A3','FPV','%B5%F1%BF%CC%BB%FA','%B7%EF%BB%CB','%CE%D0%C5%E7','%B7%A2%B6%AF%BB%FA','skymaster','%C4%A3%D0%CD','%D2%A3%BF%D8','%B1%E3%D2%CB','%CD%BC%C6%AC','%CF%D0%D6%C3','%DE%C8%BA%CD%BA%BD%C4%A3'];parsetag();
車刀的刃磨是切削加工中一項具有較高技術含 量的基本操作,操作者需要熟悉相關理論知識和刃 磨原理,熟練掌握刃磨方法及操作技巧。為便于初 學者盡快熟悉和記憶車刀刃磨的概念、方法與技巧, 筆者特將相關內容編寫為以下口訣: (1) 常用車刀種類和材料,砂輪的選用 常用車刀五大類,切削用途各不同, 外圓內孔和螺紋,切斷成形也常用; 車刀刃形分三種,直線曲線加復合; 車刀材料種類多,常用碳鋼氧化鋁, 硬質合金碳化硅,根據材料選砂輪; 砂輪顆粒分粒度,粗細不同勿亂用; 粗砂輪磨粗車刀,精車刀選細砂輪。 (2) 車刀刃磨操作技巧與注意事項 刃磨開機先檢查,設備安全最重要; 砂輪轉速穩定后,雙手握刀立輪側; 兩肘夾緊腰部處,刃磨平穩防抖動; 車刀高低須控制,砂輪水平中心處; 刀壓砂輪力適中,反力太大易打滑; 手持車刀均勻移,溫高燙手則暫離; 刀離砂輪應小心,保護刀尖先抬起; 高速鋼刀可水冷,防止退火保硬度; 硬質合金勿水淬,驟冷易使刀具裂; 先停磨削后停機,人離機房斷電源。 (3) 90°、75°、45°等外圓車刀刃磨步驟 粗磨先磨主后面,桿尾向左偏主偏; 刀頭上翹38 度,形成后角摩擦減; 接著磨削副后面,最后刃磨前刀面; 前角前面同磨出,先粗后精順序清; 精磨首先磨前面,再磨主后副后面; 修磨刀尖圓弧時,左手握住前支點; 右手轉動桿尾部,刀尖圓弧自然成; 面平刃直穩中求,角度正確是關鍵; 樣板角尺細檢查,經驗豐富可目測。 | |
| leoxeon
五級士官
|
沙發 大 中 小 發表于 2006-1-8 11:39 只看該作者
|
|
TOP |
| leoxeon
五級士官
|
藤椅 大 中 小 發表于 2006-1-8 11:46 只看該作者
三,車刀的刃磨及合理使用
隨著科技的發展,機械刃磨車刀及機 械夾固類不重磨車刀雖然在工廠中得到 廣泛應用,但在技工學校車工專業的生產 實習中,車刀刃磨仍是學生必須掌握的基 本技能之一。各種常用刀具的刃磨練習始 終貫穿整個教學過程。實習指導教師不僅 要根據教學安排教會學生刃磨車刀,而且 還應在生產實習中讓學生掌握對車刀的 正確研磨及合理使用和保護,使學生在生 產實習中不斷積累對車刀刃磨、研磨及合 理使用的經驗,以便將來在工廠的生產實 踐中發揮應有的作用。現以#"(偏刀為例 進行說明。 車刀的刃磨和研磨 (一)刃磨、研磨 預磨刀體部分在刃磨硬質合金切 削角度之前,應先磨去焊渣,并將刀體部 分磨出一個比后角略大!( ) *(的后隙角, 以便刃磨刀具的后角。刃磨刀體部分,應 采用白色氧化鋁砂輪,硬度為中軟,刃磨 時要左右移動,防止刃磨受熱不均而使刀 頭部分產生裂紋。 粗磨(+)以砂輪外圓磨出副偏角 (,!-)和副后角(".-)。(!)以砂輪外圓磨 出主偏角(,!)和主后角(".)。(/)以砂輪 外圓磨出車刀的前面。(*)以砂輪的棱面 磨出斷屑槽,并留出倒棱的寬度。 精磨精磨時砂輪需進行修整,保持 砂輪旋轉的平穩。 (+)以砂輪的外圓分別磨出車刀的 主、副偏角,! 及,!-和主副后角". 及 ".-,保持主切削刃平直光潔。(!)用砂輪 的棱面精磨車刀前角!.。(/)磨出刀尖圓 弧及修光刃。(*)以砂輪的端面磨出主切 削刃上的倒棱。 (二)刃磨時的注意事項 +、必須根據刀具材料決定砂輪種 類。一般刃磨車刀刀體和高速鋼車刀時, 用白色氧化鋁砂輪;刃磨硬質合金車刀 時,用綠色碳化硅砂輪。如果條件允許,在 精磨硬質合金車刀時,可采用金鋼石砂 !、刃磨車刀時手握刀具要平穩,壓力 不能太大,要不斷地作左右或前后移動, 使刀具受熱均勻,防止產生硬質合金刀片 裂紋和高速鋼刀頭燒傷而退火。 /、刃磨硬質合金車刀時,不可把刀頭 部分放入水中冷卻,以防刀片突然冷卻而 碎裂。刃磨高速鋼車刀時,應隨時用水冷 卻,以防車刀過熱退火,降低硬度。 *、刃磨時,車刀高低必須控制在砂輪 水平中心,刃頭略向上翹,否則會出現后 角過大或負后角等缺陷。 0、鎢鈦鈷類硬質合金車刀,因對冷熱 和沖擊的敏感性較強,當環境溫度變化較 大時,也會產生裂紋,如在我國北方的冬 季,如果把磨得很熱的車刀放在冷空氣 中,往往會產生裂紋,最好是進行保溫緩 慢冷卻。 1、刃磨斷屑槽時,由于車刀和砂輪接 觸時容易打滑,必須注意安全。 2、刃磨時,砂輪旋轉方向必須由刃口 向刀體方面轉動,以免造成刀刃呈鋸齒形 缺陷。砂輪要經過嚴格檢查和良好平衡, 裝夾牢固,運轉平衡。 3、砂輪磨削表面須經常修整,使砂輪 沒有明顯的跳動。重新安裝砂輪后,要進 行檢查,經試轉才可使用。 (三)車刀的手工研磨 研磨練習,俗稱“背刀”,也是車工在 刀具方面必須掌握的技術之一。 刃磨過的車刀或使用后的車刀有輕 微磨損現象,可用油石或研磨板研磨刀 面,俗稱“背刀”。 由于一般砂輪機上的砂輪沒有經過 嚴格的平衡,存在較大的振動偏擺,同時 砂輪表面也不夠平整,刃磨過程中用雙手 握著車刀穩定性又較差,因此在刃磨時砂 輪與車刀有微量沖擊現象,刃磨出的刀具 切削刃通常不夠平滑光潔,表面粗糙度較 差。這樣的車刀不僅直接影響被加工零件 的表面粗糙度,而且還降低了車刀的使用 壽命。對于硬質合金車刀,在車削時還容 易產生掉渣和崩刃現象,所以對車刀必須 進行研磨。 車刀研磨時,可用油石或研磨粉進 行。研磨硬質合金車刀時用碳化硼;研磨 高速鋼車刀時用氧化鋁。這里主要講解用 油石研磨車刀的方法。 用油石研磨刀具時,手持油石要平 穩,如下圖所示。油石與刀具接觸的被研 磨表面,要貼平前后刃面沿水平方向平穩 移動,推時用力,回來時不用力。不要上下 方向移動,如圖所示,這樣容易將刀尖磨 鈍,影響切削刃的鋒利。研磨后的車刀將 消除刃磨的殘留痕跡,降低刃面的表面粗 糙度值1 級-2 級。 |
|
TOP |
| leoxeon
五級士官
|
板凳 大 中 小 發表于 2006-1-8 11:48 只看該作者
|
|
TOP |
量的基本操作,操作者需要熟悉相關理論知識和刃
磨原理,熟練掌握刃磨方法及操作技巧。為便于初
學者盡快熟悉和記憶車刀刃磨的概念、方法與技巧,
筆者特將相關內容編寫為以下口訣:
(1) 常用車刀種類和材料,砂輪的選用
常用車刀五大類,切削用途各不同,
外圓內孔和螺紋,切斷成形也常用;
車刀刃形分三種,直線曲線加復合;
車刀材料種類多,常用碳鋼氧化鋁,
硬質合金碳化硅,根據材料選砂輪;
砂輪顆粒分粒度,粗細不同勿亂用;
粗砂輪磨粗車刀,精車刀選細砂輪。
(2) 車刀刃磨操作技巧與注意事項
刃磨開機先檢查,設備安全最重要;
砂輪轉速穩定后,雙手握刀立輪側;
兩肘夾緊腰部處,刃磨平穩防抖動;
車刀高低須控制,砂輪水平中心處;
刀壓砂輪力適中,反力太大易打滑;
手持車刀均勻移,溫高燙手則暫離;
刀離砂輪應小心,保護刀尖先抬起;
高速鋼刀可水冷,防止退火保硬度;
硬質合金勿水淬,驟冷易使刀具裂;
先停磨削后停機,人離機房斷電源。
(3) 90°、75°、45°等外圓車刀刃磨步驟
粗磨先磨主后面,桿尾向左偏主偏;
刀頭上翹38 度,形成后角摩擦減;
接著磨削副后面,最后刃磨前刀面;
前角前面同磨出,先粗后精順序清;
精磨首先磨前面,再磨主后副后面;
修磨刀尖圓弧時,左手握住前支點;
右手轉動桿尾部,刀尖圓弧自然成;
面平刃直穩中求,角度正確是關鍵;
|
| |
|
TOP |
| leoxeon
五級士官
|
藤椅 大 中 小 發表于 2006-1-8 11:46 只看該作者
三,車刀的刃磨及合理使用
隨著科技的發展,機械刃磨車刀及機 械夾固類不重磨車刀雖然在工廠中得到 廣泛應用,但在技工學校車工專業的生產 實習中,車刀刃磨仍是學生必須掌握的基 本技能之一。各種常用刀具的刃磨練習始 終貫穿整個教學過程。實習指導教師不僅 要根據教學安排教會學生刃磨車刀,而且 還應在生產實習中讓學生掌握對車刀的 正確研磨及合理使用和保護,使學生在生 產實習中不斷積累對車刀刃磨、研磨及合 理使用的經驗,以便將來在工廠的生產實 踐中發揮應有的作用。現以#"(偏刀為例 進行說明。 車刀的刃磨和研磨 (一)刃磨、研磨 預磨刀體部分在刃磨硬質合金切 削角度之前,應先磨去焊渣,并將刀體部 分磨出一個比后角略大!( ) *(的后隙角, 以便刃磨刀具的后角。刃磨刀體部分,應 采用白色氧化鋁砂輪,硬度為中軟,刃磨 時要左右移動,防止刃磨受熱不均而使刀 頭部分產生裂紋。 粗磨(+)以砂輪外圓磨出副偏角 (,!-)和副后角(".-)。(!)以砂輪外圓磨 出主偏角(,!)和主后角(".)。(/)以砂輪 外圓磨出車刀的前面。(*)以砂輪的棱面 磨出斷屑槽,并留出倒棱的寬度。 精磨精磨時砂輪需進行修整,保持 砂輪旋轉的平穩。 (+)以砂輪的外圓分別磨出車刀的 主、副偏角,! 及,!-和主副后角". 及 ".-,保持主切削刃平直光潔。(!)用砂輪 的棱面精磨車刀前角!.。(/)磨出刀尖圓 弧及修光刃。(*)以砂輪的端面磨出主切 削刃上的倒棱。 (二)刃磨時的注意事項 +、必須根據刀具材料決定砂輪種 類。一般刃磨車刀刀體和高速鋼車刀時, 用白色氧化鋁砂輪;刃磨硬質合金車刀 時,用綠色碳化硅砂輪。如果條件允許,在 精磨硬質合金車刀時,可采用金鋼石砂 !、刃磨車刀時手握刀具要平穩,壓力 不能太大,要不斷地作左右或前后移動, 使刀具受熱均勻,防止產生硬質合金刀片 裂紋和高速鋼刀頭燒傷而退火。 /、刃磨硬質合金車刀時,不可把刀頭 部分放入水中冷卻,以防刀片突然冷卻而 碎裂。刃磨高速鋼車刀時,應隨時用水冷 卻,以防車刀過熱退火,降低硬度。 *、刃磨時,車刀高低必須控制在砂輪 水平中心,刃頭略向上翹,否則會出現后 角過大或負后角等缺陷。 0、鎢鈦鈷類硬質合金車刀,因對冷熱 和沖擊的敏感性較強,當環境溫度變化較 大時,也會產生裂紋,如在我國北方的冬 季,如果把磨得很熱的車刀放在冷空氣 中,往往會產生裂紋,最好是進行保溫緩 慢冷卻。 1、刃磨斷屑槽時,由于車刀和砂輪接 觸時容易打滑,必須注意安全。 2、刃磨時,砂輪旋轉方向必須由刃口 向刀體方面轉動,以免造成刀刃呈鋸齒形 缺陷。砂輪要經過嚴格檢查和良好平衡, 裝夾牢固,運轉平衡。 3、砂輪磨削表面須經常修整,使砂輪 沒有明顯的跳動。重新安裝砂輪后,要進 行檢查,經試轉才可使用。 (三)車刀的手工研磨 研磨練習,俗稱“背刀”,也是車工在 刀具方面必須掌握的技術之一。 刃磨過的車刀或使用后的車刀有輕 微磨損現象,可用油石或研磨板研磨刀 面,俗稱“背刀”。 由于一般砂輪機上的砂輪沒有經過 嚴格的平衡,存在較大的振動偏擺,同時 砂輪表面也不夠平整,刃磨過程中用雙手 握著車刀穩定性又較差,因此在刃磨時砂 輪與車刀有微量沖擊現象,刃磨出的刀具 切削刃通常不夠平滑光潔,表面粗糙度較 差。這樣的車刀不僅直接影響被加工零件 的表面粗糙度,而且還降低了車刀的使用 壽命。對于硬質合金車刀,在車削時還容 易產生掉渣和崩刃現象,所以對車刀必須 進行研磨。 車刀研磨時,可用油石或研磨粉進 行。研磨硬質合金車刀時用碳化硼;研磨 高速鋼車刀時用氧化鋁。這里主要講解用 油石研磨車刀的方法。 用油石研磨刀具時,手持油石要平 穩,如下圖所示。油石與刀具接觸的被研 磨表面,要貼平前后刃面沿水平方向平穩 移動,推時用力,回來時不用力。不要上下 方向移動,如圖所示,這樣容易將刀尖磨 鈍,影響切削刃的鋒利。研磨后的車刀將 消除刃磨的殘留痕跡,降低刃面的表面粗 糙度值1 級-2 級。 |
|
TOP |
| leoxeon
五級士官
|
板凳 大 中 小 發表于 2006-1-8 11:48 只看該作者
|
|
TOP |
樣板角尺細檢查,經驗豐富可目測。 var tagarray = ['電機','電池','視頻','航拍','接收機','包郵','DJI','重慶航模','FPV','雕刻機','鳳凰','渦噴','發動機','skymaster','模型','遙控','便宜','圖片','閑置','奕和航模'];var tagencarray = ['%B5%E7%BB%FA','%B5%E7%B3%D8','%CA%D3%C6%B5','%BA%BD%C5%C4','%BD%D3%CA%D5%BB%FA','%B0%FC%D3%CA','DJI','%D6%D8%C7%EC%BA%BD%C4%A3','FPV','%B5%F1%BF%CC%BB%FA','%B7%EF%BB%CB','%CE%D0%C5%E7','%B7%A2%B6%AF%BB%FA','skymaster','%C4%A3%D0%CD','%D2%A3%BF%D8','%B1%E3%D2%CB','%CD%BC%C6%AC','%CF%D0%D6%C3','%DE%C8%BA%CD%BA%BD%C4%A3'];parsetag();





全部作者的其他最新日志
- • FANUC 0i Mate TC 系統
- • 對刀方法
- • 管螺紋知識
- • 刀具選擇
- • M38*3的螺紋加工